
矿用汽雾凝胶材料的制备及性能研究
2024-02-26 06:26陈湘平李金亮丁晓琦
安全 2024年2期
陈湘平, 陆 伟, 李金亮, 丁晓琦
(1.安徽理工大学安全科学与工程学院,安徽 淮南 232001;2.山东方大工程有限责任公司,山东 淄博 255000)
0 引言
煤炭是中国主要能源和工业原料之一,2022年全国原煤产量45.6亿t,煤炭消费量占能源消费总量的56.2%[1]。到2050年,煤炭在不可再生能源生产和消费中的比例仍然不会小于50%[2],我国以煤炭为主的能源消耗国情不会发生显著改变,凸显了煤炭在我国能源结构中不可替代的战略地位。然而,煤炭在开采过程中往往会伴随着多种原生和次生灾害,尤其是煤炭自燃严重威胁着矿井的安全生产[3],煤自燃火灾防治工作是煤矿安全生产面临的一项艰巨任务。
充填堵漏风是防治煤炭自燃的关键技术。目前,采空区堵漏的防治技术主要有注浆(凝胶)[4-6]、注泡沫[7-8]、喷洒阻化汽雾[9-10]等。注浆技术虽然成本低,但容易产生“拉沟”现象,无法大范围覆盖采空区且难以向高处堆积;泡沫材料因其扩散范围广、堆积性好、可对高处遗煤覆盖等特点,是最适用于防治采空区煤自燃的技术,但传统水基泡沫、三相泡沫等防灭火材料易破裂、长期覆盖隔氧效果不好。此外,上述防治技术很难做到精准堵漏。国内外学者对汽雾类材料展开一系列研究,邓军等[11]选取不同浓度的磷酸二氢铵、碳酸氢钠、氯化镁溶液进行雾化,通过对比分析湿度、温度等,得出3%碳酸氢钠溶液雾化效果最好;石晶泰等[12]以氮气为载体,将大量含有阻化剂的细水雾带入火区进行火灾防治,研究结果表明细水雾粒径分布越小,灭火时间越短,灭火效果越好;Liu等[13]提出一种新型的氮气水雾抑制剂技术,得出此技术可有效抑制煤氧反应,且效果优于单一材料。喷洒阻化汽雾虽然会沿漏风通道进入采空区,并在漏风通道和采空区内会形成液膜阻止空气的进入,但是液膜作用时间较短,且受矿山压力变化影响大。
如果将汽雾阻化技术和注浆(凝胶)技术相结合,研发一种可以雾化的凝胶,并利用采空区漏风为载体将凝胶雾化后输送至采空区,并在采空区及漏风通道内粘附于煤岩体表面,并在表面交联成胶形成一层覆盖膜,从而实现精准堵漏的目的,对防治煤炭自燃、保障煤矿安全开采具有十分重要的科学和实践意义。为此,本文以丙烯酸和聚乙烯醇为基料,制备一种可以雾化的低分子量聚丙烯酸钠—聚乙烯醇(PAAS-PVA)汽雾凝胶,用于防治煤自燃,对其雾化性、保水率和力学性能进行测试,确定其最佳配比,形成汽雾凝胶材料。
1 实验材料及方法
1.1 实验材料
