
半干法制备千克量级α-半水石膏粉及工艺能耗计算*
2024-02-29 02:32胡增来杜本康王训彦王海洋赵明星
云南化工 2024年2期
胡增来,胡 勇,杜本康,王训彦,王海洋,曹 宏,赵明星
(1.武汉工程大学,湖北 武汉 430205;2.安徽六国化工股份有限公司,安徽 铜陵 244023)
引言
化学石膏又称为工业副产石膏,属于工业固废范畴[1],常见也是排出量最大的化学石膏有来磷自化工企业湿法磷酸生产产出的磷石膏(PG)、来自行业电力和热力生产产出的脱硫石膏(FGD)。行业报告显示,2021年中国磷石膏年产量为8000万t,2022年重点发表调查工业企业的脱硫石膏产生量高达8430.5万t。我国工业副产石膏堆积存量日益增加,占用大量土地堆存,工业副产石膏含有大量有害杂质[2-4],严重污染环境,影响人类身体健康,制约相关产业的发展。合理有效处置堆存的工业副产物石膏已成为石膏产业需解决的问题,寻求化学石膏大宗消耗技术的研究刻不容缓[5]。
国内工业副产石膏在很多领域已经有广泛应用,其中建材化利用为主要方向,2021年建材行业磷石膏利用量占我国磷石膏利用途径利用量的62.7%,包括水泥缓凝剂、石膏板、石膏砖和建筑石膏粉等[6-7]。石聪聪[8]通过分析近年来石膏专利数量波动,发现在建筑材料方面应用一直是研究的重点。建筑材料通常伴随着消耗量大,存在一定的更新换代周期,将工业副产物石膏应用于建筑材料,能够很好地解决化学石膏的大量堆存。石膏基建筑材料的应用方面,关于二水-半水石膏的转化理论方面已有不少文献研究[1,9-10],而涉及石膏工业化生产缺鲜有相关资料。目前工业上最为广泛的方法为煅烧工艺[1],煅烧产物为β-建筑石膏,实际生产温度通常在160~180 ℃,二水石膏在煅烧过程中水分子直接逸出,造成β-HH(半水石膏)晶体结构疏松,标准稠度用水量剧增,机械强度低[11]。如吴照洋[12]将磷石膏在 170 ℃ 条件下煅烧 2 h,制得β-建筑石膏粉,其中β-半水石膏有效含量为74.61%,该β-建筑石膏粉绝干抗折强度为 3.71 MPa,绝干抗压强度为 6.15 MPa。该工艺耗能高,所排放的烟气严重污染大气环境,不利于国家目前节能绿色化发展的方向。
