
基于制浆废液和麦草废渣的生物质颗粒燃料预测模型的建立及分析
2024-04-02 08:34:00薛蓝馨林兆云陈嘉川王月莹杨桂花
林产工业 2024年3期
薛蓝馨 林兆云 陈嘉川 王月莹 杨桂花
(齐鲁工业大学生物基材料与绿色造纸国家重点实验室,山东 济南 250353)
我国是农业大国,每年会产生大量的农业废弃物,其中秸秆产量约为18 018.94 万t[1],亟需处理和利用。传统的秸秆焚烧处理方式会对生态环境造成严重的污染,不利于农业的可持续发展[2-3]。因此,可将麦草秸秆作为制浆造纸行业中的纤维原料进行高效利用,这样既能提高废弃秸秆的利用价值,又能解决造纸行业面临的纤维资源短缺问题。
在麦草制浆过程中,备料工段会产生大量的麦草秸秆废渣、尘土等固体废弃物,使其夹杂的麦渣纤维无法进行资源化利用。同时,这些固体废弃物堆积后不仅占据场地,其产生的扬尘还会对人体健康造成危害。因此,对麦草废渣进行利用是造纸企业减少固废的重要途径之一。例如,回收的麦草废渣可作为制备生物质颗粒燃料的重要原材料[4-5]。此外,在麦草制浆废液中,还存在大量的木质素与糖类物质,具有一定的黏结性[6],因而可作为麦草废渣颗粒燃料的黏结剂。鉴于此,本文尝试将麦草废渣和制浆废液混合,制备生物质颗粒燃料,探究制浆废液中固形物含量对颗粒燃料成型性能及其物理性能的影响机制。研究结果可为制浆过程产生的废弃物的高值化利用提供思路,降低企业的污染负荷,从而推动碳中和与新能源的发展。
1 材料与方法
1.1 试验材料
麦草废渣(粒径≤4.75 mm)和制浆废液由山东省某造纸厂提供。粉末状纤维素,粒径180 μm,阿拉丁(上海)生化科技股份有限公司。粉末状木聚糖,提取自玉米芯,纯度85%,源叶(上海)有限公司。
1.2 试验设备
全自动工业分析仪(HFGF-5000 型,鹤壁市汇发仪器仪表有限公司),自动元素分析仪(Unicub型,德国Elementar),离子色谱仪(ICS-5000+,美国ThermoFisher),旋转黏度仪(DV2T,美国Brookfield),液压机(FW-4A型,天津博天胜达科技发展有限公司),质构仪(TA.XT Plusc,英国Stable Micro Systems),X射线计算机断层扫描仪(Sky Scan-2211,美国Bruker)。
1.3 试验方法
1.3.1 麦草废渣成分分析
选取未筛分的麦草废渣,通过全自动工业分析仪进行工业分析,分别测定水分、挥发分、灰分和固定碳含量。通过自动元素分析仪对未筛分的麦草废渣进行C、H、O、N、S元素的测定。
