
发芽小麦高温α-淀粉酶挤压膨化工艺优化
2024-01-30 05:01马培轩武蕊王玉茜徐均吴同华张智单良
食品研究与开发 2024年2期
马培轩,武蕊,王玉茜,徐均,吴同华,张智,单良*
(1.新疆农业大学食品科学与药学学院,新疆乌鲁木齐 830052;2.江南大学食品学院,江苏无锡 214122;3.新疆沙棘精深加工工程技术研究中心,新疆克孜勒苏柯尔克孜自治州 845350;4.徐州市龙头山酿造有限公司,江苏徐州 221000)
小麦(TriticumaestivumL.)作为酱油、黄酒、食醋等酿造食品中常用的淀粉质原料之一,在酿造过程中能够为微生物提供生长代谢所需的碳源,并降解为小分子糖类、醇类、有机酸和脂类,其中还原糖是酿造食品中滋味和色泽的重要前体物质,经过复杂的生化反应,能够赋予酿造食品独特的风味和色泽[1-2]。阿魏酸(ferulic acid,FA)又称3-甲氧基-4-羟基肉桂酸,是酿造食品中重要的风味物质来源之一,其在阿魏酸脱羧酶和4-乙烯基愈创木酚还原酶的共同作用下可以生成4-乙基愈创木酚改善酿造食品的风味[3-4];此外,阿魏酸还具有抗氧化、抗菌消炎、抑制肿瘤等多种功能,能够提高酿造食品的营养价值[4-7]。传统酿造过程中常用的生面粉和小麦粉等原料还原糖含量低,阿魏酸等酚酸类物质主要以结合态的形式存在于种皮和胚中难以被释放,不易在酿造过程中被微生物转化利用,从而造成酿造食品风味和口感差等问题[8]。
谷物经适度发芽后所含的淀粉酶、蛋白酶、苯丙氨酸解氨酶等被激活和释放,大分子物质被水解成还原糖、氨基酸、黄酮和多酚等物质,提高了谷物的生物利用率和营养价值[9-12]。糙米经发芽后还原糖含量提高了4.93 倍,蛋白质含量提高了34.74%[13]。小麦经发芽处理后,总酚含量显著提升[3]。加酶挤压技术是一种集混合、加热、酶解、杀菌和成型等为一体的新型加工技术,利用挤压机体作为连续式酶反应器,在酶制剂的参与下,实现对物料的连续式加工过程;和传统的预处理方式相比,省去了蒸煮、杀菌等工序,加酶挤压过程物料中的淀粉、蛋白质、脂肪等大分子物质发生降解,并形成疏松多孔的结构,增加微生物作用面积的同时促进了阿魏酸等酚酸的溶出,更有利于后续酿造过程中被微生物转化利用[14-17]。大麦经加酶挤压技术处理后,其挤出物的糊化度和还原糖含量可达到96.78%和15.98%[18]。目前,国内外酿造行业利用发芽或加酶挤压膨化技术对小麦原料进行单一预处理的研究已有报道,然而,利用高温α-淀粉酶挤压膨化处理发芽小麦提高其原料中还原糖和阿魏酸含量鲜有报道。