本文提出一种可量产制备α-半水石膏粉的半干法工艺,所谓半干法工艺,是指高浓度石膏浆在密封蒸压环境中,利用溶液重结晶原理,制备α-半水石膏粉。为证明该工艺法的可行性,以磷石膏、脱硫石膏为原料,在实验室条件下实现半干法制备千克量级α-半水石膏粉试验,分析产物物相组成和力学性能,通过SEM场发射扫描电镜、马尔文激光粒度仪对产物的形貌、粒径分布进行测试。进一步计算半干法工艺能耗,并与传统煅烧法进行对比。半干法工艺产能大,能耗低,能够大规模消耗磷石膏、脱硫石膏这类固废,减少固废堆积造成的环境问题,且该工艺操作简单,生产过程无三废排除,能够实现α-半水石膏工业化生产。
1 材料和方法
1.1 试剂与仪器
本试验用磷石膏(PG)取自云南磷化集团,附着水质量分数为24.3%,二水硫酸钙质量分数86.5%,PG中的可溶磷(换算为P2O5质量分数)为1.552%、可溶氟质量分数0.0428%;脱硫石膏(FGD)取自武钢电厂,附着水质量分数为0.42%,二水硫酸钙质量分数87.4%,伴随少量CaCO3和SiO2杂质存在。两种石膏晶体形貌如图1所示。化学试剂十二烷基硫酸钠(SDS)和氧化钙均为分析纯,来源于国药集团化学试剂有限公司。
实验仪器主要包括武汉诺贝思热能环保科技有限公司的NBS-AH6KW型蒸汽发生器和TSF710003-810型蒸压釜,为试验提供整蒸汽和密封蒸压环境;温州顶历医疗器械有限公司的DLF-55S型分级超细连续式粉碎机粉对产品进行粉磨;广州仪德精密科学仪器股份有限公司SU8010型场发射扫描电镜、上海思百吉仪器系统有限公司Mastersizer3000型马尔文激光粒度仪、丹东百特仪器有限公司BT-1001型粉体特性测定仪和上海域城仪器有限公司WDW-50型危机保温材料试验机对α-半水石膏粉进行性能测定。
