薄膜复合粘接工艺的PID控制优化分析
2024-03-31 17:25:30赵向杰尹培丽
粘接 2024年2期
赵向杰 尹培丽
doi:10.3969/j.issn.1001-5922.2024.02.003
摘 要:为块状物薄膜复合粘接工艺提供精确可靠的控制方案,根据不同薄膜复合粘接工艺进行分析得到电机控制特征,并与传统的控制方法进行控制效率对比,对茶砖薄膜复合粘接的步骤加以确定并使用PLC实现粘接系统控制,通过PID策略分析和MATLAB仿真后,选择得到块状物粘接控制方案,粘接过程中的各阶段的阶跃响应曲线,下料时间有效缩短为其定重时间的80%以上,并缩短原有下料时间25%-34%。通过使用合适的PID控制方案有效地优化了原有粘接工艺,为实际应用于相关生产过程中提供科学的理论支持。
关键词:块状物粘接;PID控制策略;软硬件设计;阶跃响应曲线
中图分类号:TB486;TQ320.73 文獻标志码:A 文章编号:1001-5922(2024)02-0009-04
Optimization analysis of PID control for thin film composite bonding process
ZHAO Xiangjie1, YIN Peili2
(1.Xian Aeronautical Polytechnic Institute, Xian 710089,China
2. Xian Technological University, Xian 710021,China)
Abstract:Based on the PID control strategy of traditional PID and BP neural network and the software and hardware design, it provides an accurate and reliable control scheme for the similar block film composite bonding process. Taking the film composite bonding process of tea bricks as an example, the motor control characteristics are obtained according to the different film composite bonding processes, and the control efficiency is compared with the traditional control method. On the basis of the establishment of the control scheme, the steps of composite bonding of tea brick film are determined and PLC is used to control the bonding system. Finally, the stages of the whole bonding process are calculated and the benign evaluation of the whole process is finally realized. After PID strategy analysis and MATLAB simulation, the neural network PID control strategy is appropriately selected as the block bonding control