本研究将小麦在适宜条件下发芽,然后对发芽小麦进行高温α-淀粉酶挤压膨化处理,以还原糖和阿魏酸含量为指标,确定最佳工艺条件,然后通过冷场发射扫描电镜(cold field emission scanning electron microscope,Cold FESEM)、傅里叶变换红外光谱(Fourier transform infrared spectroscopy,FTIR)、高效体积排阻色谱(high performance size exclusion chromatography,HPSEC)表征,初步探究发芽后续高温α-淀粉酶挤压膨化处理对发芽小麦中还原糖和阿魏酸含量的影响机制,强化和加速小麦淀粉的分解、提高还原糖和阿魏酸的含量,以期为小麦原料在酿造食品工业中的开发利用提供参考。
1 材料与方法
1.1 材料与试剂
小麦:河南杨家粮仓贸易有限公司;耐高温α-淀粉酶(酶活力40 000 U/g,有效温度范围90~100 ℃):北京索莱宝科技有限公司;次氯酸钠、溴化钾、二硝基水杨酸(3,5-dinitrosalicylic acid,DNS)试剂、溴甲酚绿、碘、碘化钾、石油醚(沸程30~60 ℃)、硼酸、甲基红、硫酸钾、硫酸铜、无水碳酸钠、浓硫酸、无水乙醇、三氯甲烷、盐酸、酒石酸钾钠、亚铁氰化钾、亚甲基蓝、无水葡萄糖、甲醇、硫酸钠、氢氧化钠、叠氮化钠、硝酸钠(均为分析纯):国药集团化学试剂有限公司。
1.2 仪器与设备
PTW24/25D 双螺杆挤压机:美国热电公司;AX124ZH/E 电子天平:奥豪斯仪器(常州)有限公司;FW80 高速万能粉碎机:北京市永光明医疗仪器有限公司;YCHH0301 电动振筛机:宜昌市夷陵区华恒设备制造厂;THZ-82B 气浴恒温振荡器:常州翔天实验仪器厂;DK-8-D 电热恒温水槽、HWS-150 恒温恒湿培养箱、DHG-9203A 电热鼓风干燥箱:上海精宏实验设备有限公司;T6 新世纪紫外分光光度计:北京普析通用仪器有限责任公司;L580 低速离心机:上海卢相仪离心机仪器有限公司;SH220F 石墨消解仪、K1100 全自动凯氏定氮仪:山东海能科学仪器有限公司;冷场发射扫描电子显微镜SU8100:日本株式会社日立高新技术;Nicolet 6700 全反射傅里叶红外光谱仪:美国赛默飞世尔科技有限公司;1525EF 高效液相色谱仪:美国沃特世公司。
1.3 试验方法
工艺流程:小麦预处理→发芽(25 ℃、60 h)→烘干(60 ℃、12 h)→粉碎/过筛(60 目)→加酶/水分调节→密封静置(4 ℃)→挤压膨化→烘干(65 ℃、12 h)→粉碎/过筛(60 目)→密封冷藏。
1.3.1 发芽小麦的制备