实验所用试剂有:丙烯酸(AA)、聚乙烯醇(PVA)、亚硫酸氢钠(NaHSO3)、N-N′亚甲基双丙烯酰胺(MBA)、氢氧化钠(NaOH)、过硫酸铵(APS)、十二烷基硫酸钠(SDS)、去离子水。以上试剂均为分析纯。
1.2 汽雾凝胶的制备
在60℃恒温油浴中放入装有温度计、磁力搅拌子和恒压滴液漏斗的250mL三口烧瓶,将去离子水和链转移剂亚硫酸氢钠加入该三口烧瓶,搅拌均匀。将丙烯酸单体装入恒压滴液漏斗1中,将引发剂过硫酸铵溶入去离子水,搅拌均匀后装入恒压滴液漏斗2中。待温度到60℃,同时滴加丙烯酸和过硫酸铵溶液,0.5h后,加入交联剂N-N′亚甲基双丙烯酰胺,再恒温搅拌反应1.5h。反应结束后,待温度降至40~50℃,加入30wt%氢氧化钠溶液,将样品pH调至7~8,制成聚丙烯酸钠(PAAS)溶液。在95℃恒温油浴中放入装有去离子水和聚乙烯醇的烧杯,磁力搅拌1h,制成10wt%的PVA溶液。将PAAS溶液和PVA溶液分别按照4∶1、3∶2、1∶1、2∶3和1∶4的质量比配置,在60℃的恒温油浴中搅拌1h,制成混合溶液。使用时加入0.3wt%表面活性剂十二烷基硫酸钠,提高材料对煤体的润湿性,制成PAAS-PVA汽雾凝胶。实验流程,如图1。

图1 PAAS-PVA汽雾凝胶实验流程
1.3 汽雾凝胶的性能测试
1.3.1 粘度测定
使用NDJ-8S旋转粘度计在25℃下测试PAAS溶液、PVA溶液和PAAS-PVA汽雾凝胶的粘度,待数值恒定后,读取粘度值。
1.3.2 粘均相对分子量测定
使用乌氏粘度计测聚合物的粘均分子量[14],在(25±0.05)℃下测定1mol/L NaCl溶液的流出时间t0和PAAS溶液的流出时间t。计算聚合物的极限粘数η,如式(1);计算聚合物的粘均相对分子量MV,如式(2)。
(1)
(2)
式中:
ρ—溶液的质量浓度,g/mL。
1.3.3 单体转化率测定
称取约4g试样放入有20mL水的500mL碘量瓶中,加入20mL溴溶液,5mL盐酸溶液,摇匀,于暗处放置30min。取出,加入15mL碘化钾溶液,摇匀,于暗处放置1~2min。取出,加入150mL水,立即用硫代硫酸钠标准滴定溶液滴定至淡黄色,加入1~2mL淀粉指示液,继续滴定至蓝色消失即为终点,同时进行空白实验。计算AA单体转化率X,如式(3)。
(3)
式中:
V0—空白实验消耗硫代硫酸钠溶液的体积,mL;
V—滴定试样消耗硫代硫酸钠溶液的体积,mL;
c—硫酸钠溶液的实际浓度,mol/L;
m—试样的质量,g。
1.3.4 粒径测定
以去离子水为分散剂,将样品放入超声波细胞破碎仪中进行分散处理,使用纳米粒度及Zeta电位分析仪(malvern zetasizer nano ZS90)测定样品的粒径分布和分散度,测定范围0.1~10000nm。
