
抗菌耐寒PVC花洒软管配方研究
2024-04-25 09:25:50邱玉超李焕新黄建辉
日用电器 2024年3期
邱玉超 李焕新 黄建辉
(箭牌家居集团股份有限公司 佛山 528000)
引言
PVC花洒软管是由聚氯乙烯树脂加入较大量增塑剂、一定量的稳定剂、润滑剂及其它助剂,经挤出成型工艺制得[1]。其具有明显的综合优势而被各大厂商所接受,包括成本、耐腐蚀性、耐久性、耐水解性、加工成型等方面的优势均比较明显,而且可回收利用,有利于环境保护[2]。
目前市面上的PVC花洒软管虽能满足日常生活使用,但当其使用时间较长后,一方面由于在生产制备时,需要在材料配方中添加大量的低分子增塑剂如邻苯二甲酸二异壬酯(DINP),经长时间加热使用后,低分子增塑剂容易迁移到内管表面,为各种微细菌等提供生长和繁殖的营养源,导致内管表面滋生细菌等污迹;另一方面,由于大量低分子量增塑剂的添加,导致PVC花洒软管低温使用时出现硬化甚至脆裂的情况。
针对PVC花洒软管的防污,目前采取人工定期对PVC花洒软管进行清理,该方法操作繁琐;针对PVC花洒软管耐低温性不足,目前通过添加耐寒增塑剂如己二酸二辛酯(DOA)来提高材料的耐低温性,但是添加后会导致PVC(聚氯乙烯)软管的力学性能强度的下降。
基于以上痛点,我们设计开发了一种具有高抗菌和耐低温特性的PVC花洒软管,并对其抗菌性能和耐低温性能进行了研究。
1 原料及生产设备
1.1 原料
PVC树脂:新疆天业,SG-3型;
己二酸聚酯:天元航材科技有限公司;
己二酸二正辛酯(DOA):山东辰宇化工有限公司,纯度99.9 %;
对苯二甲酸二辛酯(DOP):济南优盛源化工有限公司,纯度99.9 %;
粉末丁腈橡胶(PNBR):靖江市康高特新材料科技有限公司,80目;
聚六亚甲基胍盐酸盐(PHMG):长沙研邦化工科技有限公司,纯度99 %;
双叔丁基过氧异丙基苯(BIPB):湖北隆信化工实业有限公司,纯度98 %;
有机锡稳定剂:山东泰邦石化有限公司;
硬脂酸锌:广州亿峰化工科技有限公司;
丙烯酸酯改性剂(ACR ):天津津衡蓝海科技有限公司,纯度99.99 %;
抗氧剂168(化学名称为三(2,4一二叔丁基苯基)亚磷酸酯):东莞康锦新材料科技有限公司,纯度99.9 %。
1.2 生产设备
混料机:200 L高速混合机1套,东莞市科德机械有限公司生产;
造粒机:扬州亚瑞达橡塑机械有限公司SHJ-65B平行双锥螺杆挤出机1套 ;
挤出设备:六段加热式单螺杆挤出机、真空冷却水槽、变频调速牵引装置、传动切割装置 ,燿安塑胶机器械器有限公司生产。
2 试验配方
根据实际生产经验和多次反复试验,拟定的试验配方见表1。
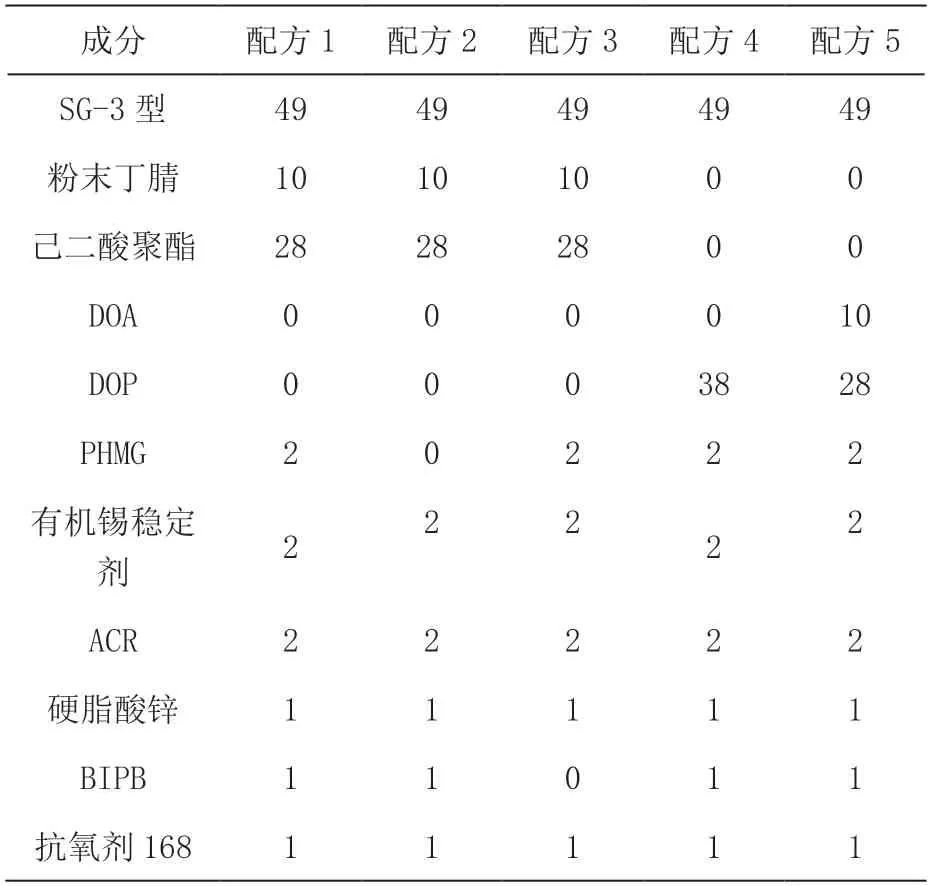
表1 抗菌耐寒PVC花洒软管试验配方
3 生产工艺
3.1 工艺流程