以还原糖和阿魏酸为指标优化小麦的最佳发芽条件[19]。挑选籽粒饱满、大小均匀、无破损、无虫蚀的成熟小麦籽粒,去除杂质后用清水清洗3 遍去除表面浮尘,用质量浓度为0.50% 的次氯酸钠溶液浸泡5 min后清水洗涤3 次去除表面残留。加入小麦干重5 倍的蒸馏水浸泡(30 ℃、8 h),将浸泡好的小麦籽粒均匀地铺在托盘内的4 层纱布上,在小麦籽粒上方再覆盖2 层纱布用来遮光保湿。放入恒温恒湿培养箱中进行发芽(25 ℃、60 h),将发芽后的小麦立即置于电热鼓风干燥箱中60 ℃干燥12 h 至恒重,烘干后的小麦样品粉碎过60 目筛,收集后置于密封袋中室温保存备用。
1.3.2 加酶挤压膨化工艺操作要点
参考文献[18]方法,略作修改。称取一定量耐高温α-淀粉酶与35 ℃蒸馏水配制成悬浊液后与发芽小麦粉混合均匀,于4 ℃静置过夜使得水分平衡。在不同条件下使用双螺杆挤压膨化机进行挤压膨化,收集挤出物放置于电热鼓风干燥箱中65 ℃干燥12 h 至恒重,烘干后的挤出物粉碎过60 目筛,密封备用。
1.3.3 指标测定
水分采用GB 5009.3—2016《食品安全国家标准食品中水分的测定》中直接干燥法测定;粗蛋白采用GB 5009.5—2016《食品安全国家标准食品中蛋白质的测定》中凯氏定氮法测定;粗脂肪采用GB 5009.6—2016《食品安全国家标准食品中脂肪的测定》中酸水解法测定;总淀粉采用GB 5009.9—2016《食品安全国家标准食品中淀粉的测定》中酶水解法测定;还原糖、阿魏酸含量参考文献[20-21]方法测定。
1.3.4 发芽及加酶挤压小麦粉的微观结构分析
将待测样品粉末均匀黏贴在样品台的导电胶上,用吸耳球吹掉多余及松动的样品粉末。将样品粉末表面镀导电金膜后置于冷场发射扫描电子显微镜(3 kV)内分别于100 倍、500 倍、1 000 倍观察样品微观结构形态。
1.3.5 发芽及加酶挤压小麦粉的傅里叶转换红外光谱分析
参照文献[18]方法。将待测样品和KBr 进行干燥处理后,按质量比1∶50 充分研磨混匀后压成透明薄片,使用傅里叶红外光谱仪进行扫描,扫描范围:4 000~450 cm-1,累计扫描次数为32 次,扣除以空气为空白背景图谱。使用Omnic 8.2 软件对图谱进行分析处理。
1.3.6 发芽及加酶挤压小麦淀粉的分子量分布分析
用碱法[22]提取出各样品中的淀粉,将各淀粉样品用0.10 mol/L 硝酸钠溶液配制成10 mg/mL 的淀粉溶液于沸水浴中搅拌2 h,过0.45 μm 的水系滤膜后使用高效液相色谱仪进行测定,色谱条件为:流动相为含有0.02% 叠氮化钠的0.10 mol/L 硝酸钠溶液,流速为0.80 mL/min,柱温为60 ℃。
1.3.7 发芽小麦高温α-淀粉酶挤压膨化预处理单因素试验设计
固定Ⅰ区、Ⅱ区、Ⅲ区机筒温度分别为50、60、70 ℃,仅对末端机筒温度进行筛选。
1.3.7.1 物料水分对发芽小麦粉挤出物中还原糖和阿魏酸含量的影响
