城市污水厂脱水污泥好氧发酵强化技术及效果
2024-02-26 08:07杨广平李海兵
净水技术 2024年2期
杨广平,张 云,李海兵,邹 超,刘 岩,李 彭
(1.南京清元景和环境科技有限公司,江苏南京 210019;2.南京水务集团有限公司,江苏南京 210002;3.江苏金陵环境股份有限公司,江苏南京 210014;4.上海交通大学环境科学与工程学院,上海 200240)
当前,随着我国城市化的快速发展,污水处理设施日益增多,随之带来的污泥处理处置问题日益严峻。根据《2021年城乡统计年鉴》及《2021年中国环境公报》统计,截至2021年年底,全国污水处理厂污水处理能力为2.02亿m3/d,每年产生的城市污泥(含水率按80%考虑)达到6000万t。城市污泥具有“资源”和“污染”的双重属性。根据国家2021年6月发布的《“十四五”城镇污水处理及资源化利用发展规划》及2022年9月发布的《污泥无害化处理和资源化利用实施方案》要求,“十四五”期间,全国新增污水处理能力2000万m3/d,新增污泥(含水率80%的湿污泥)无害化处置设施规模不少于2万t/d,城市污泥无害化处置率达到90%以上,地级及以上城市达到95%以上,基本形成设施完备、运行安全、绿色低碳、监管有效的污泥无害化资源化处理体系。因此,实现污泥的资源化利用不仅是环境保护的需要,更是一项重大的国家战略要求。
污泥好氧发酵处理技术设备简单,运行操作方便,基建投资和运行费用都低,可广泛应用在中小规模污水厂,发酵后熟化污泥可用于土壤修复、园林绿化,是目前污泥资源化的重要研究方向。好氧发酵过程也是微生物降解有机物维持生命活动的自发热过程[1],堆体温度是衡量污泥好氧发酵过程是否成功的关键参数。因此,改善处理技术如添加膨松剂[2]、接种微生物菌剂[3-5]、控制好氧发酵工艺条件(如pH、C/N、通风条件)[6-8]等均能对微生物的生长有积极的影响,进而有助于达到嗜热温度阶段[6]。翻抛能使物料均匀,有利于堆体充氧、进而促进发酵、改善发酵产品品质[8]。本研究拟通过接种耐高温菌剂、添加活性炭并结合不同的翻抛模式,利用箱式好氧发酵槽开展污泥好氧发酵试验,研究耐高温菌剂、活性炭和翻抛在污泥好氧发酵各阶段作用,为提高污泥好氧发酵工艺提供科学依据。