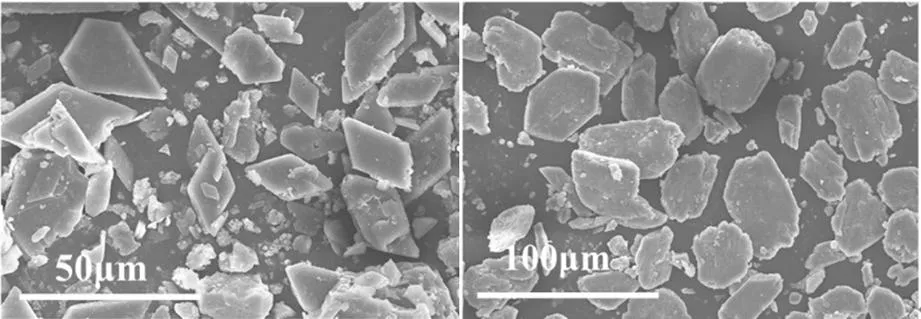
图1 磷石膏、脱硫石膏晶体形貌
1.2 制备工艺
图2是以PG为例,制备α-半水石膏粉的工艺流程图,由于PG中含有较多的可溶磷、氟等杂质,本文采用氧化钙中和法对PG进行预处理,根据下式计算得CaO掺量为1.9%。

取 10 kg PG,掺入PG质量1.9%的氧化钙,调整含水率为45%,搅拌均匀,静置闷料 24 h。然后,将磷石膏混合料加入0.4%SDS溶液快速搅拌 10 min,完毕后将浆料平铺于不锈钢盆中,送入蒸压釜内,打开蒸汽发生器,通入蒸汽加热蒸压釜,当釜内温度到达 135 ℃ 时,保温 4 h。反应时间结束后,立即泄压开釜,快速转移物料至 110 ℃ 的鼓风干燥箱中,直至物料附着水完全蒸发,然后再经过分级式粉碎机进行研磨,制得α-半水石膏粉。FGD不涉及预处理过程,SDS掺量控制在0.2%即可,其余操作步骤与PG一致,在此不再赘述。
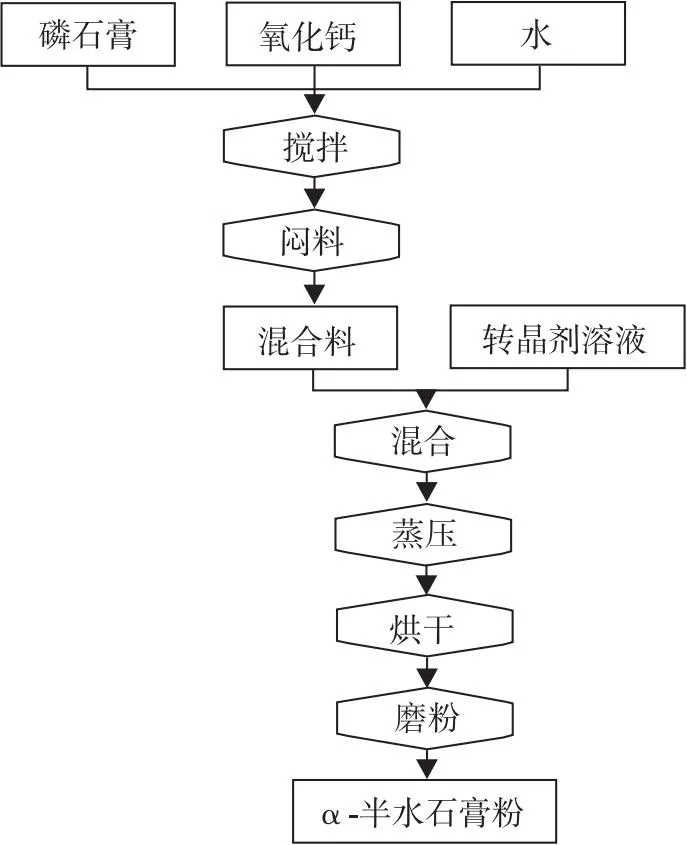
图2 磷石膏制备α-半水石膏粉工艺流程图
1.3 分析测试方法
本文采用SU8010型场发射扫描电镜、Mastersizer3000型马尔文激光粒度仪和BT-1001粉体特性测定仪分析产物α-半水石膏粉形貌、粒径分布和粉体特性,根据《GB/T 36141 建筑石膏相组成分析方法》对α-半水石膏粉物相组成分析,采用WDW-50型危机保温材料试验机按标准《JC/T 2038 α型高强石膏》进行力学性能测定。
2 结果与讨论
2.1 α-半水石膏粉表征与性能的对比
2.1.1α-半水石膏粉的物相组成