以发芽小麦粉为原料,物料水分分别为24%、26%、28%、30%、32%,固定末端机筒温度为90 ℃,加酶量为0.14%,螺杆转速为100 r/min,研究物料水分对发芽小麦粉挤出物中还原糖和阿魏酸含量的影响。
1.3.7.2 加酶量对发芽小麦粉挤出物中还原糖和阿魏酸含量的影响
以发芽小麦粉为原料,加酶量分别为0.02%、0.06%、0.10%、0.14%、0.18%,固定末端机筒温度为90 ℃,物料水分为30%,螺杆转速为100 r/min,研究加酶量对发芽小麦粉挤出物中还原糖和阿魏酸含量的影响。
1.3.7.3 末端机筒温度对发芽小麦粉挤出物中还原糖和阿魏酸含量的影响
以发芽小麦粉为原料,末端机筒温度分别为80、90、100、110、120 ℃,固定物料水分为30%,加酶量为0.14%,螺杆转速为100 r/min,研究末端机筒温度对发芽小麦粉挤出物中还原糖和阿魏酸含量的影响。
1.3.7.4 螺杆转速对发芽小麦粉挤出物中还原糖和阿魏酸含量的影响
以发芽小麦粉为原料,螺杆转速分别为80、100、120、140、160 r/min,固定末端机筒温度为90 ℃,物料水分为30%,加酶量为0.14%,研究螺杆转速对发芽小麦粉挤出物中还原糖和阿魏酸含量的影响。
1.3.8 正交试验设计
在单因素试验的基础上,选择物料水分、加酶量、末端机筒温度、螺杆转速4 个因素开展正交试验,试验因素和水平见表1。
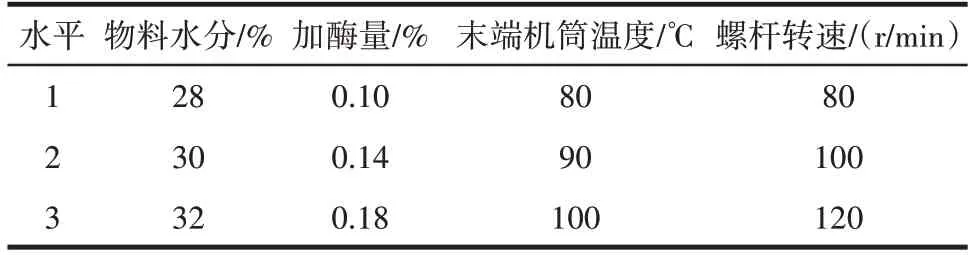
表1 正交试验因素与水平Table 1 Factors and levels of orthogonal experiment
1.4 数据分析
每组测定指标设置3 个平行,取平均值。利用Origin 2019b、SPSS 26 统计软件进行数据、图形处理分析。
2 结果与讨论
2.1 发芽小麦高温α-淀粉酶挤压膨化预处理单因素试验结果
2.1.1 物料水分对发芽小麦粉挤出物中还原糖和阿魏酸含量的影响
物料水分对发芽小麦粉挤出物中还原糖和阿魏酸含量的影响见图1。
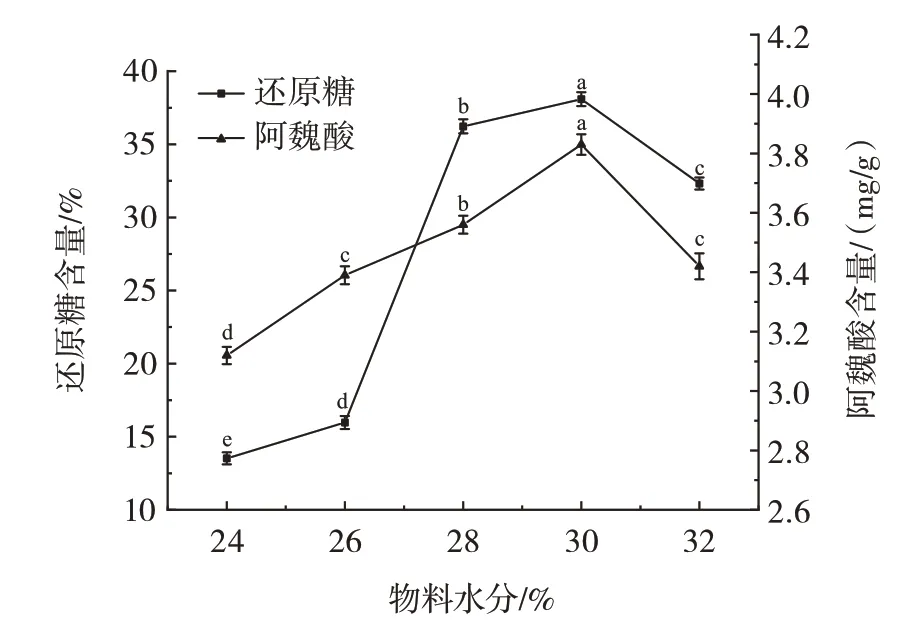
图1 物料水分对发芽小麦粉挤出物中还原糖和阿魏酸含量的影响Fig.1 Effect of material moisture on reducing sugar and ferulic acid in germinated wheat extrudate
由图1 可知,物料水分过高或过低都会影响挤出物中还原糖和阿魏酸含量。物料水分为30%时,挤出物的还原糖含量、阿魏酸含量均最高,分别为38.09%和3.83 mg/g。物料水分含量过低时,淀粉在机体中受到高温、高压、高剪切的作用容易出现美拉德反应和焦糖化反应,导致还原糖和阿魏酸损失。随着物料水分含量不断增加,挤压机内摩擦力逐渐减小,导致机筒导热性增加使淀粉酶失活;阿魏酸在高温、高压、高剪切挤压条件下会发生水解、聚合导致其损失[23-24]。因此选择物料水分28%、30%、32%进行后续试验。