1 材料与方法
1.1 材料
试验在南京某污水处理厂进行,供试的脱水污泥来自该厂污泥浓缩池,经过试验自备的板框压滤机脱水,进入试验的好氧发酵工艺流程。调理剂采用粉碎的小麦秸秆,粒径为1~2 cm。污泥的含水率、有机质含量、总有机碳(TOC)、TN、pH值和电导率分别为83.3%±0.5%、57.3%±0.5%、(209.2±5) g/kg、(44.0±1.0) g/kg、5.88和0.334 mS/cm。小麦秸秆的含水率、有机质含量、TOC和TN分别为8.2%±0.5%、88.2%±0.5%、(426.4±5) g/kg和(6.2±1.0) g/kg。接种菌剂采用自主研发的固态和液态两种好氧发酵菌剂,其中,固态好氧发酵菌剂可耐受一般好氧发酵温度为60~65 ℃,以下简称“常规菌剂”;液态好氧发酵菌剂可耐受较高发酵温度为65~70 ℃,以下简称“耐高温菌剂”。耐高温菌剂主要菌属包括:Geobacillus、Bacillus、Chelativo-rans和Thermobacillus等。所用的废弃活性炭为粉末煤质活性炭,粒径为8~30目,比表面积>1 000 m2/g,碘值>1 050 mg/g,取自南京某自来水厂的活性炭滤池上层。废弃活性炭重金属含量为:总铬4.54 mg/kg、总铜210.47 mg/kg、总砷21.57 mg/kg、总镉3.28 mg/kg、总铅1.04 mg/kg。
1.2 试验设备
试验采用自主研发制作的污泥好氧发酵槽设备(L×B×H为2.0 m×1.0 m×1.2 m),在发酵槽一侧开门做出料口,槽体上设置有翻抛系统,槽体底部布置有曝气风管,采用变频鼓风机和可编程逻辑控制(PLC)系统联动控制对发酵槽内堆体进行通风供氧,控制流量为5~10 m3/h。此外,发酵槽还设置有氧含量传感器和温度传感器,和PLC系统共同构成智能控制污泥好氧发酵系统,实现污泥发酵过程自动翻抛、自动曝气。堆体两侧各设一个温度探头,PLC每分钟记录一次数值,同时记录环境温度;发酵物料堆芯处预埋氧含量探头。试验设备和好氧发酵工艺如图1所示。