1.3.5 保水率测定
在50℃的鼓风干燥箱中放入装有充分溶胀凝胶的培养皿,每隔1h取出称重并记录,直至质量不再变化。计算保水率R[15],如式(4)。
(4)
式中:
M—充分溶胀凝胶的初始质量,g;
Mt—t时刻凝胶的质量,g;
M0—完全失水凝胶的质量,g。
1.3.6 拉伸性能测试
将样品置于50℃的鼓风干燥箱中干燥24h成膜,使用裁刀将膜制成标距20mm,宽度4mm,厚度2mm的哑铃型样条,在电子万能试验机(Instron 5969)上对样条的拉伸性能进行测量,拉伸速度为20mm/min,测3次取平均值。
2 实验结果分析
2.1 超低分子量PAAS的合成及汽雾凝胶的制备
2.1.1 单因素对PAAS分子量和转化率的影响
选择AA单体,采用单因素实验和正交实验确定PAAS制备工艺。影响因素包括链转移剂浓度、单体浓度、温度、引发剂浓度、时间和交联剂浓度,以粘均分子量和转化率为关键评价指标,确定制备PAAS的最佳工艺条件。实验结果如图2。
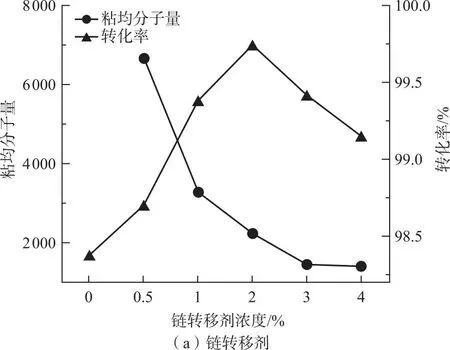
图2 6种因素对PAAS粘均分子量和转化率的影响
由图2(a)可以得出,NaHSO3作为链转移剂可以有效控制聚合物的粘均分子量,不添加链转移剂时,聚合物粘均分子量很大,超出乌氏粘度计测试粘均分子量范围且转化率低,随着链转移剂浓度增大,PAAS粘均分子量逐渐下降后趋于平稳,AA转化率先上升后下降。当NaHSO3浓度较低时,主要起还原剂作用,与引发剂APS反应生成少量自由基进行聚合反应,聚合过程中以链增长为主要反应,当链转移剂浓度超过0.5%,产生自由基数量变多,链转移起主导作用,PAAS粘均分子量下降。
由图2(b)可以得出,随着反应体系中AA单体浓度的增加,PAAS粘均分子量逐渐增大,AA转化率先上升后下降。当单体浓度较小时,聚合时碰撞的频率小,聚合速度慢反应不完全,随着单体浓度增加,聚合时碰撞的频率增加,聚合速度增大,但是,当单体浓度过高时,反应剧烈导致发生暴聚反应,致使反应不完全。
由图2(c)可以得出,随着温度的上升,AA转化率先上升后下降,PAAS粘均分子量逐渐增大。当温度较低时,引发剂APS受热分解生成活性自由基的速率较慢,当温度超过60℃,短时间内产生大量自由基,聚合反应速率急速增大。
由图2(d)可以得出,随着引发剂APS浓度增加,PAAS粘均分子量逐渐降低,AA转化率先上升后趋于稳定。当引发剂浓度较低时,聚合速度慢,随着引发剂浓度增大,受热分解产生更多自由基,符合聚合反应动力学,聚合物的分子量与引发剂的浓度的平方根成反比。