1.3.2 制浆废液成分分析
参考Klason法和GB/T 2677.8-1994 《造纸原料酸不溶木素含量的测定》 测定制浆废液中的木质素含量。利用离子色谱仪测定制浆废液中的糖类含量。使用旋转黏度仪测定不同温度下制浆废液的黏度。
1.3.3 麦草废渣颗粒燃料的制备
将未筛分的麦草废渣与制浆废液在不同质量比(麦草废渣:制浆废液质量比依次为1∶0、1∶1、1∶5、1∶10、1∶15、1∶20)下混合均匀,将上述混合物料置于60 ℃的烘箱中烘干24 h,使得混合物料中制浆废液固形物含量分别为0%、2.24%、10.28%、18.65%、25.58%和31.43%。
选取(1.0±0.01) g物料转移到成型模具内,使用液压机对其进行压缩成型处理,压力为8 MPa,保压时间为4 min。随后取出颗粒燃料并保存备用。
1.3.4 麦草废渣颗粒燃料模型的制备
按照麦草废渣中纤维素和半纤维素的含量配比10.17∶7.62称取粉末状纤维素和半纤维素混合均匀,随后添加制浆废液在不同质量比(纤维素和半纤维素混合物与制浆废液质量比依次为1∶0、1∶1、1∶5、1∶10、1∶15、1∶20)下混合均匀,将上述混合物料置于60 ℃的烘箱中烘干24 h,使混合物料中制浆废液固形物的含量分别为0%、2.24%、10.28%、18.65%、25.58%和31.43%。
成型条件与上述相同。
1.4 麦草废渣颗粒燃料及其模型的性能检测与表征
1.4.1 密度测试
用电子天平称量麦草废渣颗粒燃料的质量,用测厚仪测量成型时间分别为0、1、2、4、8、12 h和24 h的圆柱形颗粒燃料的高度。根据模具可知,圆柱形颗粒燃料的底面直径为13 mm。利用密度公式计算其成型密度及松弛密度,每组样品测试3次,结果取平均值。
式中:ρ为密度,g/cm3;m为质量,g;V为体积,cm3。
1.4.2 抗渗水性测试
在25 ℃条件下,用万分之一电子天平称量麦草废渣颗粒燃料的初始质量,后将麦草废渣颗粒燃料浸没于水中30 s。随后,将其取出并记录浸水后的质量。根据抗渗水性公式计算颗粒燃料的抗渗水性,每组样品测试3 次,结果取平均值。
式中:W为抗渗水性,%;m0为浸水前样品的质量,g;m为浸水后样品的质量,g。
1.4.3 应力松弛与弹性模量测试
利用质构仪测得试样在压缩深度为0.5 mm条件下的应力及弹性模量随时间的变化趋势,测试时间维持300 s。
1.4.4 显微CT表征