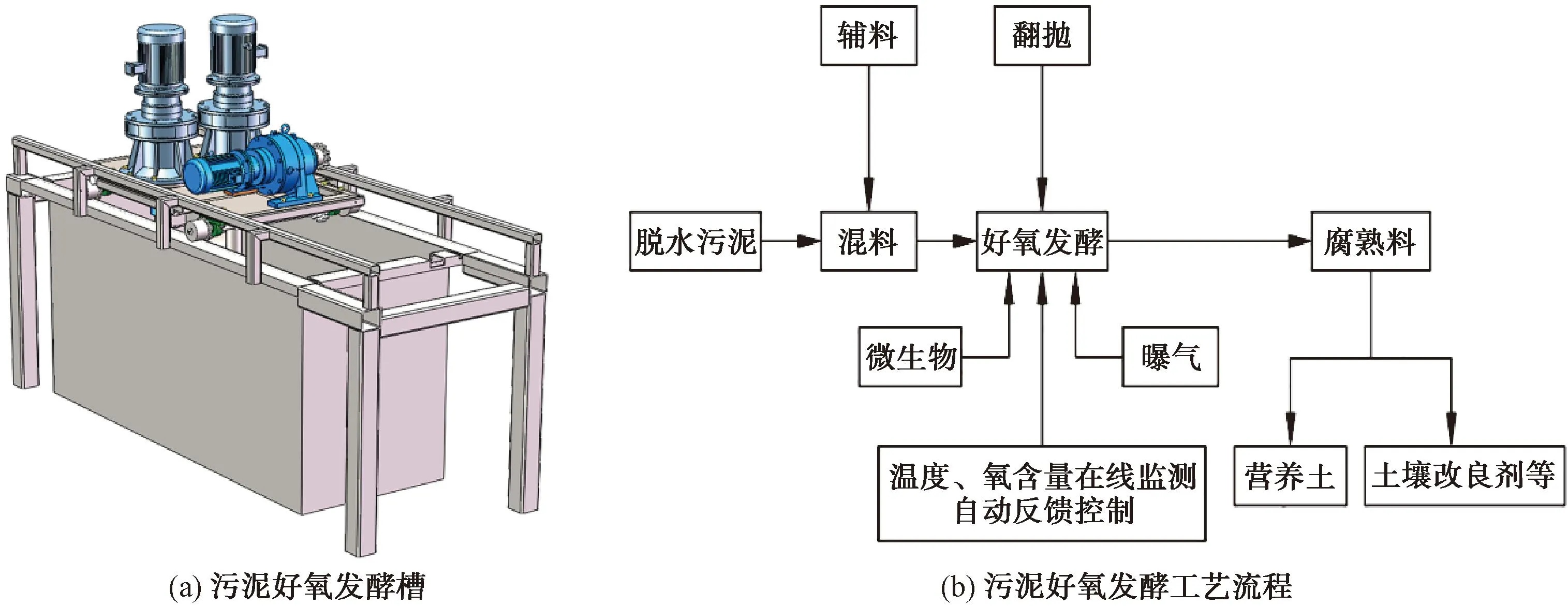
图1 污泥好氧发酵槽及好氧发酵工艺
1.3 试验设计
将计算称重好的城市污泥和小麦秸秆分别通过螺旋输送机送入卧式螺带混料机里充分混合,混合过程中分次加入调配好的微生物菌剂,混合均匀后进入发酵槽发酵。混合物料总质量为400 kg,设计混合物料初始含水率为60.0%±1.5%,C/N为25∶1。本试验共设5组(A1~A5),以添加常规菌剂为对照。通过变频鼓风机通风和PLC联锁控制氧含量在8%~15%。设计试验组如表1所示。
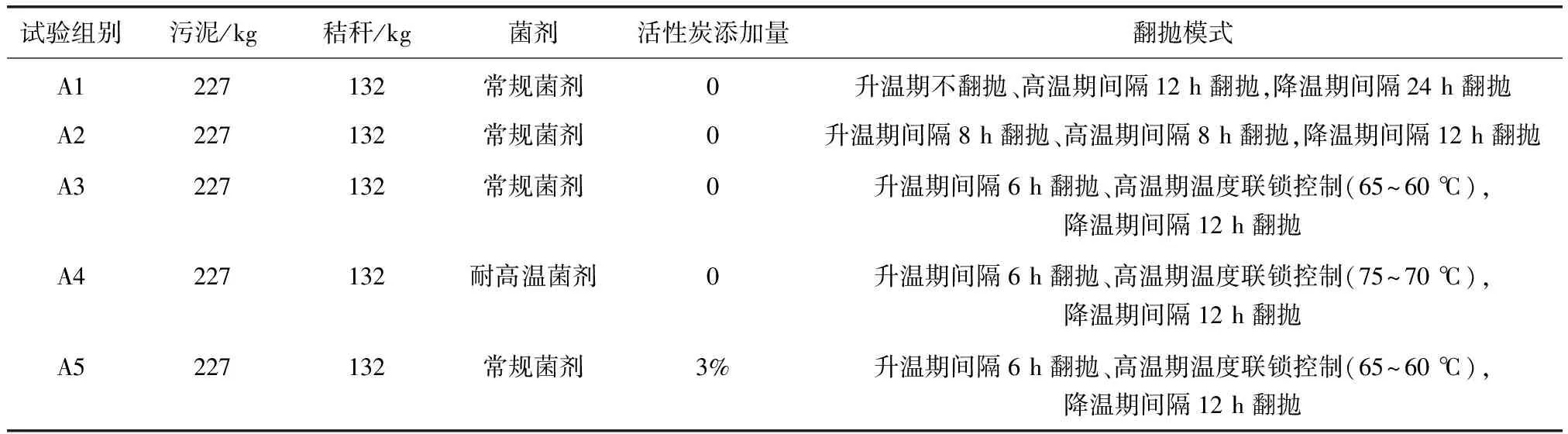
表1 试验设计
1.4 取样与分析方法
在堆体首尾两端上下部4处取样,总重500 g,混合均匀后进行分析。按照农业农村部行业标准《有机肥料》(NY 525—2021)中所规定的方法进行含水率、有机质、pH、电导率和种子发芽率指标的检测。
2 结果与讨论
2.1 堆体温度变化分析
好氧发酵堆肥试验周期为20 d,20 d后堆肥出料至槽外静态二次发酵至40 d。各试验组处理的温度变化趋势如图2和表2所示。堆体A2~A5经历了快速升温、高温持续和缓慢降温等阶段;对照组A1试验组堆体升温期不翻抛,堆体升温缓慢,发酵进程滞后,发酵至第8 d才升温至60 ℃以上,且持续高温时间短。对比A2组与A3组的堆体温度曲线,可以发现A2组在高温期出现了迅速降温(第4~6 d)和二次升温(第6~9 d)的现象,而A3组的高温期温度维持相对稳定,这说明通过温度连锁翻抛设备的自动控制策略有利于稳定维持高温期的发酵温度,缓解显著降温和二次升温问题。升温期翻抛有助于好氧发酵过程增加堆体氧气含量,堆体升温速度快。可采用时间控制模式,翻抛频率控制在间隔6~8 h(A2~A5)。高温期采用温度联锁控制翻抛模式(A3~A5),有助于堆体稳定维持高温。