由图2(e)可以得出,随着反应时间的延长,PAAS粘均分子量逐渐增加,AA转化率逐渐上升后趋于恒定。在聚合反应初期,体系中的引发剂浓度和单体浓度高,产生的自由基多,反应速率快,随着反应的进行,自由基浓度降低,反应速率也降低。
由图2(f)可以得出,加入交联剂MBA制备的PAAS粘均分子量增大,转化率先下降后上升。在反应过程中加入交联剂,使单体聚合的过程中发生交联反应,交联剂较少时,聚合物未形成理想的三维网状结构,随着交联剂浓度增大,三维网状结构形成,保障了后续凝胶材料良好的保水性和拉伸性能。
为确保制备出的汽雾凝胶能够使用喷枪雾化后喷出,达到精准堵漏的目的,需要聚合的PAAS为低分子量,基于此,确定最佳的条件为链转移剂浓度控制在1%~3%之间,单体浓度控制在20%~30%之间,温度控制在50~70℃之间,引发剂浓度控制在0.4%~0.8%之间,反应时间2h,交联剂浓度0.6%。
2.1.2 超低分子量PAAS制备最佳实验条件
通过单因素实验,得到在反应2h,交联剂浓度0.6%的条件下,影响PAAS粘均分子量和AA转化率的因素是A(链转移剂浓度)、B(单体浓度)、C(温度)和D(引发剂浓度)。选取这4个因素为影响因素,确定制备PAAS最佳工艺条件,每个因素选定3个水平,设计四因素三水平正交实验L9(34),制备9组PAAS样品,结果见表1-2。

表1 正交实验因素水平表
对表2中正交实验结果进行极差分析,结果见表3。表3中Ki(i=1,2,3)是各因素在第i个水平的粘均分子量的平均值,极差R=Kmax-Kmin,K′i是各因素在第i个水平的转化率的平均值,极差R′=K′max-K′min。极差R和R′反应因素影响的程度,值越大表明对实验结果的影响越大。

表2 正交实验结果
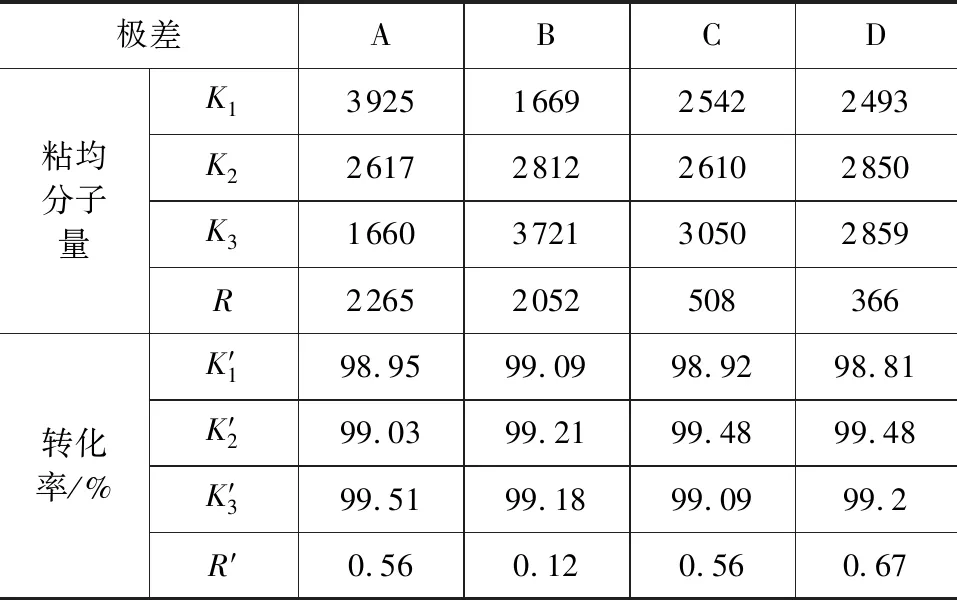
表3 正交实验极差分析
对正交实验结果的粘均分子量进行极差分析得出,链转移剂浓度影响最大,单体浓度次之,温度和引发剂浓度的影响较小。对转化率进行极差分析得出,引发剂浓度影响最大,链转移剂浓度和温度次之,单体浓度影响最小。综合考虑确定聚合PAAS最佳方案为反应时间2h,交联剂浓度0.6%,链转移剂浓度2%,单体浓度25%,反应温度60℃,引发剂浓度0.6%。按照该最佳方案聚合PAAS,计算产物的粘均分子量和转化率,得出粘均分子量为2951,转化率为99.59%,符合要求。
2.2 汽雾凝胶的制备及其性能分析
将合成的超低分子量的PAAS溶液与PVA溶液分别以4∶1、3∶2、 1∶1、 2∶3、 1∶4的质量比混合(用4∶1、 3∶2、 1∶1、 2∶3、 1∶4代指不同质量比的汽雾凝胶)。制备好的汽雾凝胶需要雾化喷出才能够随风流运移,需要凝胶的粘度低,易于在喷枪中流动,同时需要凝胶的粒径小,易于雾化,还要具有良好的保水性和成膜拉伸性,为此,需要测试凝胶的粘度、粒径、保水性及拉伸性,并最终确定凝胶的最佳配比。