表1是PG、FGD所制备产物α-半水石膏粉三相组成,其中Ⅲ-AH表示Ⅲ型无水石膏;HH表示α-半水石膏,DH表示二水石膏。PG所制备的产物半水石膏相质量分数较高,达到76.4%,半水石膏转化率95.20%,相应的还有1.4%Ⅲ-AH和2.8%DH;FGD所制备的产物HH、Ⅲ-AH、DH相质量分数分别为74.9%、8.7%、1.2%,半水石膏转化率为87.92%。可以看出两种石膏所制备的产物都含有少量的DH和Ⅲ-AH,这是由于物料出釜后未能及时转移至烘箱内,温度的骤降导致少量半水石膏水化形成少量的DH;Ⅲ-AH形成的原因是烘箱内的堆料厚度在 6 cm 以上,难以翻动,这就造成烘干效率以及物料受热均匀性的大大降低,表层物料受热量最大,可能由半水石膏继续脱水形成Ⅲ-AH,而底层物料温度远低于表层,附着水蒸发受到滞缓,同时造成半水石膏水化形成DH。
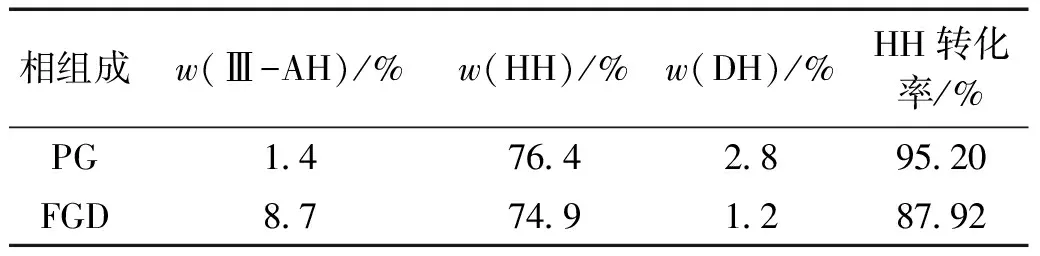
表1 磷石膏、脱硫石膏所制备产物α-半水石膏粉相组成
本文认为工业上实现α-半水石膏粉的量产,要确保工艺路线的连续性,最重要的是保证蒸压处理后出釜的物料不会产生温度的骤降而导致半水石膏水化,例如采用蒸压、烘干功能一体化的设备,或者缩短蒸压釜设备和烘干设备之间的转运距离。同时,对于烘干设备要求能够实现对物料的翻转功能,确保物料受热均匀,例如工业烘干机。
2.1.2α-半水石膏粉的形貌及其粒径分布
图3是PG所制备的α-半水石膏粉晶体形貌和粒径分布图,可以看出该晶体主要呈等轴短柱状,平均粒径为 16.48 μm,但是晶体表面比较粗糙,一方面主要是杂质的吸附,另一方面可能是有部分晶体由于烘干时温度不均匀而形成的β-半水石膏。
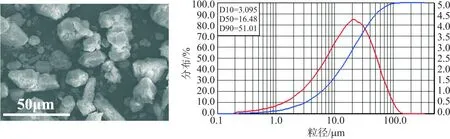
图3 磷石膏基α-半水石膏粉晶体形貌和粒度分布
图4是FGD所制备的α-半水石膏粉晶体形貌和粒径分布图,该晶体呈现细长柱状,平均粒径为 15.96 μm,该形貌形成原因是大晶束状颗粒在0.2%SDS晶体调控和物理研磨作用下,逐渐变短分化成柱状单晶,该形貌不利于粉体的流动,无法形成颗粒间最紧密堆积,产生大量空隙,不利于浇筑体强度的发展。结果表明FGD在半干法体系下,CaCO3等杂质影响晶体生长的完整性,导致转晶剂对α-半水石膏晶体形貌调控作用被减弱,工业应用中应更多地探究FGD的除杂和提纯工艺,有效提升转晶剂的作用,制备出形貌可控的α-半水石膏粉。