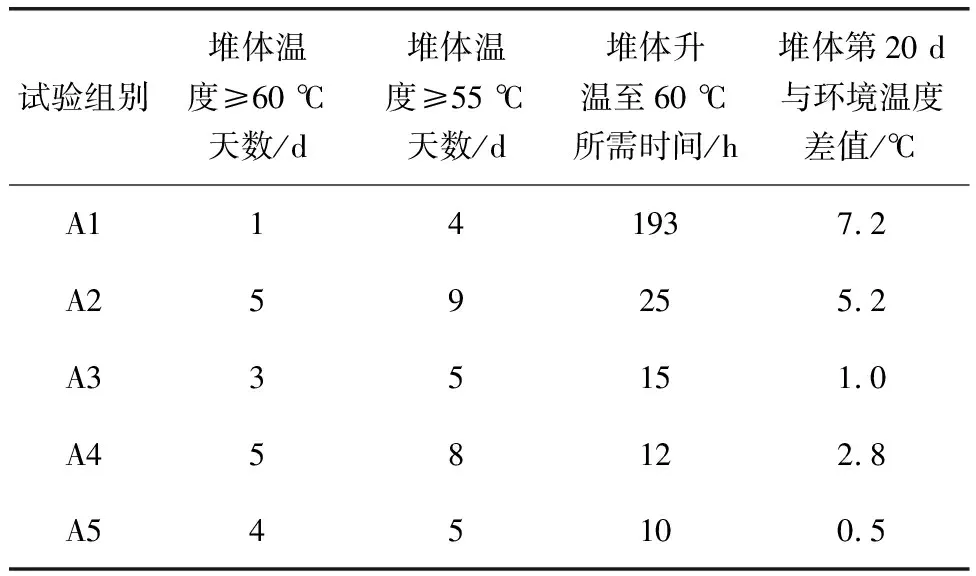
表2 各试验组别堆体温度变化
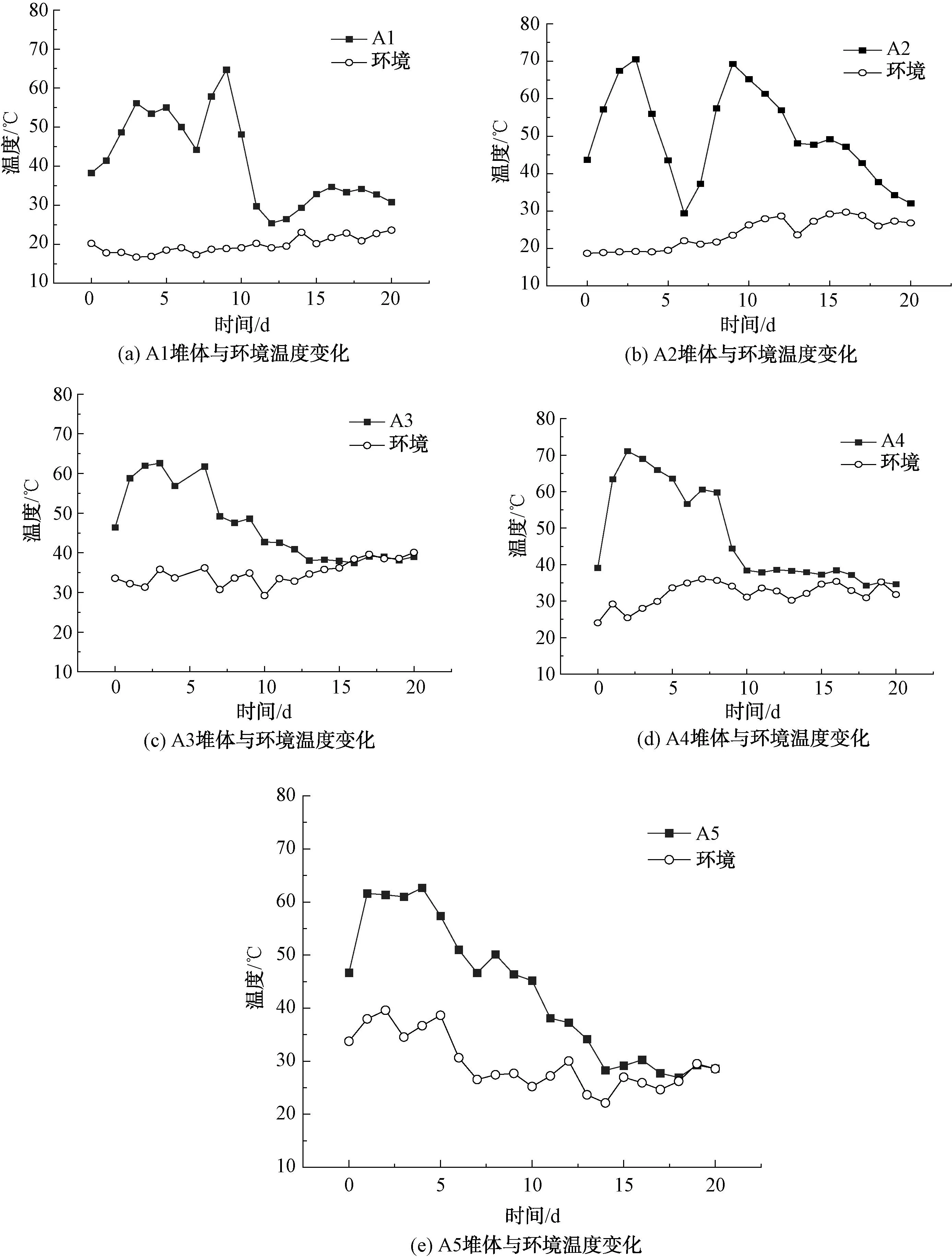
图2 各试验组别堆体温度与环境温度随时间变化
根据图2(d)和图2(e),加入耐高温菌剂和活性炭均能提升堆体升温速率,堆体在12 h内快速升温至60 ℃以上,且维持高温时间长,保证堆体持续高温好氧发酵。A2和A3呈现两个明显温度峰值,A2堆体发酵至第6 d时温度骤降至29 ℃,是由于高温期翻抛不及时,温度持续在65~70 ℃高温,甚至70 ℃以上,普通菌剂不耐受此温度而大量死亡,发酵阶段性结束造成的温度骤降;第二个峰值是由于微生物重新繁殖生命活动带来的温度高值。因此,高温期采取温度联锁控制翻抛,维持堆体温度在65~60 ℃的试验组A3此趋势有所缓解。对于加入耐高温菌剂和活性炭并采用高温期温度联锁控制翻抛工艺的A4和A5堆体,则能维持较长的高温期好氧发酵,发酵12 d后逐渐降温至40 ℃,并逐步趋向于环境温度。这表明A4和A5堆体内微生物活性明显高于其他试验组,与污泥超高温堆肥技术[1,5,9]中的温度行为相同。可见,在污泥好氧发酵过程中,加入少量的活性炭可以改善好氧发酵的稳定性,还可以消纳废弃活性炭,达到废弃物资源化的目的。而接种耐高温菌剂,可以提高好氧发酵温度,有利于有机质转化和含水率的降低。因此,加入少量活性炭和接种耐高温菌剂是强化好氧发酵的有效技术手段。
2.2 堆体含水率、有机质变化分析
由于热和通风的综合作用,堆体发酵过程中水分因蒸发而减少,有机质被微生物降解而减少,有机质含量通常在发酵末期达到相对稳定的状态,表示好氧发酵进入腐熟阶段[10]。
由图3可以看出各试验组发酵过程中堆体含水率和有机质含量呈现相同的规律,均随着发酵时间延长逐渐减少,前7 d速度较快,后面较缓。根据图3(a),A2~A5组好氧发酵过程中堆体含水率的变化趋势接近,发酵前7 d,堆体的含水率迅速下降至27%左右,而对照组A1含水率降低速率相对较小,降低至35.8%,说明发酵初期微生物大量繁殖生长,升温速率快,持续高温期长的A2~A5含水率降速也快。