scheme, and the step response curve of each stage in the bonding process is obtained, and the feeding time is effectively shortened to more than 80% of the fixing time, and the original feeding time is shortened by 25% -34%. The original bonding process was effectively optimized by using the appropriate PID control scheme, providing scientific theoretical support for the practical application in the related production process and laying a foundation for the subsequent research.
Key words:Neural Network Algorithms; PID Control; Film Heat Seal System; Step Response Curve
茶砖薄膜复合粘接的重要环节之一就是实现各类块状物的良好配比而后进行一体化薄膜复合粘接,更对于各类产品的品质保证具有重要作用。在包装领域相关研究也较为广泛[1-3]。其中采用薄膜热封的相关的控制策略愈加成为大众所关注的重点[3-6]。对此,采用合适的控制策略对薄膜复合粘接过程展开叙述成为众多学者的重要研究方向,尤其是基于多轴控制电机的基础[7-10]。为茶砖薄膜复合粘接构建高效有力的形式与方法,不仅可有效地增强相关市场销售价值,更可为其产品运输与质量保障提供良好的实践案例。
1 茶砖自动薄膜复合粘接生产线设计
1.1 薄膜复合粘接工艺分析
茶砖的形态为矩形长方体块状结构,自动薄膜复合粘接机所采用的结构是三面横纵向封口形式的样机进行薄膜复合粘接作业,其具体工艺为基础制袋、物料充填、单面封口、连续切割、物料薄膜复合粘接、产品计量等诸多工序组成,最终的薄膜复合粘接成品形式包括有单件的茶砖薄膜复合粘接、单盘薄膜复合粘接以及混合薄膜复合粘接等。
1.2 薄膜复合粘接机构设计
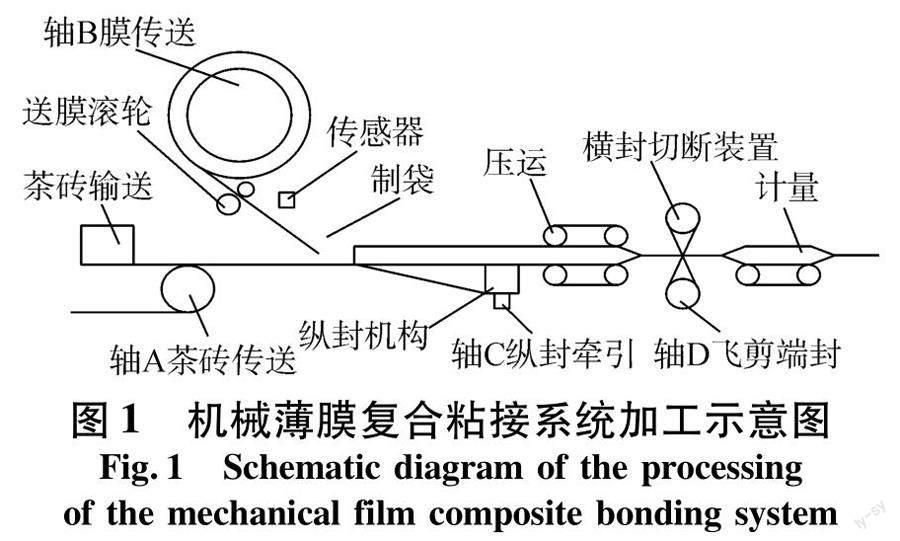
针对茶砖的形状特征,其自动薄膜复合粘接机构的工作部分是由薄膜传动辊轮、送料机构、制袋成型机构、纵封机构、端封切断机构及物料计量机构等多部件相组成,其生产线示意图如图1所示。
上述砖茶的薄膜复合粘接机构是专门针对其条状结构特征所设计的,针对图1的机构,其各部分的功能如表1所示。
2 茶砖薄膜复合粘接工艺控制系统设计
2.1 总系统硬件设计方案
根据图1的茶砖薄膜热封工艺复合粘接过程,结合表1的模块化功能,该自动化薄膜热封综合控制系统中的硬件设备可采用:PLC控制器、伺服电机、编码器以及温度控制器等来实现。图2为茶砖自动薄膜热封粘接控制系统的硬件配置示意图。
由图2可知,下位机就是PLC主机。茶砖的自动化薄膜复合粘接过程控制系统在进行加工作业时,第1步是人工通过计算机将控制系统的基本参数输入到PLC主机中,而后PLC主机又可间接控制电机A、电机B、电机C和电机D分别实现各电机运转,在此电机均为伺服电机,4个电机对应4个自由度。电机A的作用为实现茶砖传送到指定位置;电机B的作用主要是实现生产线中薄膜牵引动作,将热封薄膜传送牵引到指定位置;电机C的主要作用为通过控制纵封的传动轴而实现薄膜的纵向封合;电机D的主要作用为对完成纵向封合薄膜进行横封切断动作。在薄膜复合粘接过程中需要结合编码器对传送速度,茶砖位置等诸多要素进行实时校准,确保整个系统工作的稳定与精确。
