
煤气加压机常见故障及检修
2024-03-11 01:25梁登林
设备管理与维修 2024年2期
梁登林
(广西中铝工业服务有限公司,广西百色 531499)
1 背景简介
中铝广西分公司热电厂有7 台离心风机,其功能是将气化炉生产的煤气通过加压输送至氧化铝焙烧炉生产焙烧出产品氧化铝粉,在生产工艺上称为“煤气加压机”。氧化铝共有5 台焙烧炉,1 台煤气加压机供应1 台焙烧炉生产用煤气,5 开2 备。目前在用的煤气加压机均为建厂初期和扩建产能时购置的陕西鼓风机厂生产的C800 离心鼓风机设备,设备使用已近30 年,性能严重下降。为保证生产需要,本文对设备的检修、恢复设备性能的方法进行总结。
2 煤气加压机简介
煤气加压机主要由主电机、离心鼓风机、润滑油站等部件组成,主要作用是通过高速旋转的转子把煤气吸入风道,再通过高速旋转的转子叶轮对其进行压缩,并重复上述过程,使煤气压力逐渐增加至设定值,最后通过排气口输送给用户使用。本文从机械方面,对主电机、离心鼓风机大修过程的质量控制技术进行论述。煤气加压机的性能参数如表1 所示。

表1 煤气加压机的性能参数
3 开盖检修的判定
当煤气加压机出现以下问题之一时,就必须对煤气加压机的离心鼓风机进行开大盖检修。①点检发现煤气加压机滑动轴承的振动数值超过标准;②点检发现煤气加压机滑动轴承的温度超出标准;③煤气加压机供气量不能满足氧化铝焙烧炉的生产要求;④开大盖周检修期即将到达或配合焙烧炉停炉检修。
离心鼓风机是煤气加压机的心脏,一旦发现上述问题就必须开盖检修。检修过程中要对上述问题进行逐一检查,通过对设备的检修恢复煤气加压机的工作性能,从而满足生产的需要。
4 常见故障及原因
为了提高煤气加压机的使用寿命,保证其连续稳定运行,应严格按照例检周期对厂内煤气加压机逐台进行计划性停机检修。一方面可以消除非停隐患,另一方面也给检修队伍留出充足的时间进行例检,以便把控检修质量。通过监测运行中及开停机时出现的主要故障有:振动数值大、轴瓦温度超标、主电机气隙对角值偏差大、供气量不足等。
4.1 振动超标
煤气加压机振动超标是设备运行中的常见故障。煤气加压机的支撑为刚性滑动轴承座,所以当振动速度超过4.0 mm/s 时,就可判断为振动超标。煤气加压机的振动会造成滑动轴承和离心鼓风机转子损坏、螺栓松动、机壳和风道损坏等,严重危及离心鼓风机的安全稳定运行。造成煤气加压机振动超标的原因很多,一般有:轴瓦间隙过大、转子未清洁和做动平衡、主电机气隙对角值偏差大、主电机与离心鼓风机对中数据超标等。如果能根据具体问题分析找出其原因,并制定有针对性的解决方法,就能缩短检修时间,进而保证氧化铝焙烧炉产品产量。
4.2 轴瓦升温超标
在煤气加压机运转时转速高达2982 r/min,煤气加压机滑动轴承的轴瓦部位温度有限制,如果轴瓦温度过高会造成“烧瓦”,导致煤气加压机轴颈磨损。轴瓦温度过高的原因有:
(1)在装配时,轴与轴瓦装配间隙过小或没有间隙,造成温度升高。
(2)在运行中,煤气加压机一般是用润滑油进行润滑,润滑效果不良会造成温度过高,导致轴瓦的巴氏合金损坏,进而造成煤气加压机轴颈磨损。