根据图3(b),好氧发酵过程中各组堆体的有机物均表现出快速降解,其中A4和A5的有机物降解速率最快,A2和A3次之,对照组A1的降解速率最低。好氧发酵第7 d,A4和A5组堆体有机物由初始的58%降至43%,A1、A2和A3分别降低至51%、47%和48%,说明接种耐高温菌剂和添加活性炭可以强化发酵过程,促进有机质降解;而A2和A3组,尽管高温期持续时间长,但因水分蒸发过快,温度过高,不适应普通微生物生命活动,有机物降解速率不及A4和A5。对照组A1组好氧发酵过程翻抛不及时,充氧不均匀,微生物生命活动低,发酵进程最为缓慢。
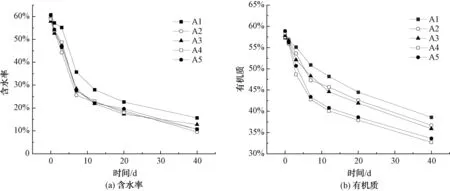
图3 40 d内各试验组别堆体含水率和有机质变化
发酵至20 d,含水率降低速率逐渐变缓,除A1含水率为22.6%,A2~A5含水率均降低至20%以下且降低速率差别不明显,其中A4和A5的含水率分别为18.00%和19.65%;相应的有机质降解速率也趋于平缓,A4和A5有机质含量降低至37.9%和38.6%,A1、A2和A3有机质含量分别降低至44.5%、42.6%和41.9%。发酵至40 d,A1含水率为15.7%,A2~A5含水率均降低至10%左右,堆体减量化效果更明显;A1有机质含量为38.6%,A2和A3为36%左右,而A4和A5有机质含量最低,为33%左右。
综上,升温期适宜的翻抛联合高温期温度联锁控制翻抛模式,叠加耐高温菌剂和活性炭的A4和A5试验组减量化、无害化效果更明显。好氧发酵7 d含水率即可降低到30%以下,完成二次腐熟的堆肥产物有机质含量超过35%,满足《有机肥料》(NY/T 525—2021)对产品的品质要求。
2.3 堆体pH、电导率变化分析