将样品浸入液氮中等待30 s,随后用镊子夹住样品两边冷冻脆断,控制样品尺寸为5 mm×5 mm×5 mm。使用X射线计算机断层扫描仪观察麦草废渣颗粒燃料及其模型的内部微观结构,分辨率为1 μm。
1.5 预测模型的构建
构建麦草废渣颗粒燃料预测模型,用于密度、抗渗水性、应力、弹性模量等物理性能预测,主要步骤如下:
将制浆废液固形物含量设置为x,颗粒燃料模型的物理性能试验数据设为ym,依据x-ym曲线拟合的方法建立反映颗粒燃料模型密度、抗渗水性、应力和弹性模量等物理性能与制浆废液固形物含量关联性的方程(3):
设颗粒燃料模型物理性能的试验数据为ym,麦草废渣颗粒燃料物理性能的试验数据为y,依据ym-y曲线拟合的方法建立反映颗粒燃料模型密度、抗渗水性、应力和弹性模量等物理性能试验数据与麦草废渣颗粒燃料密度、抗渗水性、应力和弹性模量等物理性能关联性的方程(4):
结合公式(3)与公式(4),制浆废液固形物含量x和麦草废渣颗粒燃料物理性能的试验数据y之间的方程如下:
最后,通过相对误差评估麦草废渣颗粒燃料预测模型的准确性。
2 结果与分析
2.1 麦草废渣与制浆废液成分分析
2.1.1 麦草废渣原料分析
麦草废渣的组分如表1 所示。由数据可知,麦草废渣中含麦草废弃物和非纤维类杂质。其中,纤维类麦草剩余物含量为26.75%,非纤维类杂质含量为73.25%。麦草废弃物中纤维素组分含量最高,其次是木质素和半纤维素。纤维素、半纤维素和木质素热值分别为17.3、16.2、27 kJ/g[7],是麦草废渣热值的主要来源。麦草废渣中非纤维类杂质以不可燃的泥土类物质为主,灰分含量高达58.08%[8-10]。

表1 麦草废渣组分分析Tab.1 Analysis of the composition of the straw waste residue
麦草废渣的工业分析与元素分析见表2。麦草废渣中的水分与灰分等非纤维类不可燃成分会影响颗粒燃料的燃烧性能[11-12]。由表中数据可知,麦草废渣中水分和灰分成分的占比高达63.27%,挥发分含量是固定碳的11倍。挥发分在受热后会逸出,使得焦炭的孔隙率变高,与氧气的接触表面积增大,焦炭燃烧速度则越快,因此颗粒燃料容易点火[13-15],但其燃烧性能较差。元素组成是燃烧反应的物质基础[16]。麦草废渣的主要组成元素为C、H和O。其中,C元素是影响燃烧反应的主要元素[13],完全燃烧会产生CO2等气体[17]。研究表明,物质燃料中的C含量越高,其释放热值越多[18-19];而H元素含量越多,则其点火温度越低[17],更容易被点燃。燃料中的O元素是不可燃元素,其含量过高会导致燃料中的可燃成分含量下降,因而释放出的热量也会降低。