2.1.2 加酶量对发芽小麦粉挤出物中还原糖和阿魏酸含量的影响
加酶量对发芽小麦粉挤出物中还原糖和阿魏酸含量的影响见图2。
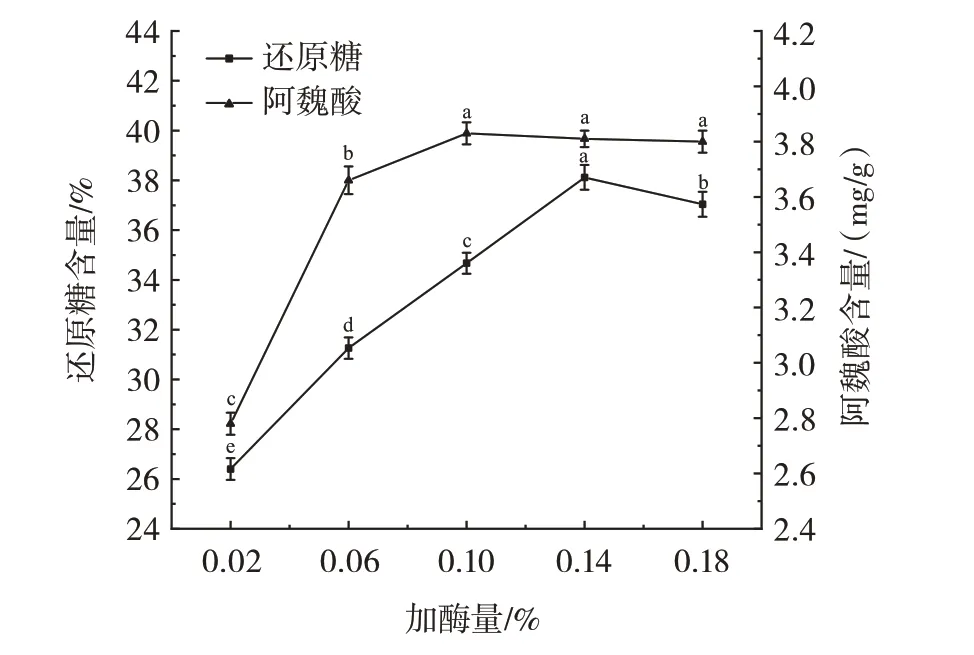
图2 加酶量对发芽小麦粉挤出物中还原糖和阿魏酸含量的影响Fig.2 Effect of enzyme addition on reducing sugar and ferulic acid in germinated wheat extrudate
由图2 可知,随着耐高温α-淀粉酶加酶量的增加,挤出物中还原糖和阿魏酸含量呈现先上升后下降的趋势。当加酶量为0.10%时,阿魏酸含量达到最高值3.83 mg/g;当加酶量为0.14%时,还原糖含量最高,为38.12%。加酶量在0.02%~0.10%时,还原糖和阿魏酸含量均呈现上升趋势,可能是由于在一定底物浓度时,淀粉水解度会随着耐高温α-淀粉酶增加而增大;同时,耐高温α-淀粉酶的增加间接保护了溶出的阿魏酸不被降解[25]。耐高温α-淀粉酶的过量添加不会提高酶解效果,这与曾子聪[26]在糙米挤压过程中观察到的规律相似。因此选择加酶量0.10%、0.14%、0.18% 进行后续试验。
2.1.3 末端机筒温度对发芽小麦粉挤出物中还原糖和阿魏酸含量的影响
末端机筒温度对发芽小麦粉挤出物中还原糖和阿魏酸含量的影响见图3。
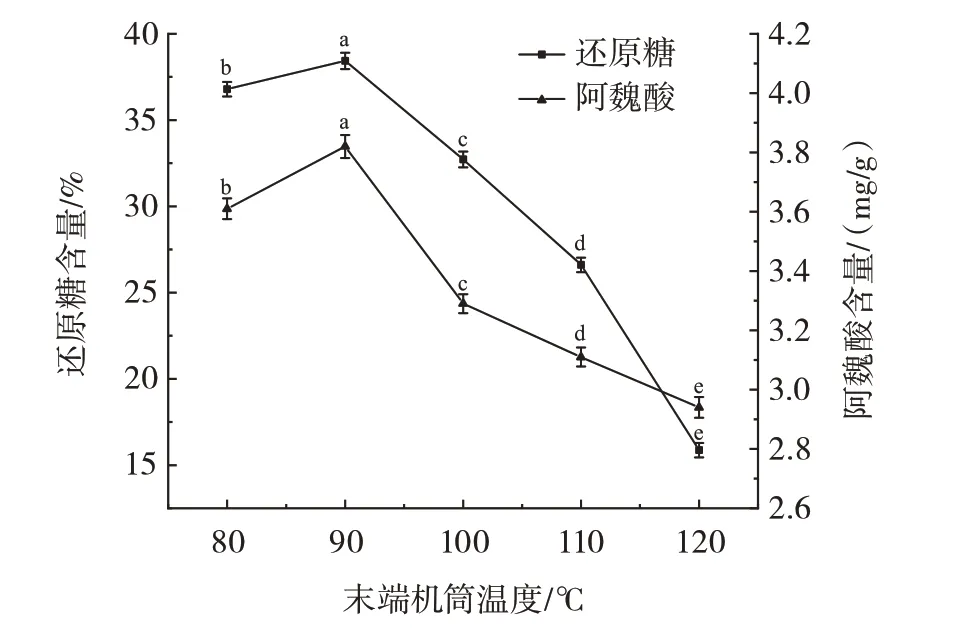
图3 末端机筒温度对发芽小麦粉挤出物中还原糖和阿魏酸含量的影响Fig.3 Effect of barrel end temperature on reducing sugar and ferulic acid in germinated wheat extrudate
由图3 可知,末端机筒温度在80~90 ℃内,挤出物中还原糖和阿魏酸含量呈现上升趋势,当温度到达90 ℃时,还原糖含量达到最高值38.43%,此时阿魏酸含量为3.82 mg/g。随着末端机筒温度的持续升高,挤出物中还原糖和阿魏酸含量呈现下降趋势,出现这种现象的原因可能是温度较低时,耐高温α-淀粉酶酶活较低不能很好的作用于发芽小麦粉,发芽小麦粉组织结构不能完全破坏导致其淀粉水解度和阿魏酸的溶出率较低[27]。相反,温度过高时,耐高温α-淀粉酶容易失活、发芽小麦粉发生美拉德反应甚至焦糊现象,导致还原糖和阿魏酸的损失[23-24,27-28]。因此选择末端机筒温度80、90、100 ℃进行后续试验。
2.1.4 螺杆转速对发芽小麦粉挤出物中还原糖和阿魏酸含量的影响