pH是堆肥过程中影响微生物生长和繁殖的重要因素,当pH值为7~8时,微生物生长繁殖快,有机物降解效率高,而过高或过低的pH都会影响好氧发酵[11]。从图4(a)中看出试验组A1~A5堆体发酵过程中各阶段pH整体呈现先上升后下降的趋势。好氧发酵初始,各试验组pH值都在6.3左右,呈弱酸性。发酵3 d,各试验组pH值均大幅度升高,升至7.0以上,升幅最大的是试验组A2和A4,其次是A5;发酵7 d,除A2和A5呈现下降的趋势,其余均持续上升;发酵12 d,除A3略微下降,其余各试验组均呈现缓慢上升的趋势;发酵20 d时,pH值均在7.2~8.3;至好氧发酵结束40 d时,5种处理的堆肥呈现中性偏弱碱性,满足《有机肥料》(NY/T 525—2021)对产品pH值=5.5~8.5的要求。从整个堆肥过程来看,pH的变化与微生物活动强弱有密切关系,A2持续高温造成微生物死亡,厌氧菌大量繁殖,堆体酸化,造成pH显著变化,而A3、A4和A5发酵升温快,发酵前期pH上升明显。另外,这种堆肥的弱碱性pH可以通过有机氮矿化释放氨和微生物分解有机酸[1]来解释;然后随着发酵过程的进行,氨在嗜热阶段的挥发和逐渐增强的硝化作用,造成发酵后期pH降低[1,11]。
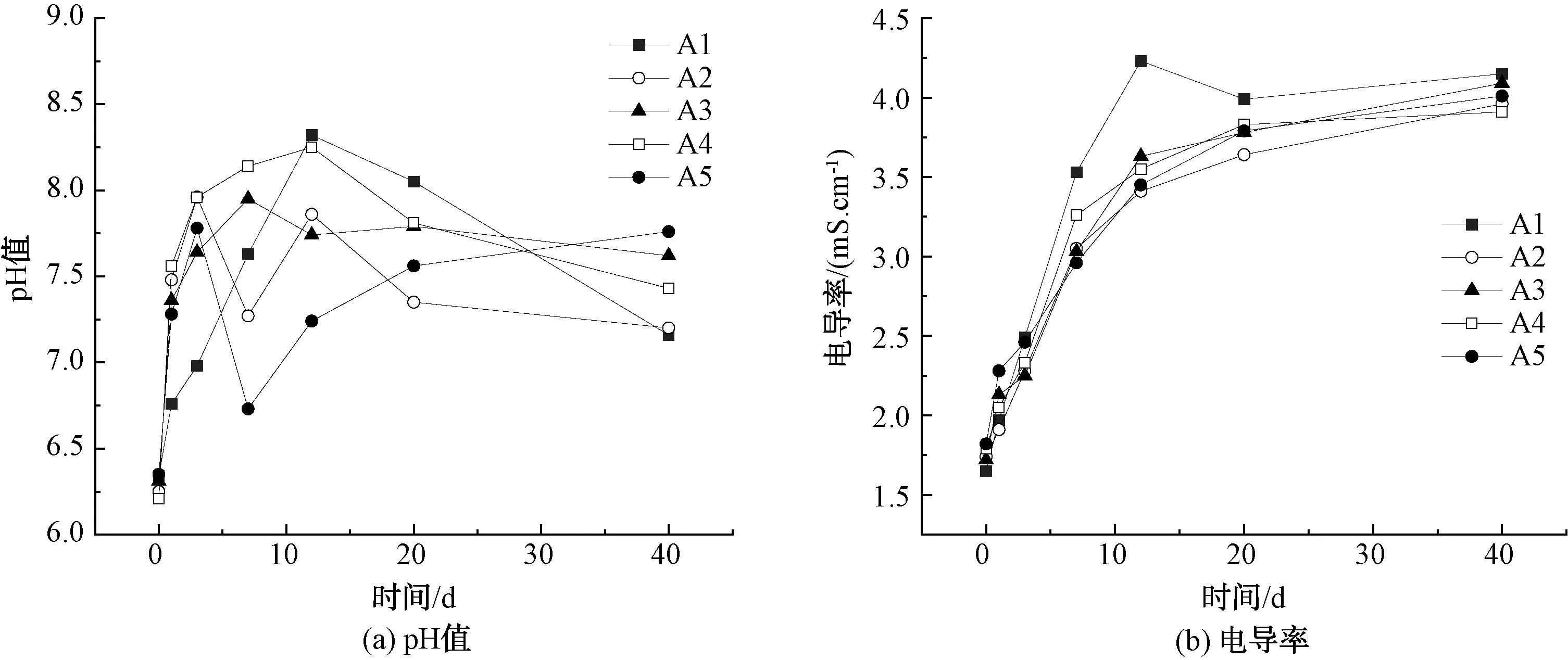
图4 40 d内各试验组别堆体pH值和电导率变化趋势
从图4(b)中看出电导率整体呈现逐渐增加的趋势。堆肥过程中试验组电导率维持在1.6~4.0 mS/cm,符合国家相关标准;电导率的变化在各个试验组之间差异不明显,A1对照组因发酵进程缓慢,发酵至中间12 d,电导率超出4.0 mS/cm,其后随着发酵进行,缓慢降低至4.0 mS/cm左右。电导率的增加可能是由于有机物分解过程中释放的矿物盐和铵离子引起的,然后随着发酵的进行,氨的挥发和矿物盐的沉淀导致电导率逐渐趋于稳定[1,11]。综上,通过堆体发酵过程中pH和电导率的变化分析,与A1、A2和A3相比,A4和A5微生物活性更高,更利于堆体快速稳定。
2.4 堆肥产物及浸出液中氮素物质含量