表2 麦草废渣的工业分析与元素分析Tab.2 Industrial analysis and elemental analysis of straw waste residue
2.1.2 制浆废液的组分和黏度分析
制浆废液的组分和黏度如图1所示。从图中可知,制浆废液中含有木质素与阿拉伯糖、半乳糖、葡萄糖、木糖、聚糖等糖类物质。木质素的燃烧热值为27 kJ/g,糖类的燃烧热值为15.5~16.4 kJ/g[7,20]。随着温度的上升,制浆废液的黏度呈先上升后下降的趋势。制浆废液在45 ℃时的黏度最高,因此该温度为压缩成型工艺的优选温度。综上可知,制浆废液不仅能提高废液的燃烧热值,还能作为制备麦草废渣颗粒燃料时的黏结剂,改善麦草废渣颗粒燃料的物理性能。
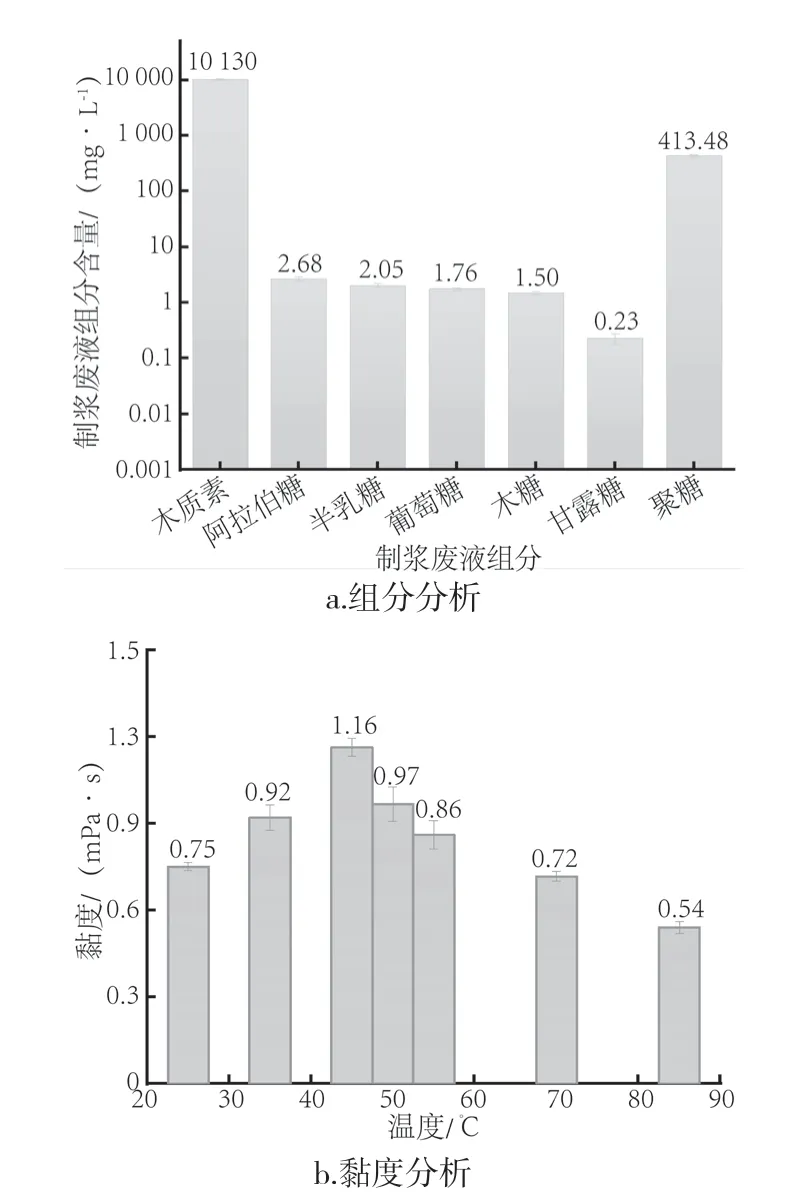
图1 制浆废液的组分分析与其不同温度下的黏度Fig.1 Component analysis of pulping waste liquid and its viscosity at different temperatures
2.2 制浆废液添加量对麦草废渣颗粒燃料成型性能的影响分析
图2为制浆废液固形物含量对麦草废渣颗粒燃料松弛密度的影响。由图2可知,随着放置时间的延长,压缩成型后的颗粒燃料其密度呈现不同程度降低,表明其应力松弛不充分。木质素被普遍认为是生物质固有的、最好的内在黏结剂[21-23]。在颗粒燃料制备过程中,添加的制浆废液在外力作用下填充在燃料颗粒的空隙中,且其中的木质素及糖类物质有利于燃料颗粒间的紧密黏结,从而提高了颗粒燃料的强度。因此,添加制浆废液能提高麦草废渣颗粒燃料的密度,同时提高了成型颗粒燃料的塑性变形能力并降低了产品的空隙率。当制浆废液中的固形物含量为10.28%时,制备出的麦草废渣颗粒燃料的密度最高,同时说明此时制浆废液的黏结作用较好。当制浆废液固形物含量超过10.28%后,麦草废渣颗粒燃料的密度逐渐降低,说明过高的固形物含量会提高颗粒燃料的塑性,致使其易发生体积膨大的现象。
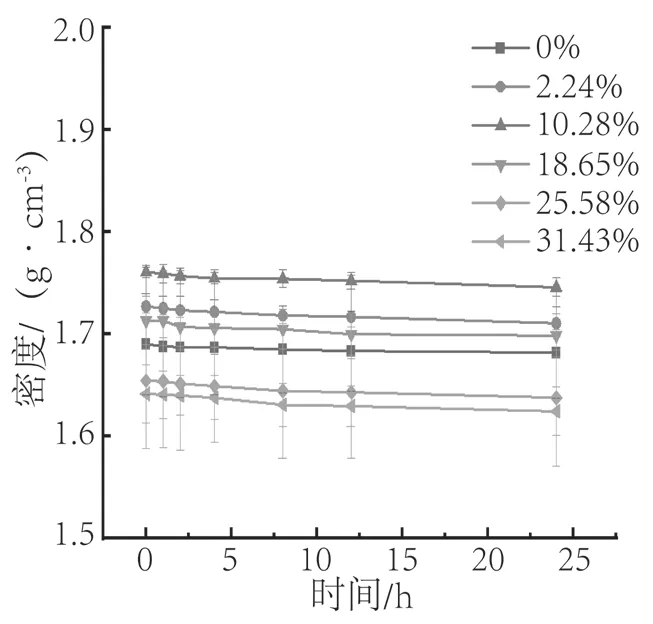