(3)轴瓦的冷却效果不良,油管进油量小,也会导致轴瓦温度升高。
4.3 主电机气隙对角值偏差大
主电机气隙是指电机转子和定子之间的空隙大小。当主电机气隙变大时,会对主电机产生以下影响:
(1)降低主电机输出功率:导致主电机的转矩减小,从而降低主电机的输出功率。
(2)提高主电机噪声:使得主电机在运转过程中产生更大的振动和噪声。
(3)降低主电机效率:导致主电机的磁通密度下降,从而降低主电机的效率。
(4)增加主电机损耗:使得主电机的铁芯损耗和转子损耗增加,从而降低电机的寿命。
当主电机气隙变小时,会对主电机产生以下影响:
(1)增加主电机事故率:容易出现定子与转子磨擦与碰撞,发生“扫膛”现象,增加事故发生的概率。
(2)降低主电机的输出功率:漏抗增大导致主电机的转矩减小,从而降低主电机的输出功率。
(3)提高主电机的噪声:开槽的影响增大,对应的谐波磁场变大,谐波转矩、损耗、噪声增大。
(4)提高主电机的磁拉力:单边磁拉力影响变大,可靠性降低。
主电机气隙不均匀(或大或小),使转子产生磁拉力,发生不平衡振动。因此,为了保证主电机的正常运行和延长主电机的寿命,应当尽可能控制主电机气隙的大小,确保主电机气隙均匀。
4.4 煤气加压机供气量不足
煤气加压机供气量不足一般在临近例检周期时才会出现,供气量不足会影响用户生产的连续性,其主要表现为排气压力低。造成排气压力低的主要原因是内部风道堵塞、转子叶轮结焦、密封气封磨损或崩裂、主电机转速低等。
5 排除措施
5.1 消除振动
(1)造成轴瓦振动大的原因有轴瓦间隙过小或没有间隙,排除故障的措施是按质量控制表的标准调整轴与轴瓦的间隙,调整上轴瓦与压盖的紧力,如有必要,可以更换新的轴瓦。煤气加压机风机轴瓦间隙设计值和电机轴瓦间隙设计值如表2、表3 所示。
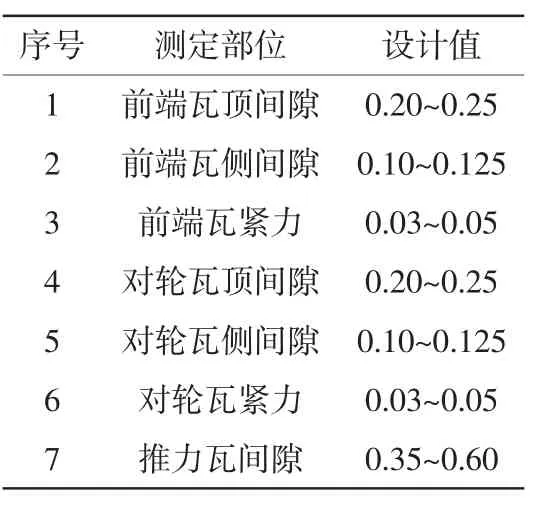
表2 煤气加压机风机轴瓦间隙设计值 mm

表3 煤气加压机电机轴瓦间隙设计值 mm
(2)离心鼓风机输送介质为煤气,其中含有煤粉和氧化硫等杂物,在运行中会粘附在离心鼓风机转子上形成结焦,导致转子产生不平衡现象。应对其进行停机开盖,并对叶轮、隔板进行高压冲洗、喷砂,叶轮重新做动平衡(剩余不平衡力矩≤18034 g·mm),从而消除或减小离心鼓风机的振动。
(3)螺栓的安装不规范或者紧固力矩不足,也会造成振动,应使用相应的扭矩扳手紧固螺栓,确保螺栓力矩达到要求。
(4)主电机与离心鼓风机对中数据超标,也会造成振动,应使用激光对中仪对其进行对中调整,确保对中数据在标准值范围内。煤气加压机电机与离心鼓风机对中数据为垂直方向0.04 mm、水平方向0.03 mm。
5.2 防止轴瓦升温过高
(1)当轴与轴瓦间隙过小或没有间隙造成的温度升高时,应当按质量控制表的标准要求,使用压铅法重新调整轴与轴瓦的配合间隙(顶间隙、侧间隙)。其中,轴瓦的顶间隙根据经验可以取轴直径的1‰~2‰,侧间隙为顶间隙的1/2。侧间隙需根据需要刮削出来,但在刮削轴瓦时不可留有侧间隙,因为刮轴瓦时需确定轴在180°范围内的正确位置。使用红丹粉检查轴与轴瓦的接触面,轴瓦与轴承箱接触面积不小于60%,轴瓦与叶轮轴接触点数≥70%,且接触均匀,接触点越多、越细、越均匀,表示刮削效果越佳,反之则表示刮削效果不佳。每次刮削作业后清除刮屑,重新调整、刮瓦。轴与轴瓦间隙测量调整(压铅法)如图1 所示。