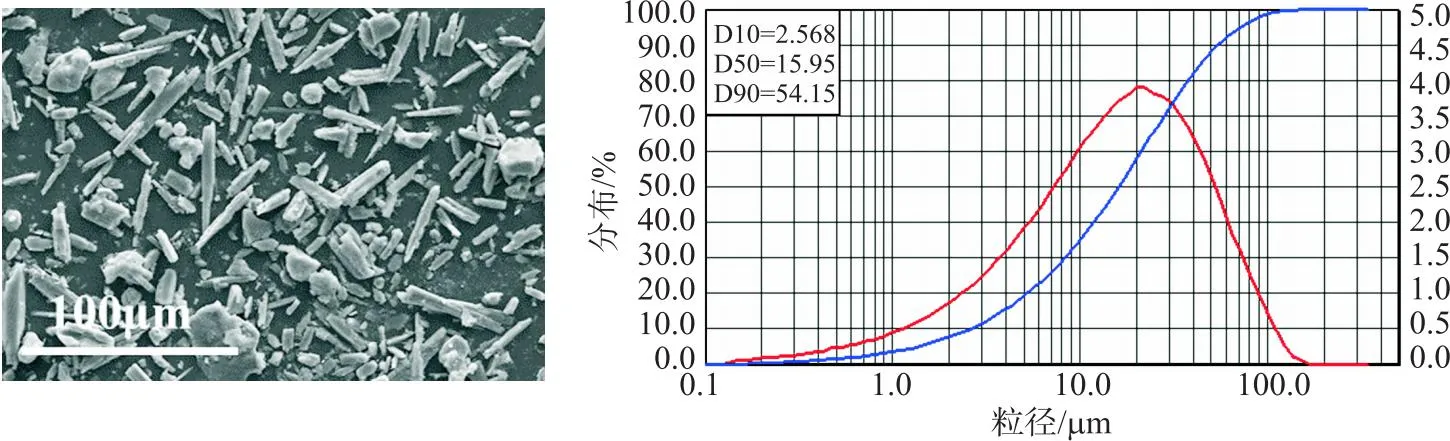
图4 脱硫石膏基α-半水石膏粉晶体形貌和粒度分布
2.1.3α-半水石膏粉净浆物理性能
表2是PG、FGD为原料所制备α-半水石膏粉的净浆物理性能。从表2中可以看出,PG、FGD所制备的α-半水石膏粉的标准稠度用水量分别为57%和66%,这与α-半水石膏粉的微观形貌相关。PG所制备的α-半水石膏晶体长径比接近1∶1,因此在有水的条件下流动性更好,标准稠度用水量也就越小,而FGD所制备的α-半水石膏晶体呈现细长柱状,于净浆中容易形成搭接和穿插,严重降低浆体的流动性,导致其标准稠度用水量激增。

表2 两种α-半水石膏粉的净浆物理性能
α-半水石膏粉在标准稠度用水量下的初凝时间和终凝时间表现为:FGD>PG,这与标准稠度用水量相关,FGD的标准稠度用水量最大,导致其凝结时间严重增加。α-半水石膏粉对应的烘干强度表现为:PG>FGD,其中烘干抗压强度分别表现为:13.64 MPa、2.65 MPa。 与上文所提到煅烧法制备的绝干抗折强度为 3.71 MPa、绝干抗压强度为 6.15 MPa 的磷石膏基β-建筑石膏粉相比,本文半干法工艺制备的磷石膏基α-半水石膏粉力学性能强度更佳。
2.2 半干法工艺能耗评估
为探究本文所提出的半干法制备工艺的绿色、高效性,以煅烧法作为比较对象进行相关能耗计算和对比。以磷石膏为原料,进行粗略的工艺能耗计算和比较。煅烧法主要耗能工艺步骤:烘干(附着水)、煅烧、粉磨。半干法主要耗能工艺步骤:蒸压、烘干(附着水)、粉磨。工业生产中一般采用余热回收的方式对物料进行烘干,因此,此处不将烘干能耗做相关的比较和计算。半干法和煅烧法对于制备的半水石膏粉都需要进行粉磨工艺以满足相关标准对半水石膏粒径的要求,因此认为二者在粉磨工艺上的能耗相等,同样不做相关比较和计算。