图2 制浆废液固形物含量对麦草废渣颗粒燃料松弛密度的影响Fig.2 Effect of solid content of pulp waste liquid on relaxation density of granular fuel
不同制浆废液固形物含量下颗粒燃料的抗渗水性如图3所示。抗渗水性是评价颗粒燃料在潮湿储存环境下吸水吸潮性能的重要指标[24]。由图3可知,制浆废液添加量越多,麦草废渣颗粒燃料的抗渗水性性能越好。其中,未添加制浆废液的麦草废渣颗粒燃料的抗渗水性为72.50%,而添加10.28%固形物含量制浆废液的颗粒燃料其抗渗水性为84.90%,增幅为17.10%。这是因为,添加制浆废液后不仅提高了颗粒燃料的密度,而且其中的木质素成分具有较好的憎水性,从而改善了麦草废渣颗粒燃料的抗渗水性。

图3 不同制浆废液固形物含量下颗粒燃料的抗渗水性Fig.3 Water permeability of granular fuels with different solid content of pulping waste liquid
图4为不同制浆废液固形物含量的颗粒燃料的应力和弹性模量。应力松弛和弹性模量是衡量物体抵抗弹性变形能力大小的重要指标[25-26]。应力松弛是指对物体试样施加恒定的应变,并记录物体试样应力随时间的变化。弹性模量是指物体试样在弹性变形范围内,应力与应变之比,弹性模量越大,物体越不容易变形,且刚性越强、硬度越大。由图4可知,不同制浆废液固形物含量下的麦草废渣颗粒燃料的应力曲线呈现相同的变化趋势,即随着应力作用时间的延长,样品的应力值逐渐降低至恒定值。添加制浆废液后颗粒燃料的应力值明显增大,说明制浆废液的黏结作用明显提高了颗粒燃料的内部机械强度。当制浆废液固形物含量为10.28%时,颗粒燃料样品的应力值最大。同时,颗粒燃料样品的弹性模量表现出相同的变化趋势。当制浆废液固含物过高时,制浆废液中木质素与糖类会堆积在麦草废渣表面,使原料颗粒无法紧密结合,颗粒燃料内部结构变得更为松软,从而导致颗粒燃料的应力出现下降,弹性模量变小。
2.3 生物质颗粒燃料模型分析
为探究制浆废液对生物质成型颗粒燃料成型的影响机制,基于上述研究结果,参照对比麦草秆废渣组分,将商用粉末状纤维素和半纤维素在10.17∶7.62质量比下与制浆废液混合制备了生物质颗粒燃料模型。图5为不同制浆废液固形物含量对生物质颗粒燃料模型松弛密度的影响。由图可知,制浆废液固形物含量对颗粒燃料模型的初始密度无明显影响。随着放置时间的延长,颗粒燃料模型的松弛密度出现明显变化。添加制浆废液后,生物质成型颗粒燃料模型的密度显著提高,且随着其中固形物含量的提高,其密度逐渐增大,且未出现密度松弛现象。然而,麦草废渣中含有较多泥土类非纤维性杂质,导致颗粒燃料在存储过程中会出现明显的密度松弛现象。