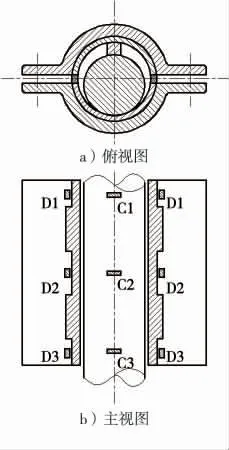
图1 轴与轴瓦间隙测量调整(压铅法)
(2)当润滑油进油量过少时也会造成温度过高,进而导致轴瓦的巴氏合金因缺少油润滑而被破坏。如果长时间连续运行,应经常更换润滑油,并保证油液质量,从而保证轴瓦的质量和使用寿命。
(3)自然冷却效率低时,可以适当调整润滑油的进油量或增加轴流风机转速,进行物理降温。
5.3 减小主电机气隙对角值
为防止主电机气隙对角值偏差大,检修时需要使用塞尺对主电机气隙进行测量,并通过调整主电机定子位置来确保主电机上下、左右的气隙在允许范围内(对角偏差≤0.2 mm)。主电机定子与转子的理想状态如图2 所示,主电机气隙标准如表4 所示。

图2 定子与转子的理想状态
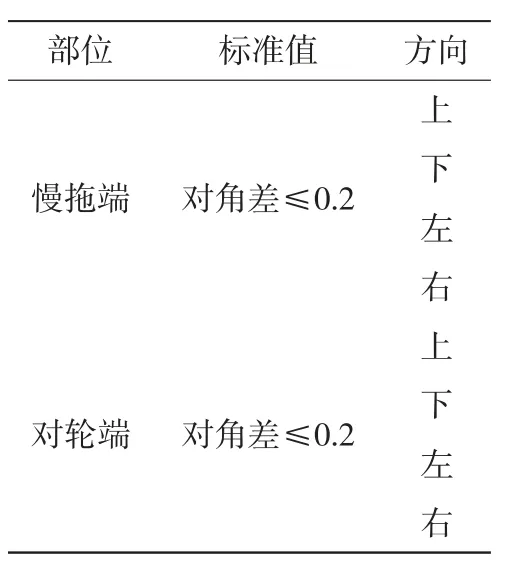
表4 主电机气隙标准 mm
5.4 预防排气压力低
为预防煤气加压机出现排气压力低的情况,在每次例检的过程中需要定期安排人员清理风道结焦、将隔板吊出进行高压清洗、对转子进行清洗和喷砂处理、更换磨损或崩裂的密封气封、及时保养主电机等。如果出现突发性排气压力低的情况,应及时联系用户,做好切换备机的准备,并及时安排检修人员对出现排气压力低的煤气加压机进行开盖检修,及时消除影响。如有必要,可以对输送管道进行定期清理结焦,以确保煤气的供气量。
6 保养和维护
对煤气加压机应定期进行保养与维护。岗位人员应时刻关注探温仪器反馈的温度波形,如果发现异常增温,应及时安排人员进行处理。岗位人员应定期使用振动频谱分析仪定期检测轴瓦状态,如果发现异常应及时处理,尽可能消除影响轴瓦寿命的因素,使轴瓦发挥最佳性能。对润滑油站过滤器应定期进行清洗,经常对润滑油进行取样,送相关检测单位检测分析,分析润滑油的质量。应定期对润滑油系统进行系统性的检测,从而提高煤气加压机的工作效率和使用寿命。
7 结束语
对煤气加压机的开盖检修,主要是按计划工期的时间节点进行,根据煤气加压机停机前的运行状况以及点检反馈的信息逐一检查并记录,并对煤气加压机的转子、隔板、轴瓦间隙、密封气封、主电机的气隙以及与离心鼓风机的对中情况等进行检查调整,以把控检修质量。
猜你喜欢
上海大中型电机(2021年1期)2021-06-09
应用能源技术(2020年11期)2021-01-26
防爆电机(2020年5期)2020-12-14
防爆电机(2020年4期)2020-12-14
防爆电机(2020年3期)2020-11-06
船舶与海洋工程(2020年4期)2020-09-12
汽车维护与修理(2016年10期)2016-07-10
设备管理与维修(2015年9期)2015-03-16
汽车维护与修理(2015年7期)2015-02-28
城市轨道交通研究(2015年5期)2015-02-27