螺杆转速对发芽小麦粉挤出物中还原糖和阿魏酸含量的影响见图4。
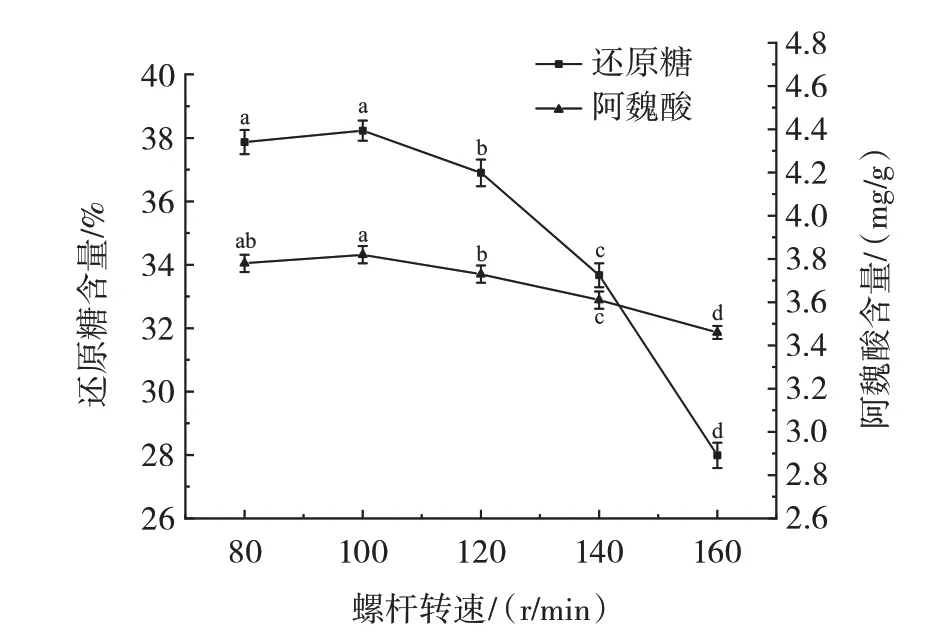
图4 螺杆转速对发芽小麦粉挤出物中还原糖和阿魏酸含量的影响Fig.4 Effect of screw speed on reducing sugar and ferulic acid in germinated wheat extrudate
由图4 可知,螺杆转速对还原糖和阿魏酸含量的影响较为明显。螺杆转速过低时,机筒内物料停留时间过长,导致物料出现焦糊等现象使得还原糖和阿魏酸含量降低。当螺杆转速达到100 r/min,还原糖和阿魏酸含量均达到最大值,分别为38.23%和3.82 mg/g。随着螺杆转速的不断提高,缩短了机筒内物料与耐高温α-淀粉酶的作用时间,但增强了物料与酶的混合,使阿魏酸得以保留。这与Chiu 等[29]和Sharma 等[30]在玉米山药混合物及大麦在挤压过程中观察到的规律相似。
2.2 发芽小麦高温α-淀粉酶挤压膨化预处理工艺正交试验结果
正交试验结果见表2。
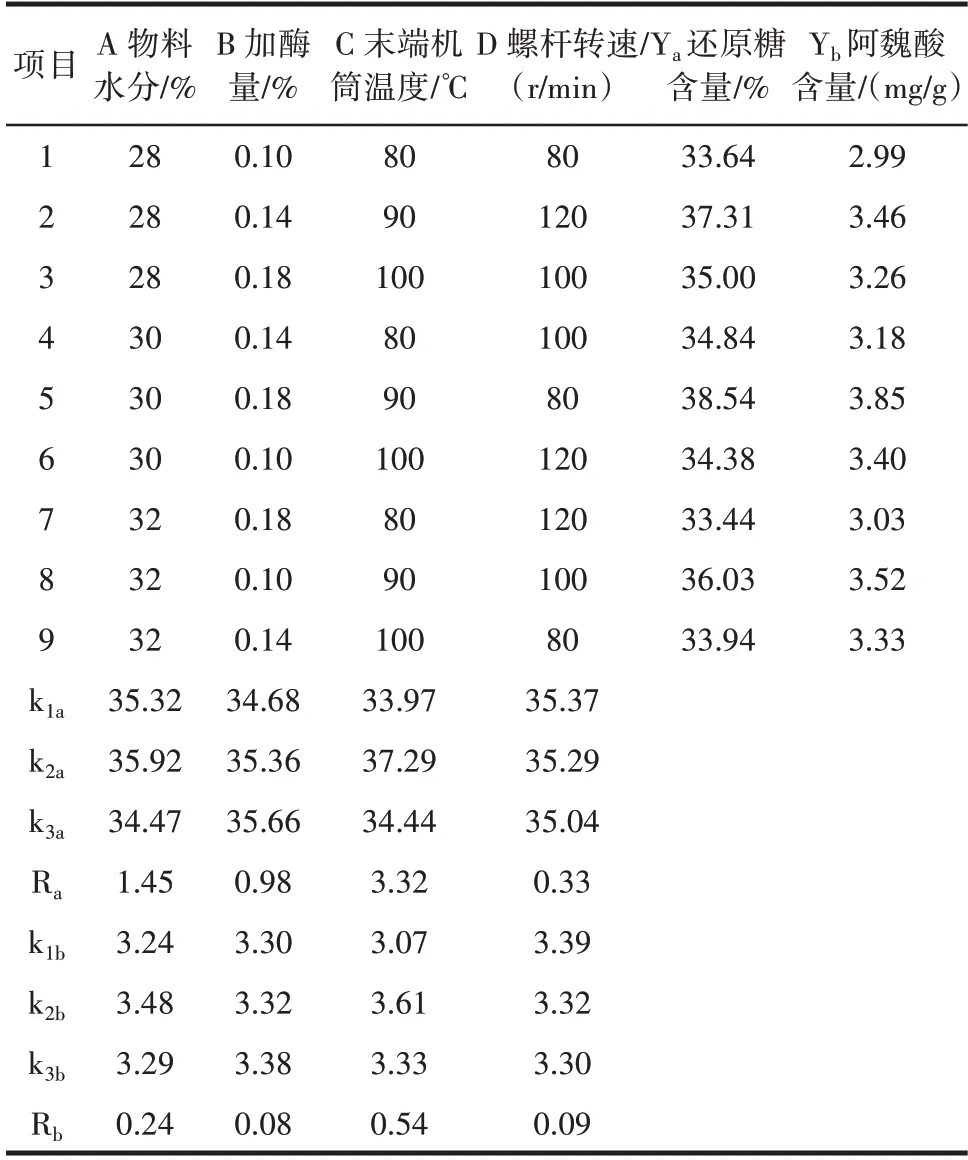
表2 正交试验结果与分析Table 2 Orthogonal experiment results
表2 表明,以还原糖含量为评价指标,根据Ra可得出影响发芽小麦粉挤出物中还原糖含量的因素主次顺序为C>A>B>D,即末端机筒温度>物料水分>加酶量>螺杆转速,最优组合为A2B3C2D1。以阿魏酸含量为评价指标,根据Rb可得出影响发芽小麦粉挤出物中阿魏酸含量的主次因素顺序为C>A>D>B,即末端机筒温度>物料水分>螺杆转速>加酶量,最优组合为A2B3C2D1。
结合以上两种评价指标结果,综合分析得到最优组合为正交试验第5 组,且末端机筒温度是发芽小麦粉挤出物的主要因素。因此,最终确定发芽小麦粉加酶挤压最佳工艺参数为物料水分30%、耐高温α-淀粉酶加酶量0.18%、末端机筒温度90 ℃、螺杆转速80 r/min,在此条件下进行验证试验,得到的发芽小麦粉挤出物中还原糖和阿魏酸含量分别为38.39%和3.78 mg/g。
2.3 发芽及加酶挤压对小麦粉基本成分的影响
小麦粉、发芽小麦粉及加酶挤压发芽小麦粉的基本成分对比见表3。

表3 小麦粉、发芽小麦粉及加酶挤压发芽小麦粉的基本成分对比Table 3 Proximate composition of wheat meal,germinated wheat meal,and high temperature α-amylase-extrusion puffing-treated germinated wheat meal