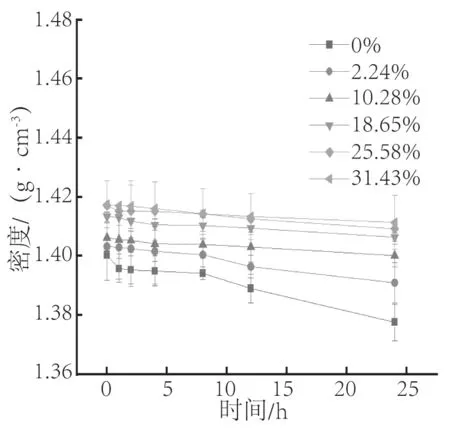
图5 不同制浆废液固形物含量对生物质颗粒燃料模型松弛密度的影响Fig.5 Effects of different solid content of pulp waste liquid on the relaxation density of biomass granular fuel model
不同制浆废液固形物含量下生物质颗粒燃料模型的抗渗水性如图6所示。对比可知,颗粒燃料模型的抗渗水性高于麦草废渣颗粒燃料,说明麦草废渣中的非纤维类杂质成分不仅降低了纤维组分之间的黏结,也不利于燃料颗粒的存储。虽然添加制浆废液能提高颗粒燃料模型的抗渗水性,但提高幅度不明显。在颗粒燃料模型制备过程中,制浆废液与纤维素/半纤维素的充分混合能有效改善生物质颗粒燃料的抗渗水性。

图6 不同制浆废液固形物含量下生物质颗粒燃料模型的抗渗水性Fig.6 Water resistance of biomass granular fuel models with different solid content of pulp waste liquid
不同制浆废液固形物含量下颗粒燃料模型的应力和弹性模量如图7所示。由图中数据可知,随着制浆废液添加量的增加,颗粒燃料模型的应力呈现先上升后下降的趋势。当制浆废液固形物含量为10.28%时,颗粒燃料模型的物理性能较好,最大应力值为1.25 MPa。这主要是因为制浆废液中的木质素与糖类物质能够附着在纤维素和半纤维素的表面和间隙中,有效提高了颗粒燃料模型内部的结合强度。当制浆废液固含物过高时,制浆废液中的木质素与糖类会堆积在纤维素和半纤维素表面,使颗粒燃料内部无法紧密结合,致使整个模型变得更为松软。同时,较高浓度的木质素和糖类之间还会出现团聚或聚合现象,导致颗粒燃料模型的应力和弹性模量下降。纤维素/半纤维素基生物质颗粒燃料模型的应力值和弹性模量略低于麦草废渣颗粒燃料。
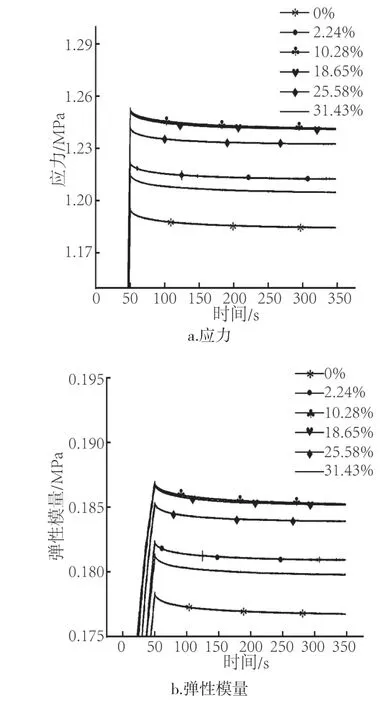
图7 不同制浆废液固形物含量下生物质颗粒燃料模型的应力和弹性模量Fig.7 Stress and elastic modulus of biomass granular fuel models with different solid content of pulp waste liquid