2.2.1 雾化性能
使用旋转粘度计对不同质量比的汽雾凝胶的粘度变化进行测试,粘度结果见表4。从表4可以得出,使用旋转粘度计测得粘均分子量2951的PAAS溶液粘度为11.8mPa·s,10wt%PVA溶液的粘度为746mPa·s,制备的汽雾凝胶粘度随着PAAS与PVA的质量比的降低,粘度逐渐增大,4∶1汽雾凝胶粘度为32.6mPa·s,1∶4汽雾凝胶粘度为475mPa·s,增加了13.57倍。

表4 PAAS-PVA汽雾凝胶粘度
汽雾凝胶的粒径对于雾化性能和运移距离影响较大,当粒径较小时可以更易喷出并且运移距离较长,为此,分别测试不同质量比的汽雾凝胶的粒径变化,实验结果如图3。从图3(a)可以看出,随着PAAS与PVA质量比的降低,汽雾凝胶的粒径分布逐渐向高粒径偏移;从图3(b)可以看出,随着PAAS与PVA质量比的降低,汽雾凝胶的平均粒径和分散系数均逐渐增加,4∶1汽雾凝胶平均粒径9.05nm,1∶4汽雾凝胶平均粒径32.58nm,增加了2.6倍,分散系数从0.312变成了0.443,分散系数均低于0.7,满足要求,说明汽雾凝胶内部结构较均匀。
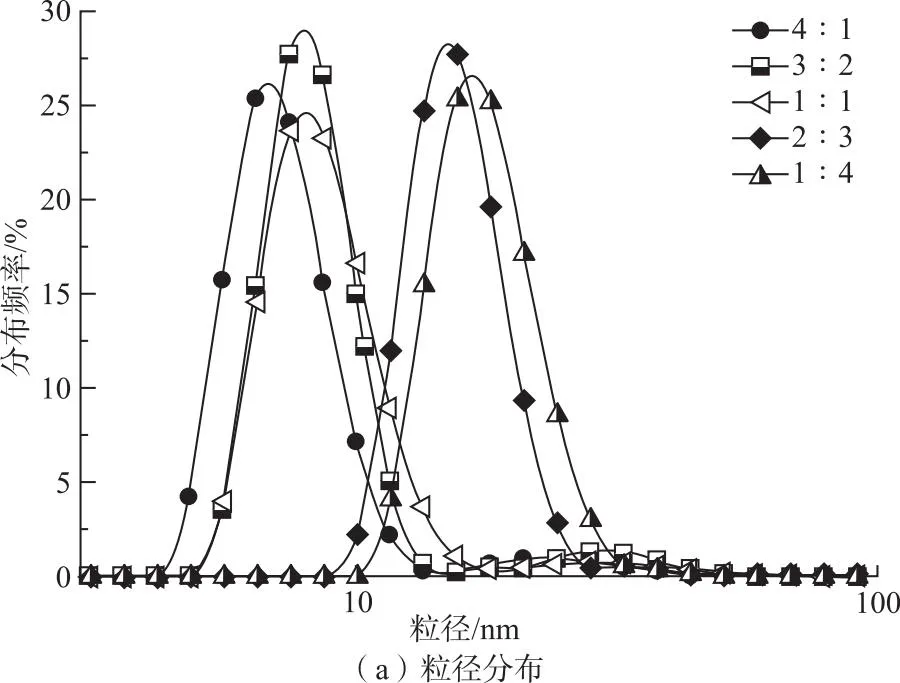
图3 不同质量比汽雾凝胶的粒径变化
2.2.2 保水性能分析
汽雾凝胶的保水能力与其防灭火性能有重大关系,为此,分别对不同质量比的汽雾凝胶的保水性能进行测试,实验结果如图4。由图4可以得出,在相同的干燥时间下,游离水的水分流失速度最快,4∶1汽雾凝胶的保水性较差,3∶2和1∶4汽雾凝胶的保水性有所提高,1∶1汽雾凝胶的保水性最好,2∶3汽雾凝胶的保水性仅次于1∶1。凝胶的保水率随着时间的推移降低,将失水过程分为3个阶段,0~30h失水速率较快,保水率有较大下降;30~60h失水速率变缓,保水率下降速度变慢;60h后快达到平衡,曲线变平。这是由于在干燥过程中,初期凝胶表面的水分迅速蒸发,随后保水率下降速率变缓,凝胶的内部交联结构阻碍了内部水的蒸发,同时内部水分子扩散到表面需要克服凝胶表面前期形成的致密干缩层的阻力。同质量水在26h已经完全蒸发,但凝胶材料的保水率仍能保持25%以上,凝胶水分蒸发时间≥3倍游离水蒸发时间,说明凝胶的保水能力较好。
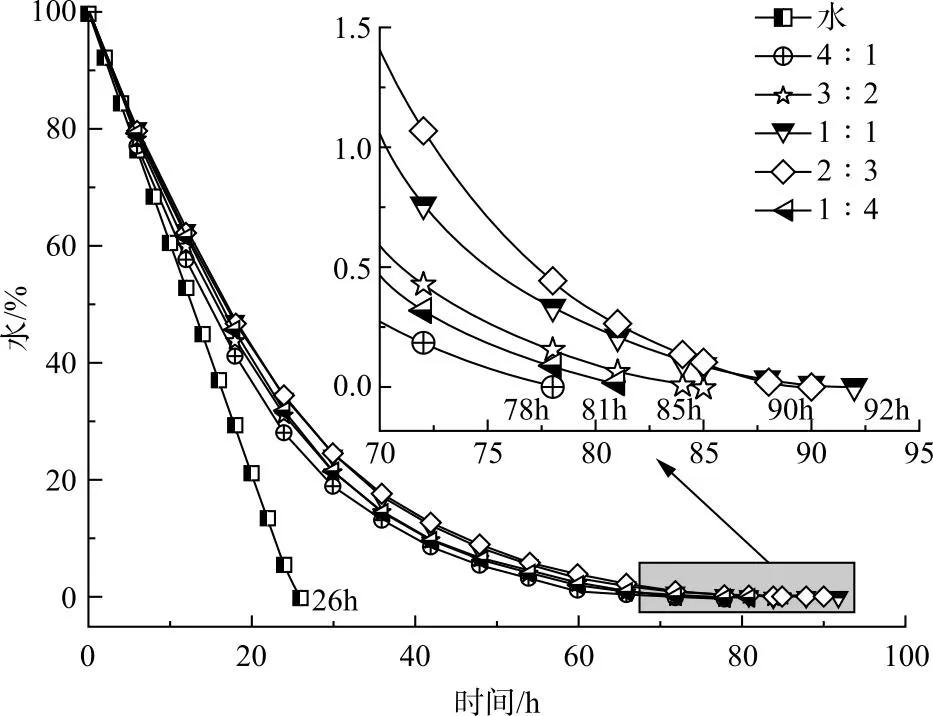
图4 水和不同质量比汽雾凝胶的保水率
2.2.3 成膜和拉伸性能
