
基于振动频谱的滚动轴承故障诊断方法研究
2024-03-11 01:25唐孟桥
设备管理与维修 2024年2期
唐孟桥
(中国石油大庆石化公司热电厂,黑龙江大庆 163714)
0 引言
滚动轴承是设备维护过程中经常用到的通用标准部件。在设备维护过程中,对轴承工作状态的了解程度决定了其维修进度和成本。在现代化工业生产中,转动设备不断增多,因此迫切需要一种能够快速、准确地判断轴承运行状态的故障判断方法。随着对滚动轴承的动力学和运动学研究的不断深入,人们对轴承振动中的频率、轴承部件的几何尺寸以及损伤类型之间的关系有了更加清楚的了解。
1 频谱诊断的原理
机械设备的振动是由机械设备所受激振力而产生的,而机械设备所受的激振力则是来自摩擦等因素。如果轴承在不同位置的运动速度存在差异,就会造成激振力频率的差别,不同的振动频率对应着轴承不同位置的激振力频率:
其中,r 为轴承转速;n 为滚柱数量;d 为滚柱直径、D 为轴承节径。
从式(1)可以发现,轴承不同部位发生故障的振动频率都不相同,因此可以通过对振动频率的检测来判断故障原因。
2 应用实例
2.1 诊断故障程度
本文以2 台故障电机为例,其传动端部发出了类似的“砰砰”声。其中,电机1 为立式水冷形式,额定转速1488 r/min,传动端部采用6232/C3 型轴承,电机的振动很小,没有发热现象;电机2 为水平风冷形式,额定转速992 r/min,采用NU234/C3 及6234/C3 型轴承,电机振动不大、没有发热现象。对2 台电机的传动端部轴承进行振动频谱分析(图1、图2),可以看出每个波峰都是转速的相应倍率,波峰集中出现在低频区,随着转速的提高波峰逐渐减小,一直到高频范围彻底消失。而在FT、BS、BPI 所指之处,均未见波峰,说明该设备可以正常运行,异响并非因6232/C3 型轴承引起。连续监测电机振动频谱,并未发现频谱图像发生明显变化,说明该设备本身并无问题。
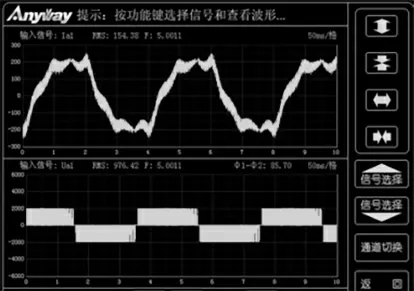
图1 电机低频区频谱
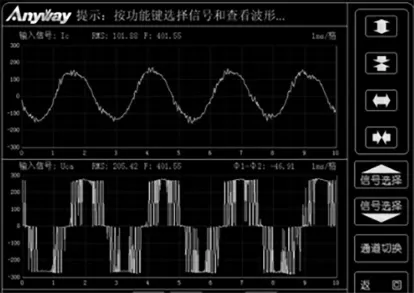
图2 电机高频区频谱
电机的传动侧同时有2 套轴承,通过对比这2 套轴承的振动频谱可以看出,每套轴承上都有一个尖峰,其峰值与6234/C3 型轴承的失效特征频率相同,且每个波峰之间的时间区间相同、均为转速的0.43 倍,是6234/C3 型轴承失效的时间区间。其他波形与此相似,均为6234/C3 型轴承内环失效的特征频率。这表明噪声来自于6234/C3 型轴承主动端面的内环。从图种可以看出,该轴承的失效高峰十分显著,表明该轴承存在较严重的问题,应尽早进行维修。
完成电机1 的大修工作后,对其进行了一次全面检测。结果表明,电机传动端的轴承没有问题,只有轻微的外壳的磨损和轴承跑套。在对轴承外壳进行嵌套后,重新安装并试运转,噪声消失,振动和温度等指标均正常。