氮含量是堆肥产物品质的重要指标,不合理的堆肥条件可能导致过度的氮损失。选择A3、A4和A5 3种工况堆肥产物,分别检测最终堆肥产物TN、浸出液中氨氮和硝态氮的浓度,结果如表3所示。耐高温菌剂的堆肥产物总氮含量略高于常规菌剂,浸出液中氨氮和硝态氮差异较小;加入活性炭的堆肥产物总氮含量大幅高于前两者,达到42.30 g/kg,浸出液中的氨氮和硝态氮含量也较高。以上结果说明,从堆肥产物的含氮量角度评价,加入活性炭的强化手段能够提高产物的保氮效果,而高温发酵的强化效果不显著。按照《有机肥料》(NY/T 525—2021)标准要求,有机肥料总养分(N+P2O5+K2O)的质量分数应≥4.0%。加入活性炭的好氧发酵产物的含氮量高于4.0%,仅以氮评价已经达到标准的品质要求,又可利用自来水厂废弃活性炭,和市政污泥好氧发酵堆肥协同处理,具有很好的资源循环、降碳减排效益。污泥在好氧发酵过程中进行降解和转化,与重金属结合后能够降低其生物可利用形态[12]。在高温好氧发酵条件下,抗生素等新污染物也可以得到大幅削减[13]。但值得注意的是,尽管废弃活性炭主要来自城市自来水厂,但饮用水源中的重金属和新污染物等具有环境风险的物质可能在活性炭中富集。利用废弃活性炭强化污泥好氧发酵,堆肥产物的环境生态风险有必要开展系统深入的研究,确保资源化过程的生态安全性。

表3 堆肥产物及浸出液中氮素物质含量
2.5 种植试验分析
取A4试验组发酵腐熟40 d的污泥好氧发酵产物,测定其种子发芽指数为89%。进行植物种植试验,试验采取与不添加发酵污泥的同质素土作参照,在本试验所在污水厂的建筑垃圾回填土壤上种植波斯菊和油菜两种植物,并进行植物生长观察。油菜和波斯菊生长情况分别如图5和图6所示,对应的植物生长情况的数据参数列入表4和表5。

表4 油菜种植第25 d植株生长对比

表5 波斯菊种植第25 d植株生长对比

图5 油菜种植试验

图6 波斯菊种植试验
由图5和图6的油菜和波斯菊生长情况看出,添加了堆肥污泥的两种植物,从发芽率、植物根茎粗细、植株茎的长度及植株叶片直径均明显优于素土种植的植物,说明发酵污泥能促进植物生长。
油菜比波斯菊发芽和生长快,前期油菜生长较旺盛而波斯菊生长缓慢,后期至第25 d两者生长情况接近,均达到茂盛阶段。同期对比两者生长情况可以看出,堆肥对波斯菊的生长促进优势比油菜显著。