2.4 麦草废渣颗粒燃料的成型机理分析
为更好地分析和探讨制浆废液对颗粒燃料成型性能的影响,通过显微CT对颗粒燃料模型的内部结构进行深入探究。制浆废液固形物含量2.24%和25.58%下麦草废渣颗粒燃料及生物质颗粒燃料模型内部微观结构如图8所示。由图可知,麦草废渣颗粒燃料具有明显的层状结构,且随着制浆废液固形物含量的提高,颗粒燃料出现了明显的团聚现象。生物质颗粒燃料模型则呈现出松散的均一性结构,制浆废液的分布更加均匀。然而,随着制浆废液固形物含量的提高,该颗粒燃料还是会出现团聚现象。因此可以推断,提高制浆废液固形物的含量能有效提高细小颗粒间的结合强度,进而提高颗粒燃料的物理性能。然而,当固形物含量过高时,则会出现更多的团聚现象,从而增大了颗粒燃料的密度,降低了其内部应力的有效传递。
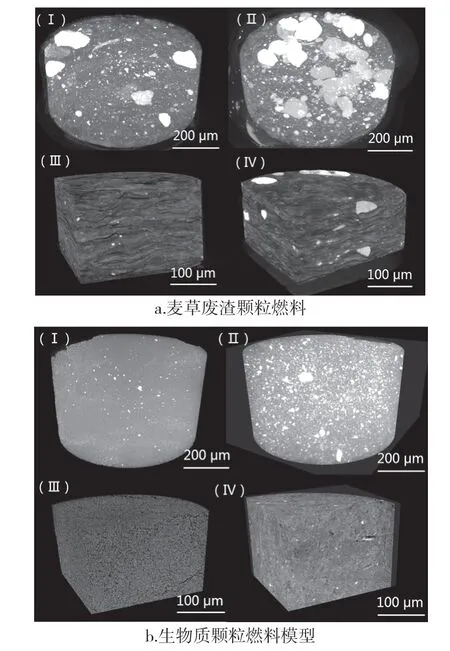
图8 2.24%和25.58%制浆废液固形物含量下麦草废渣颗粒燃料及生物质颗粒燃料模型内部微观结构3D图Fig.8 3D diagram of the internal microstructure of different pulping waste liquid granular fuels and biomass granular fuel models
为分析生物质颗粒燃料模型与麦草废渣颗粒燃料之间的关联性,制备了制浆废液固形物含量分别为0%、2.24%、10.28%、18.65%、25.58%和31.43%的麦草废渣颗粒燃料,及其对应的生物质颗粒燃料模型。通过曲线拟合,建立了制浆废液固形物含量与麦草废渣颗粒燃料物理性能的关系方程。麦草废渣颗粒燃料初始密度预测模型、抗渗水性预测模型、应力预测模型和弹性模量预测模型见表3~表6。分析表中数据可知,在不同的制浆废液固形物含量条件下,颗粒燃料各项物理性能的预测值与试验值的相对误差均在5%以下,表明预测模型具有较高的预测准确度。

表3 麦草废渣颗粒燃料初始密度预测模型Tab.3 Prediction model of initial density of straw waste residue granular fuel
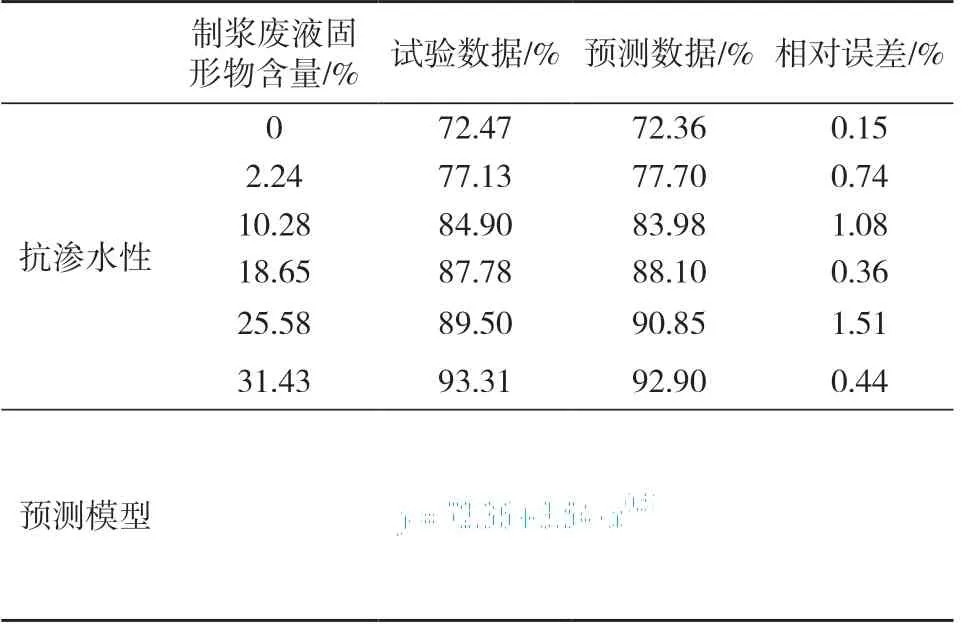