汽雾凝胶用于采空区及漏风通道的堵漏风,需要具有良好的柔韧性和成膜特性,使其不受矿山来压影响,当采动影响导致煤岩层变形时,凝胶材料不发生破裂,保持良好的防漏风性能。为此,对不同质量比的汽雾凝胶材料进行成膜拉伸性能测试,如图5。从图5(a)可以看出,纯PAAS样品的拉伸性能极差,随着PVA的加入,明显改变了PAAS的组成和相互作用,从而改变凝胶的力学性能。从图5(b)可以看出,与PAAS相比,PAAS与PVA质量比的降低使凝胶的断裂伸长率先提高后降低。当PAAS与PVA质量比为2∶3时,拉伸强度8.75MPa,断裂伸长率350.47%,断裂伸长率最大,这是由于PVA含量的增加,PVA与PAAS分子间与分子内形成大量氢键,可以提高拉伸强度和断裂伸长率。
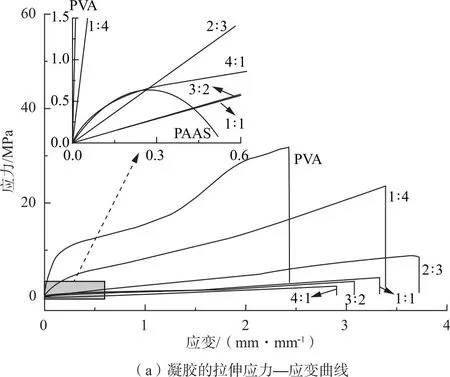
图5 凝胶材料的机械性能分析
2.2.4 汽雾凝胶最佳配比
由上述实验结果可知,随着PAAS与PVA质量比变化,材料的性能发生较大变化,当粘度越小时,越有利于材料的雾化喷出和运移,但是当材料粘度过小时,保水性和成膜抗拉性较差,同时,由图4和图5可知,PAAS与PVA质量比为3∶2和2∶3的保水性和拉伸强度差异不大,但是两者的粘度差别较大。因此,综合考虑雾化性、保水性和成膜性确定PAAS与PVA质量比为3∶2的汽雾凝胶,能够满足雾化喷出随风流运移至裂隙处,并在裂隙进行交联成膜堵漏的功能。
3 结论
基于可控分子量法制备一种低分子量、可雾化的PAAS-PVA汽雾凝胶。通过单因素实验和正交实验确定超低分子量PAAS的制备工艺,通过粘度、粒径、保水率和力学性能测试确定汽雾凝胶的最佳配比,得出以下结论。
(1)低分子量PAAS的最佳制备条件为AA、APS、NaHSO3和MBA用量浓度分别为25%、0.6%、2%和0.6%,反应温度60℃,反应时间2h,制备出最佳PAAS粘均分子量2951,转化率99.59%。
(2)汽雾凝胶的最佳配比是PAAS与PVA质量比3:2,汽雾凝胶可以通过喷枪雾化喷出,保水时间是纯水保水性能的3倍多,凝胶内部形成了氢键,促使力学性能得到提升,拉伸断裂伸长率超过300%。
猜你喜欢
今日农业(2022年13期)2022-09-15
纺织科学研究(2021年7期)2021-08-14
现代园艺(2017年23期)2018-01-18
中国医药指南(2017年3期)2017-11-13
妈妈宝宝(2017年2期)2017-02-21
现代检验医学杂志(2016年1期)2016-11-12
家庭科学·新健康(2016年9期)2016-10-25
国外医药(抗生素分册)(2016年4期)2016-07-12
当代化工研究(2016年2期)2016-03-20
热带作物学报(2015年5期)2015-05-30