综上,对于煅烧法和半干法而言,造成能耗差异的主要工艺步骤在于主反应过程:分别为煅烧处理和蒸压处理过程,由于实际能耗计算设计到具体的设备选型、热效率等,本文只对两种工艺在无热损耗的前提下做简单的热耗计算对比。
在煅烧法工艺下煅烧处理 1 kg PG所需的热耗计算如表3所示,工业生产中为了提高生产效率一般要求石膏温度要达到 180 ℃,在该工艺条件下,计算煅烧过程中 1 kg PG干坯升温、 石膏化学反应热、 结晶水蒸发所产生的热耗,最后计算总热耗,达到 396.7 kJ。
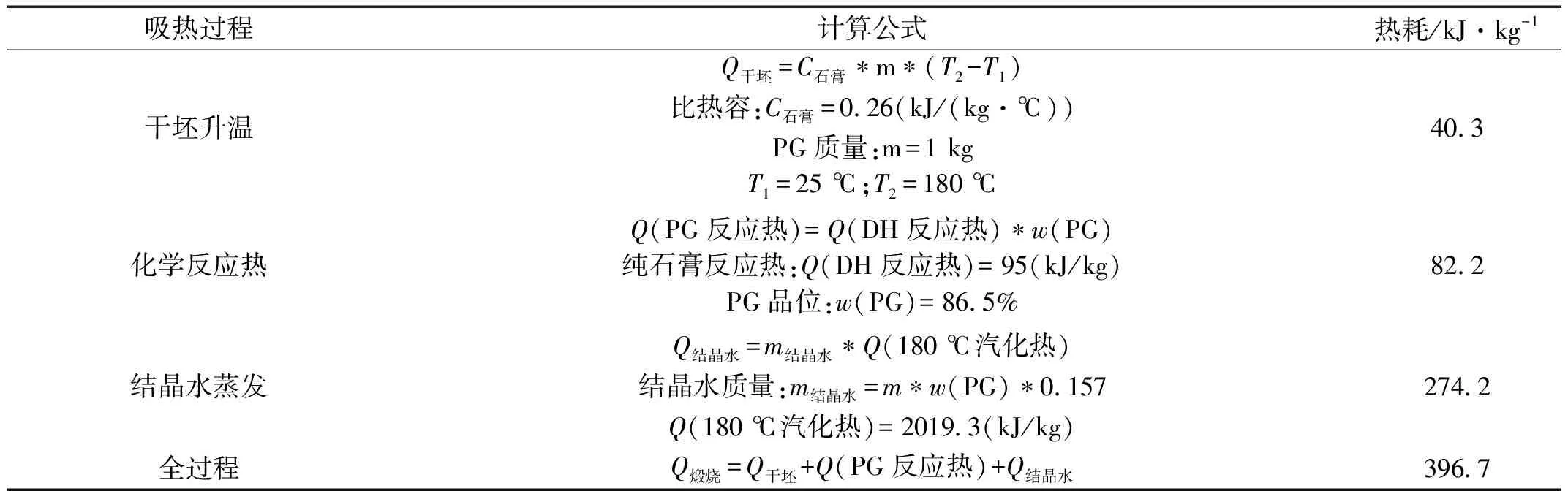
表3 煅烧法煅烧处理 1 kg PG热耗计算
在半干法工艺下蒸压处理 1 kg PG所需的热耗计算如4所示,设计工业蒸压温度为 145 ℃,在该工艺条件下,计算蒸压过程中 1 kg PG干坯升温、 附着水升温、 石膏化学反应热所产生的热耗,最后计算总热耗,达到 279.7 kJ。
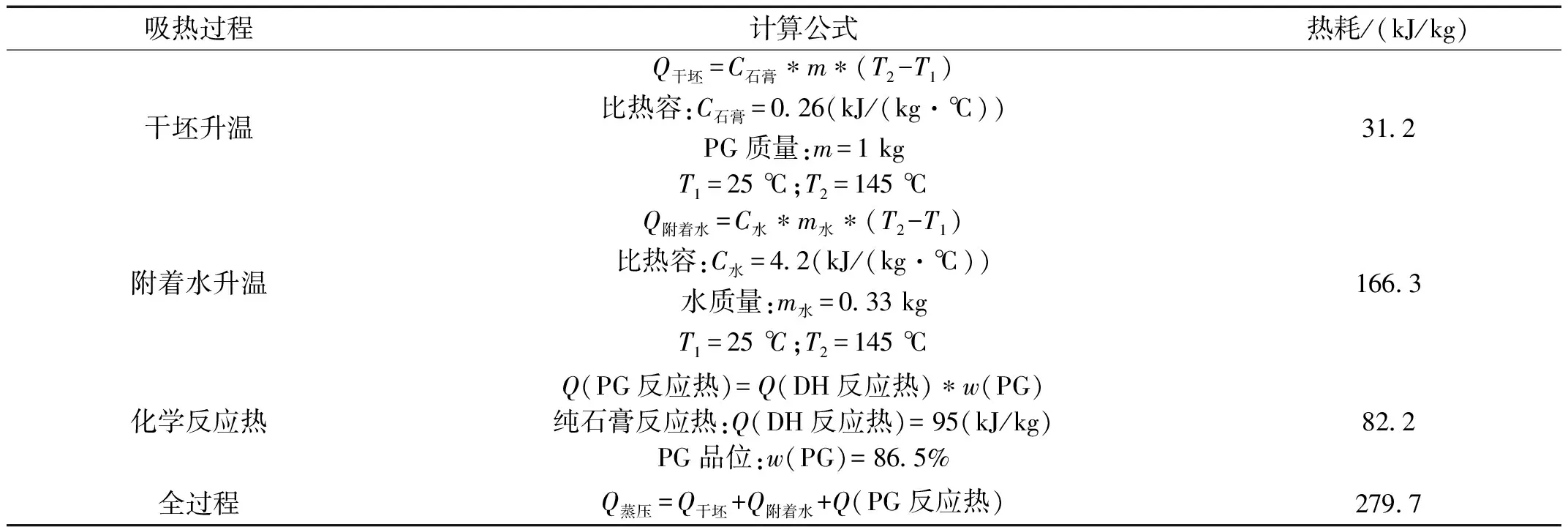
表4 半干法蒸压处理 1 kg PG热耗计算
蒸压过程中所需热耗相较于煅烧过程降低了29.5%,表明半干法工艺相较于煅烧法更加节能。蒸压过程和煅烧过程中造成热耗差距的主要吸热过程为附着水升温和结晶水蒸发,两者所需热量分别为 166.3 kJ 和 274.2 kJ,这也是两种工艺的本质区别:半干法制备的是α-半水石膏,晶体转变过程为“溶解再结晶”,DH在溶解的过程中释放1.5个水分子,而煅烧法制备工艺下,DH晶体直接脱水,在高温下脱去的水分子被蒸发带走。
表5为煅烧法和半干法工艺产能、三废排放、产品的对比,煅烧法目前产能最大的是回转煅烧窑,直径为 1.5 m,长度为 12 m 的回转窑对于原始石膏处理量为 1.6 t/h 左右。