表4 麦草废渣颗粒燃料抗渗水性预测模型Tab.4 Prediction model of water permeability of straw waste residue granular fuel
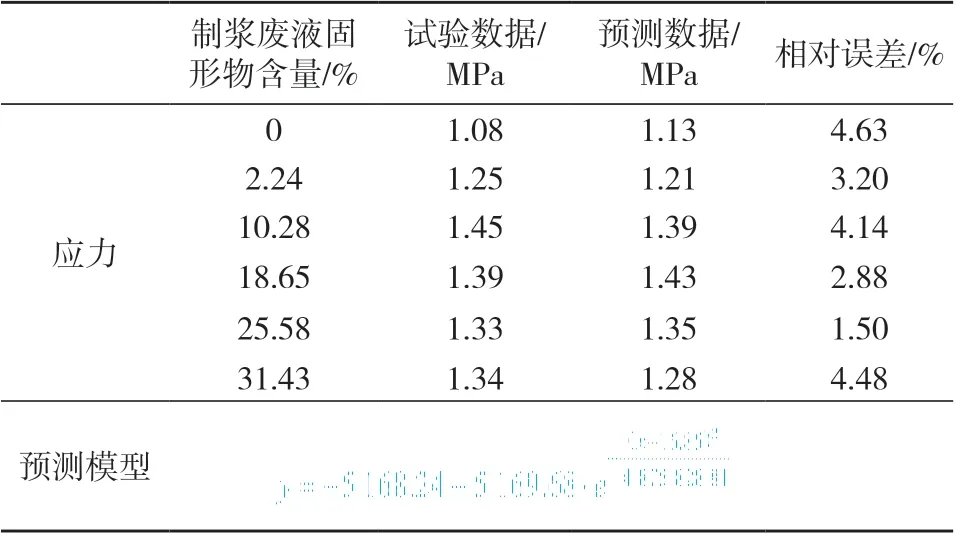
表5 麦草废渣颗粒燃料应力预测模型Tab.5 Prediction model of stress of straw waste residue granular fuel
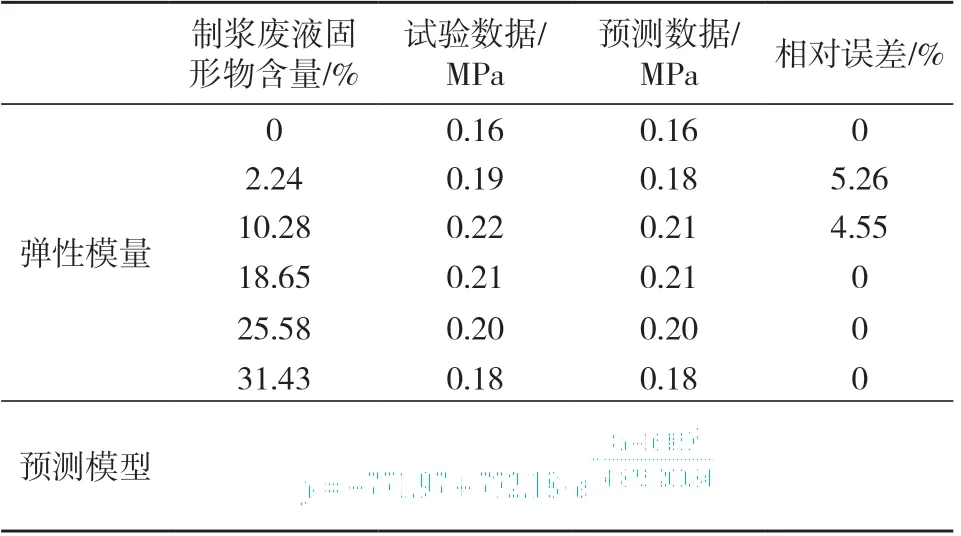
表6 麦草废渣颗粒燃料弹性模量预测模型Tab.6 Prediction model of elastic modulus of straw waste residue granular fuel
3 结论
本文以麦草制浆备料工段中产生的麦草废渣和制浆过程产生的制浆废液为原料,通过混合压缩成型工艺制备麦草废渣颗粒燃料,探究了制浆废液固形物含量对颗粒燃料物理性能的影响机制,主要得出以下结论:
1) 制浆废液的添加有效改善了燃料颗粒间的结合和黏结性能,当制浆废液的固形物含量为10.28%时,制备出的麦草废渣颗粒燃料具有较好的物理性能,其抗渗水性为84.90%,应力和弹性模量分别为1.45 MPa和0.22 MPa。
2) 制浆废液能有效提高纤维素/半纤维素的结合和黏结强度,随着其中固形物含量的提高,颗粒燃料内部的团聚现象也会更加明显,进而提高了颗粒燃料的物理性能,但制浆废液中固形物含量不宜过高。
3) 生物质颗粒燃料预测模型的精度较高,预测相对误差在5%以下,表明其能准确预测麦渣基颗粒燃料的物理性能及其变化趋势。
猜你喜欢
作物学报(2022年2期)2022-11-06 12:08:56
山东冶金(2022年4期)2022-09-14 08:58:20
云南化工(2021年7期)2021-12-21 07:27:46
陶瓷学报(2021年1期)2021-04-13 01:33:12
烟台大学学报(自然科学与工程版)(2021年1期)2021-03-19 08:39:24
快乐语文(2020年14期)2020-07-04 00:02:00
环境保护与循环经济(2017年6期)2018-01-22 02:57:31
西部(2016年6期)2016-05-14 19:09:59
江苏大学学报(自然科学版)(2014年6期)2014-02-28 01:32:45
湖南水利水电(2014年2期)2014-02-27 14:45:30