称量原料→高温搅拌混料→挤出造粒→检验→挤出管材→冷却定型→牵引→丈量切割→安装测试→包装入库。
3.2 混料造粒
按照配方表准确称量各组分原料,先将聚氯乙烯、有机锡稳定剂、丙烯酸酯改性剂(ACR )、硬脂酸锌、抗氧剂168、低分子增塑剂DOP或DOA加至搅拌机,搅拌机的转速为200 rpm,升温至70 ℃后再加入己二酸聚酯、过氧化物BIPB和PHMG抗菌剂,冷却至 40 ℃时添加粉末丁腈,300 r/min搅拌15 min,将混合料静置10 min,然后用平行双锥螺杆挤出机造粒,螺杆转速为100 r/min,挤出温度为170 ℃,水环热切得到4 mm大小均匀的粒料,风冷包装,备用。
3.3 挤管成型
选用六段加热式单螺杆挤出机,根据管体尺寸选择合适的模具,冷却水槽接通自来水,然后装好模头,升温。挤出机温度设定为155 ℃、165 ℃、165 ℃、160 ℃、160 ℃和165 ℃,螺杆转速50 rpm。然后将粒料加入挤出机,开启冷却水,并缓慢开启挤出机,让粒料在机筒里面逐步塑化,开始正式挤出管材后,再开启牵引机、逐步调试挤出机至管体尺寸符合要求,制得PVC花洒软管。冷却定型后运至软管切割机,经丈量、定位进行切割后产品要求进行配件安装测试,经测试合格后入库。
4 性能测试
4.1 抗菌性能测试
对PVC花洒软管进行抗菌性能测试,按照GBT 31402-2015/ISO 22196:2007《塑料表面抗菌性能试验方法》,分别依次进行细菌预培养、试样制备、接种液的准备、试样接种、接种试样培养、试样上细菌回收、平板培养法测定活菌数、抗菌性能(抗菌率)计算等,其中菌株中的大肠杆菌为ATCC 8739,金黄色葡萄球菌为ATCC 6538P[3]。
抗菌老化测试参考JC/T939-2004《建筑用抗细菌塑料管抗细菌性能》标准将软管在(50±2)℃蒸馏水浴浸泡96 h后,用75 %酒精进行灭菌,然后置于无菌箱中待测[4],按照上述标准测试老化后的PVC花洒软管的抗菌性能。
4.2 耐低温性能测试
耐低温性能主要由邵A硬度变化值衡量,拉伸强度和断裂伸长率辅助衡量产品的物理力学性能。分别根据标准GB/T 2411-2008/ISO 868:2003《塑料和硬橡胶.使用硬度计测定压痕硬度(邵氏硬度)》测试样品在0 ℃和25 ℃静放24 h后的邵A硬度,求得差值,其差值越小,说明其耐低温性能越好[5]。拉伸强度和断裂伸长率根据标准GB/T 1040.1-2018/ISO 527-1:2012《塑料拉伸性能的测定》测定[6]。
4.3 使用性能测试
根据公司内部产品质量要求,需要对花洒软管成品进行抗拉伸性、密封性能、耐冷热循环性和耐压性测试,按照GB/T 23448-2009 《卫生洁具软管》进行,对应标准中7.7、7.4、7.10、7.5的要求,各项测试后软管各部位应无破裂、渗漏或其他缺陷出现[7]。