紧急组织对电机2 进行拆解大修,拆解后发现电机传动端部的6234/C3 型轴承的轨道上,有一条清晰可见的沟痕,轨道表层有一块因疲劳而脱落的金属异物,轴承已经不能继续运转,需要立即进行维修。
2.2 诊断故障原因
由频谱图象可知,电机1 呈现出一种周期的振动状态,其振动和噪声周期从小到大,然后又逐渐降低,直到完全恢复到原来的状态。噪声最大时,振幅约为38 μm,温度无异常。电机1 传动端部振动频谱测如图3 所示。
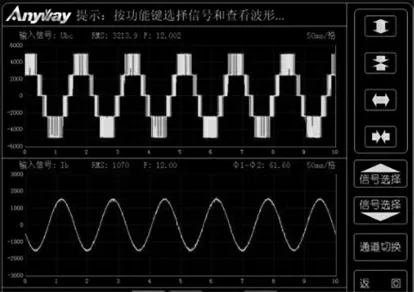
图3 电机1 驱动端低频区频谱
频谱图象表明,在FT、BS 及BPI 所指方向上均无波峰出现。由此可以得出,电机的轴承没有任何问题。根据频谱分析,判定电机是否存在对中和松脱的问题。在设备停止运转后,发现由于液压耦合装置与减速装置接头的梅花片在长时间的使用中出现了磨损,导致液压耦合装置与减速装置接头的缝隙不均匀,对中出现了较大扭曲。
2.3 轴承故障早期预警
在轴承故障的早期状态,其异常现象并不显著,很难被发现。利用频谱分析的方法,可以实现对轴承故障的早期预警,便于及时维修。
电机2 位于中转速时,地基产生了很大的振动,工作环境的温度接近50 ℃且存在粉尘。因为电机安装在8 m 以上的高度,工作平台狭窄,所以必须使用人工吊篮来拆卸和组装电机,修理非常困难。在对该电机的一次常规检查中发现,电机的振动频率出现了明显的异常(图4)。
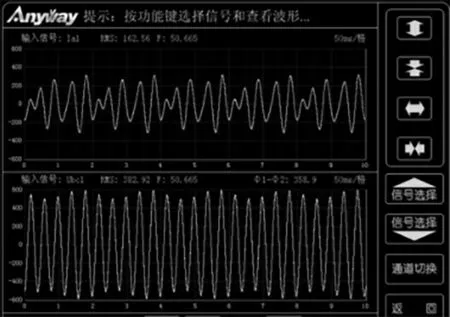
图4 电机驱动端异常图谱
尽管当时电机的噪声、振动幅度和温度均正常,但是电机的振动频率却反映出明显的异常现象。经过反复测试,认为电机轴承已经出现了严重的问题,需要及时进行维修。由于该设备不便停止运行,所以立即加大了对该电机的监控力度,并做好了更换备用电机的准备,以便在需要时可以随时替换。
2 d 后电机发生跳闸故障,经过检验分析,决定替换电机。因为已经事先做好了充足的备件和工具准备,使得更换电机所需的时间大大减少,迅速恢复了设备的正常工作。拆解故障电机进行检测,发现负载端轴承破碎,导致电机转子被卡住,与根据频谱分析得出的结论相符。
3 结束语
振动频谱分析技术在滚动轴承的故障检测方面具有独特的优势,能够实现设备的在线监测,并可以快速、有效地判断轴承的故障类型和程度,通过对轴承的状态监测评估其健康状况,预测其剩余使用寿命,使维修工作能够真正做到及时准确,使其由预防性维修向预知性维修的方向发展,缩短维修工期,节省维修费用。
猜你喜欢
大电机技术(2022年4期)2022-08-30
物流技术与应用(2022年8期)2022-08-26
大电机技术(2022年1期)2022-03-16
新疆钢铁(2021年1期)2021-10-14
水利规划与设计(2020年1期)2020-05-25
物流技术与应用(2020年4期)2020-05-06
铁道通信信号(2020年10期)2020-02-07
中国自行车(2018年8期)2018-09-26
制造技术与机床(2017年3期)2017-06-23
中国医药指南(2016年1期)2016-07-11