由表3 可知,小麦经过发芽处理后,粗蛋白含量、总淀粉含量、粗脂肪含量均呈现下降趋势,发芽后的小麦,粗蛋白、总淀粉、粗脂肪含量分别下降到14.32%、32.69%、1.14%,还原糖、阿魏酸含量分别增加到31.74%、2.72 mg/g,这主要归因于小麦发芽过程中蛋白酶、淀粉酶、脂肪酶等活力的增加导致的相应水解反应[31]。
发芽小麦粉经过加酶挤压膨化后,粗蛋白含量、总淀粉含量、粗脂肪含量均呈现下降趋势,加酶挤压膨化后的发芽小麦粉,粗蛋白、总淀粉、粗脂肪含量分别下降到13.56%、27.54%、0.86%。这可能是由于在加酶挤压过程中淀粉分子降解成糊精及小分子糖类,蛋白质受热变性使氨基酸残基暴露,导致蛋白质、淀粉、脂肪之间发生复合反应[32]。在加酶挤压膨化过程中,耐高温α-淀粉酶作用于发芽小麦淀粉产生大量还原糖,在耐高温α-淀粉酶间接保护下阿魏酸不被降解,同时挤压膨化破坏了发芽小麦的组织结构增加了阿魏酸的溶出率[23],发芽小麦粉经加酶加压膨化后,还原糖、阿魏酸含量分别增加到38.39%、3.78 mg/g。
2.4 发芽及加酶挤压对小麦粉微观结构的影响
小麦粉、发芽小麦粉及加酶挤压发芽小麦粉微观结构见图5。
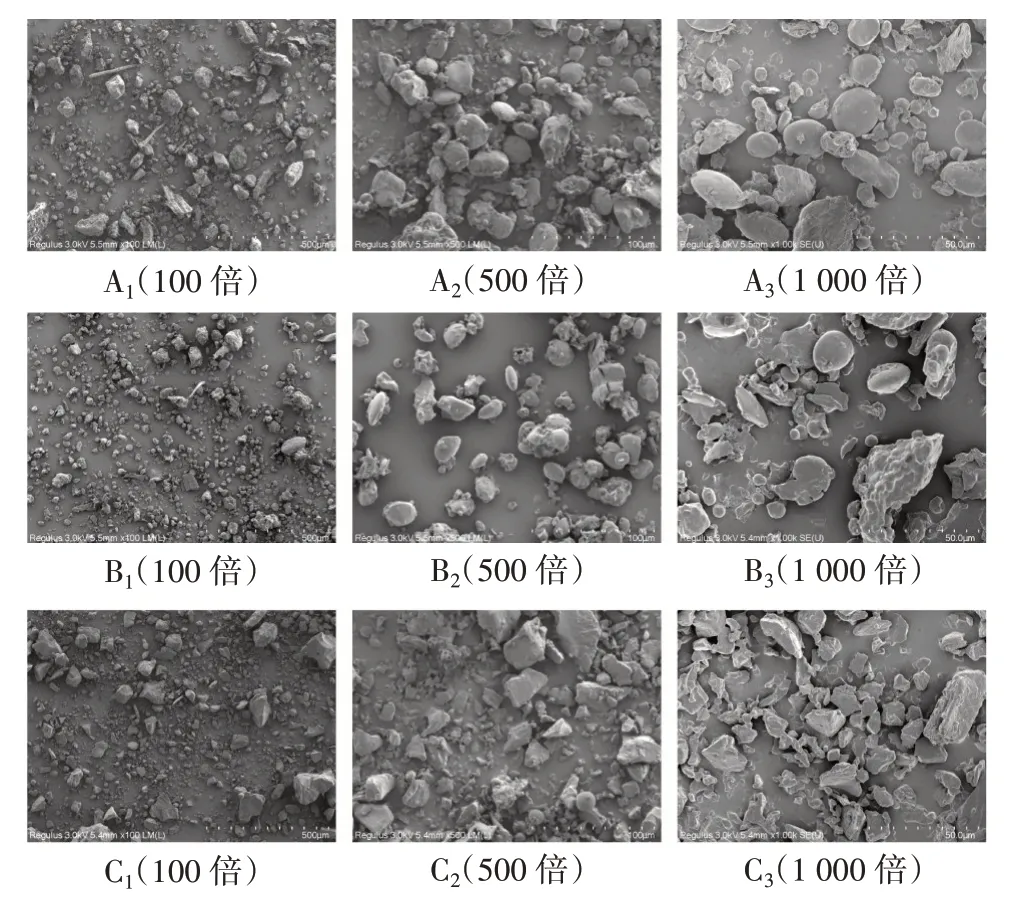
图5 小麦粉、发芽小麦粉及加酶挤压发芽小麦粉微观结构Fig.5 Microstructures of wheat meal,germinated wheat meal,and high temperature α-amylase-extrusion puffing-treated germinated wheat meal
小麦粉淀粉颗粒较大且表面光滑呈椭圆状(图5 A1~图5A3),经过发芽处理后,部分淀粉颗粒呈现破碎状,说明发芽处理有利于小麦淀粉颗粒的部分水解(图5B1~图5B3),发芽过程中蛋白酶、淀粉酶、苯丙酰胺酶等被激活和释放促使相应大分子物质发生水解并使得还原糖、多酚等小分子物质得以增加。加酶挤压膨化处理后淀粉颗粒几乎全部发生水解,椭圆状淀粉形态遭到破坏导致了原有淀粉颗粒的破碎并聚集形成不规则结构(图5C2),经过进一步放大,可以观察到经过加酶挤压处理后的发芽小麦粉中淀粉颗粒被水解呈现疏松多孔结构(图5C3),这可能是由于加酶挤压膨化过程中耐高温α-淀粉酶作用于发芽小麦淀粉使其完全水解成了小分子糖类,同时由于高温、高压、高剪切的挤压作用也使得发芽小麦组织结构遭到破坏极大的促进了阿魏酸的溶出。
2.5 发芽及加酶挤压对小麦粉官能团和结晶结构的影响
小麦粉、发芽小麦粉及加酶挤压发芽小麦粉红外光谱见图6,小麦粉、发芽小麦粉及加酶挤压发芽小麦粉吸光度比值对比见图7。
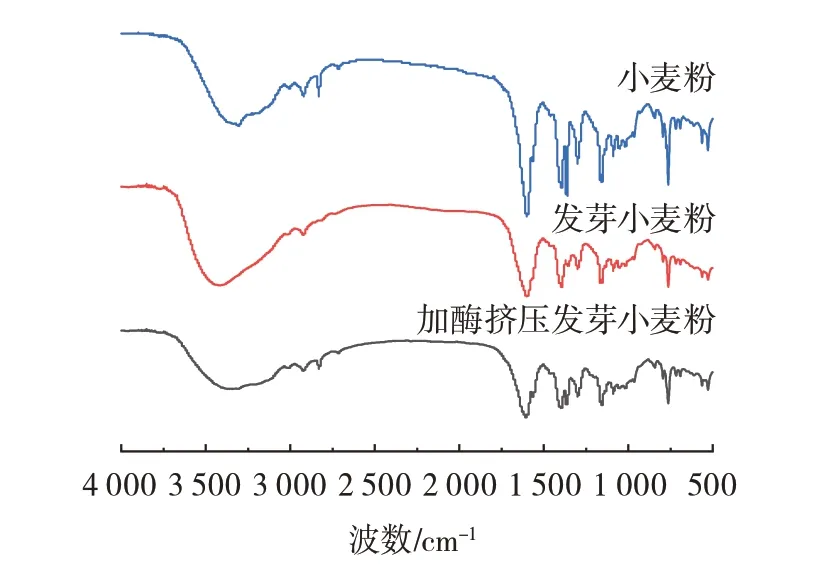