半干法一般采用工业蒸压釜,直径为 2.68 m,长度 38 m,按照60%的空间利用率,石膏浆料堆积密度按照 1260 kg/m3,6 h 蒸压周期,计算其产能可以达到 22 t/h,可见,半干法工艺单条生产线产能为煅烧法工艺的13.75倍。煅烧法煅烧过程中会产生大量烟气,一般需要经过脱硫脱硝处理才能排放,而半干法几乎不产生固体、液体、气体的有害排放物,可以表明半干法是一种绿色、高效、可工业化量产的α-半水石膏制备工艺。

表5 两种工艺的相关参数对比
3 结论
本文以两种常见化学石膏为原料,采用半干法在实验室内实现α-半水石膏粉的千克量级的制备,并且对比量产α-半水石膏粉(PG、FGD)的物相组成、粒度分布、粉体特性和净浆物理性能,得出以下结论:
1)设计半干法量产化工艺路线,以PG、FGD为原料,内掺45%混有0.4%、0.2%SDS的水溶液,分别制得了两种长径比接近1∶1的α-半水石膏粉,证明了该工艺在工业上应用的可行性。
2)实验室条件下,采用半干法工艺制备的两种α-半水石膏粉(PG、FGD)各 10 kg,半水石膏转化率在90%左右,其中磷石膏基α-半水石膏粉力学性能最佳,2 h 抗折强度达 2.6 MPa,绝干抗压强度达 13.6 MPa。本工艺制备的磷石膏基α-半水石膏粉性能远高于煅烧法制备的磷石膏基β-半水石膏粉。
3)半干法和煅烧法的热耗差距主要体现在蒸压过程和煅烧过程,蒸压过程中所需热耗相较于煅烧过程降低了29.5%,表明半干法工艺相较于煅烧法更加节能,生产过程绿色无污染。
猜你喜欢
科学与财富(2018年34期)2018-01-15
环境科技(2016年2期)2016-11-08
山东工业技术(2016年14期)2016-07-05
天津城建大学学报(2016年2期)2016-06-12
电力科学与工程(2016年3期)2016-05-10
食品科学(2013年15期)2013-03-11
食品科学(2013年14期)2013-03-11
陶瓷(2011年6期)2011-11-20
陶瓷(2011年2期)2011-08-15