5 结果与讨论
5.1 抗菌性能测试
采用表1中配方1、2、3生产的PVC花洒软管抗菌性能测试结果如表2所示。
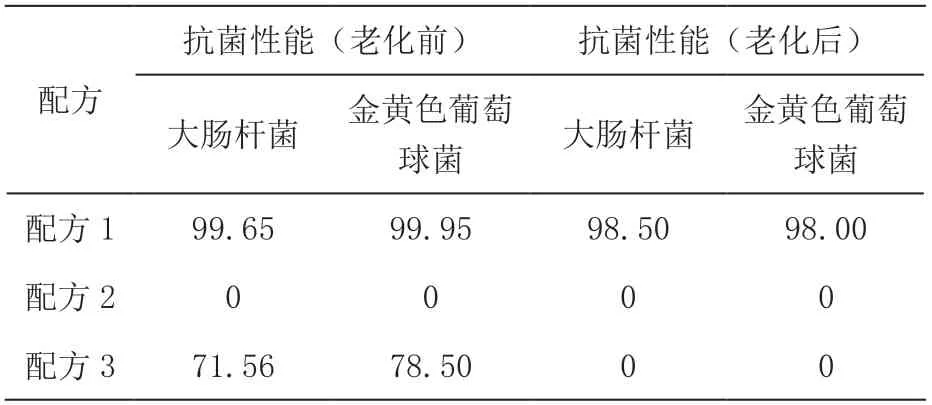
表2 PVC花洒软管抗菌性能
从表2可以看出: 配方1生产的PVC花洒软管具有优异的抗菌效果和抗菌持久性能;配方2由于没添加胍盐低聚抗菌剂,其抗菌性能老化前和老化后均显示无效;配方3由于没添加过氧化物,导致胍盐低聚抗菌剂不能有效地接枝到PVC主链上,其抗菌持久性能失效,导致老化后对大肠杆菌和金黄色葡萄球菌的抗菌率均为0。
5.2 耐低温性能测试
采用表1中配方1、4、5生产的PVC花洒软管耐低温性能测试结果如表3所示。

表3 PVC花洒软管耐低温性能
耐低温性能主要由邵 A 硬度变化值衡量,拉伸强度和断裂伸长率只作辅助衡量产品的物理力学性能。从上述PVC软管拉伸强度和耐低温性能对比测试分析可以看出,配方1综合性能较优,此配方中,粉末丁腈和聚酯增塑剂在配方体系中的分散效果最好,其增塑作用最明显,耐低温性能也最优。配方4中只添加低分子增塑剂邻苯二甲酸二辛酯,其耐低温性能最差,配方5中通过添加耐寒剂己二酸二辛酯达到耐低温效果,但是其拉伸强度低于生产配方,说明添加粉末丁腈和聚酯增塑剂方案优于添加低分子耐寒剂增塑剂方案。
5.3 使用性能测试
按照标准GB/T 23448-2019测试本试验配方生产的PVC花洒软管的抗拉伸性、密封性能、耐冷热循环性和耐压性。各项测试结果均合格,具体见表4。

表4 PVC花洒软管使用性能测试
6 结语
随着人们物质生活水平的不断改善,追求健康沐浴将成为一种发展趋势。具有高耐寒性的抗菌PVC花洒软管正是消费者所迫切期待的产品。
通过实验摸索、检测验证,我们已经成功掌握抗菌耐寒PVC花洒软管配方和工艺技术。目前,我司已经用此新材料、新工艺、新技术试产了抗菌花洒软管,抗菌抑菌性能符合GB 21551.2-2010要求,耐低温性能也有很大提升,其他性能指标也都符合花洒软管国标和企业相关标准,可进行大规模推广生产。
猜你喜欢
保健与生活(2023年12期)2023-06-18 07:27:13
爱你·健康读本(2019年9期)2019-11-22 16:45:45
爱你(2019年33期)2019-11-14 10:04:54
陶瓷(2018年7期)2018-01-26 00:01:31
中国塑料(2016年7期)2016-04-16 05:25:54
电线电缆(2016年5期)2016-02-27 09:02:07
中国塑料(2015年2期)2015-10-14 05:34:32
中国塑料(2015年11期)2015-10-14 01:14:22
橡胶工业(2015年5期)2015-08-29 06:48:02
橡胶工业(2015年10期)2015-08-01 09:06:04