3 结论
本文试验基于智能控制污泥高温好氧发酵工艺,讨论了堆肥发酵过程中不同阶段翻抛模式、耐高温菌剂以及活性炭3个因素对好氧发酵工艺的影响,并进行了两种植物种植试验。
(1)按照好氧发酵不同阶段,采用升温期时间控制和高温期堆体温度反馈控制的翻抛控制策略有利于堆体的快速升温,以及维持高温期温度的稳定,避免过温导致的降温和二次升温问题。升温阶段适宜翻抛频率为间隔6~8 h,高温阶段温度限值根据菌剂可设定为60~70 ℃。
(2)添加耐高温菌剂能显著提升堆体升温速率,12 h内快速升温至60 ℃,高温期温度可提升至70 ℃以上,持续维持高温期(≥60 ℃)5 d,有机物降解加速,发酵产物腐熟加快。
(3)添加活性炭亦能显著提升堆体升温速率,10 h内快速升温至60 ℃,增加堆体孔隙率,促进堆体内部充氧,堆肥产物品质满足标准要求,同时再利用自来水厂废弃活性炭,实现水-泥协同处理、降碳减排、资源循环。
(4)翻抛模式采用升温期时间控制翻抛和高温期温度联锁控制翻抛相结合,并接种耐高温菌剂(A4)和添加活性炭(A5)的堆体微生物活性更强,7 d含水率可降至30%以下;发酵20 d的A4和A5的含水率分别为18.00%和19.65%,有机质含量分别为37.9%和38.6%。
(5)污泥好氧发酵产物明显有助于油菜和波斯菊生长,无烧苗现象。适于在土壤改良、园林绿化等场景进行应用,实现泥-土资源化循环。
猜你喜欢
南京农业大学学报(2023年1期)2023-02-02
安徽农业科学(2022年22期)2022-12-20
中国农业大学学报(2022年3期)2022-05-19
天津农林科技(2020年3期)2020-08-13
园林科技(2020年2期)2020-01-18
今日农业(2019年11期)2019-08-13
农家顾问(2016年11期)2017-01-06
长江蔬菜(2016年10期)2016-12-01
中国科技信息(2016年10期)2016-09-03
现代农业(2016年5期)2016-02-28