2.2 PLC选型分析
多电机的智能化控制策略可有效实现多目标的过程控制[11-14]。PLC的选型根据茶砖的薄膜热封工艺的复杂程度进行适用度调配,考虑到逻辑控制的复杂度与多目标参数的精确性,采用工业控制为后续功能增加提供余量,PLC选用日本三菱生产的FX1N-40MR-001进行过程的调控。
2.3 伺服电机选型分析
基于伺服电机的基本选型原理并结合茶砖的自动化薄膜复合粘接流程特征,选型的流程如下。
2.3.1 电机最大转速的确定
对于电机的减速比确定主要依据薄膜在传输过程中的相关最大转速来确定,其公式:
式中:nM为薄膜传送最大转速(m/s);L为单体薄膜复合粘接袋长度(m);P为极限生产率;η为打滑补偿系数。
2.3.2 负载惯量折算
依據系统运行中的动能可求得相关部件的转动惯量,然后进行折算化解求得折算值,该生产工艺线的动能:
2.4 茶砖薄膜复合粘接工艺控制系统软件设计
在粘接工艺的软件设计中,主要根据图1的茶砖的薄膜热封工艺及结合PLC控制器、伺服电机、编码器和温度控制器等硬件设备编辑逻辑流程示意图,其流程如图3所示。
3 神经网络PID控制过程分析
3.1 4电机综合控制原理
茶砖自动薄膜复合粘接机的4部电机综合控制主要是实现对4台伺服电机精确控制,而后实现4项功能可同步联动,实现茶砖传送轴、薄膜传送轴、薄膜复合粘接纵封牵引轴和端封轴的4项功能实现同步运动。薄膜传送电机的作用是实现薄膜的传输过程中速度和阶段性得以保障。茶砖传送电机负责控制物料的及时传送,使得相关茶砖产品可有效及时地被运送到生产线的合适位置。薄膜张力控制电机的作用主要分为薄膜拉伸的张力以及薄膜复合粘接方向的牵引。端封轴的电机主要是完成端封过程中的往复切割运动。4电机综合控制的核心在于可实现各部分电机有效联动,使得整个过程中的速度与位置得以精确匹配。
3.2 神经网络 PID同步控制分析
BP神经网络可有效地实现过程的精准控制,其核心的学习算法主要包括2部分[15-17],分别为系统函数信号的前向传播和误差函数信号的反向传播,BP网络算法程序流程如图4所示。
在图4中xj代表着输入的第j结点的输入值,wij代表着第i结点隐藏层至输入层的权值;θi代表着第i结点隐藏层至输入层的阈值;φ(x)为激励函数;ak表示输出层节点的阈值;o为节点的输出;net表示层间变量;y表示混合函数。
3.2.1 信号的前向传播过程
求得输出层的权值与阈值为:
3.3 神经网络PID控制Simulink仿真
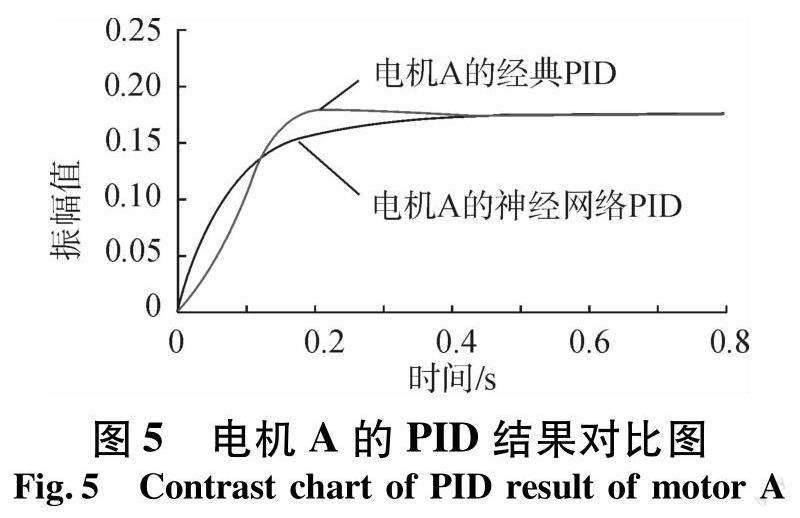
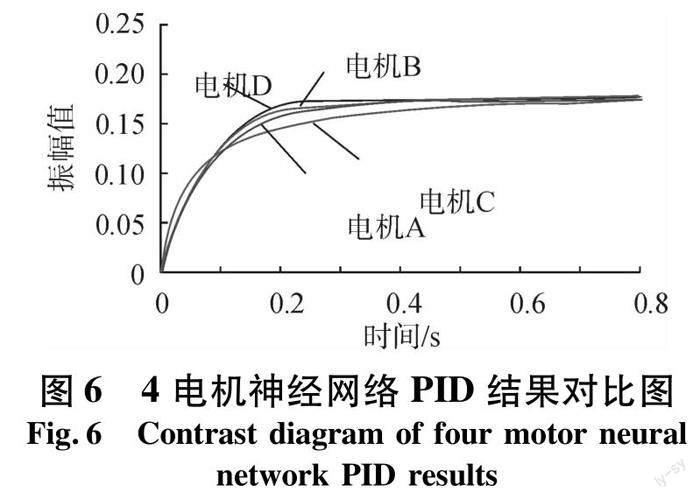
针对该茶砖生产工艺并结合公式可仿真出同步补偿控制系统的Simulink模型,在使用BP神经网络算法的同时,结合经典的PID控制方法实现结果的对照,通过进行MATLAB仿真,得出相应的阶跃响应曲线,如图5所示;并对4个电机进行具体的仿真可以得到如图6所示的结果。
4 结语
在茶砖粘接工艺进行高精度、高效率薄膜热封生产工艺的智能化发展中,通过高精度的传动系统设计,结合神经网络PID控制理论模型和仿真演示,通过神经网络PID与经典PID对比有效地验证该控制装置系统的高可靠稳定性,其精度误差更为稳定,其振幅值经仿真范围为0.17 mm,4个电机的振幅值基本趋势与稳定性基本相同,为后续实际应用于相关生产过程提供科学的理论支持并为后续研究奠定基础。
【参考文献】
[1]张颀,李美川,张团旗,等.全自动瓷砖薄膜复合粘接机箱坯裹包机构及其电气控制系统的设计[J].薄膜复合粘接与食品机械,2018,36(6):37-40.
[2]王吉岱,王明鹏.基于视觉引导的自动码放生产线设计[J].薄膜复合粘接工程,2017,38(11):148-152.
[3]陈翀旻,余泓夫,朱迪,等.基于k-means聚类算法与多维特征融合的群体划分模型 [J].粘接,2023,50(11):193-196.
[4]王定发.电缆户外终端绝缘老化状态自动监测技术优化 [J].粘接,2023,50(11):180-184.
[5] 张荣丹,梁春英,李普,等.基于Simulink仿真的施肥机模糊神经网络PID控制方法[J].南方农机,2023,54(7):17-20.
[6]刘欢,戴文,洪健.基于PLC的降温服局部热传递温度控制方法[J].自动化技术与应用,2023,42(3):50-54.
[7]袁峰,张健,李佳洋.轴向柱塞泵变量机构控制策略研究[J].液压与气动,2023,47(3):9-16.
[8]李坤全,邵凤翔.全自动薄膜复合粘接码垛机器人控制系统设计[J].机械设计与制造,2017(4):259-262.
[9]张俊杰,李昕涛.永磁同步电机GWO-PID优化控制[J].电子试,2022,36(24):87-90.
[10]曹成涛,许伦辉,赵雪,等.四轴工业机器人运动控制与视觉码垛[J].机械设计与制造,2016(11):158-161.
[11]陈运胜,孙令真,张创基.基于积分分离式PID的三连杆机械臂传动控制方法[J].机械与电子,2022,40(12):59-62.
[12]田迪.基于模糊控制的卷对卷工艺张力控制系统[J].广东印刷,2022(6):25-28.
[13]杨旭红,陈阳,方剑峰,等.基于改进PSO-PID控制器的核电站汽轮机转速控制[J].控制工程,2022,29(12):2177-2183.
[14]郑健,马平,赵俊达.基于模糊自整定的矿用压滤机液压控制方法[J].煤炭工程,2022,54(S1):176-180.
[15]任艳,李向超.粘接试件应力分布均匀性改进的有限元数学模型分析 [J].粘接,2023,50(12):21-24.
[16]胡轶然,郑奋.基于BP神经网络技术的化工材料生产工艺模型优化 [J].粘接,2023,50(11):84-86.
[17]许逵,罗显跃,龙黔,等.设备终端智能监控视区布点技术方案优化设计 [J].粘接,2023,50(11):153-156.
收稿日期:2023-09-17;修回日期:2023-12-10
作者简介:赵向杰(1987-),男,硕士,副教授,研究方向:機械设计与自动控制;E-mail:769316646@qq.com。
基金项目:陕西省”十四五“教育科学规划2022年度课题(项目编号:SGH22Y1621 );西安航空职业技术学院科研课题(项目编号:20XHSK-05)。
引文格式:赵向杰.薄膜复合粘接工艺的PID控制优化分析[J].粘接,2024,51(2):9-12.