图6 小麦粉、发芽小麦粉及加酶挤压发芽小麦粉红外光谱Fig.6 Infrared spectra of wheat meal,germinated wheat meal,and high temperature α-amylase-extrusion puffing-treated germinated wheat meal
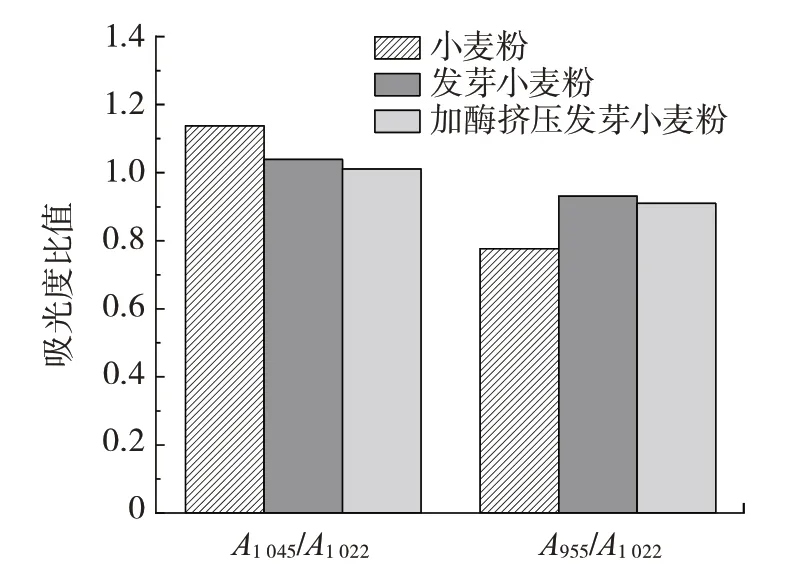
图7 小麦粉、发芽小麦粉及加酶挤压发芽小麦粉吸光度比值对比Fig.7 Absorbance ratios of wheat meal,germinated wheat meal,and high temperature α-amylase-extrusion puffing-treated germinated wheat meal
2.6 发芽及加酶挤压对小麦淀粉分子量分布的影响
小麦粉、发芽小麦粉及加酶挤压发芽小麦粉的分子量分布见图8。
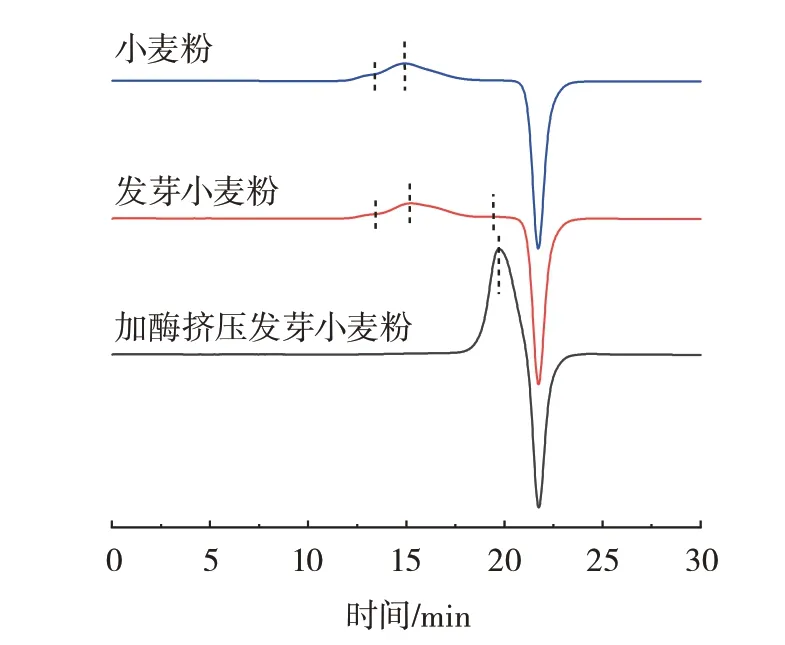
图8 小麦粉、发芽小麦粉及加酶挤压发芽小麦粉的分子量分布Fig.8 Molecular weight distribution of wheat meal,germinated wheat meal,and high temperature α-amylase-extrusion puffingtreated germinated wheat meal
根据凝胶排阻色谱原理,出峰时间越早表示该物质的分子量越大,峰面积越大则说明该分子量占比越高。由图8 可知,3 种样品中小麦粉的出峰时间最早,重均分子量最大的淀粉分子Mw=2.84×106Da 所占比例为11.22%,重均分子量较大的淀粉分子Mw=2.51×105Da 所占的比例最高为88.78%,这可能是由于小麦淀粉中支链淀粉难溶于0.10 mol/L 硝酸钠溶液所导致分子量分布中支链淀粉占比较小。发芽小麦中淀粉分别在13.47、15.25、19.43 min 3 个时间点处有波峰,Mw分别为2.90×106、1.86×105、767 Da,说明小麦在发芽过程中支链、直链淀粉被部分分解成小分子的还原糖等物质导致其分子量降低。加酶挤压小麦粉的保留时间为19.73 min,Mw=662 Da 所占比例为100%,说明耐高温α-淀粉酶对发芽小麦中淀粉等大分子物质进一步水解并使其完全水解成还原糖、可溶性糊精等小分子物质[18],同时,由于有α-淀粉酶的存在,挤压过程中被释放的阿魏酸也得到了一定的保护[27]。
3 结论
以发芽小麦为原料,优化高温α-淀粉酶挤压膨化技术对发芽小麦进行预处理,通过单因素试验筛选出物料水分、加酶量、末端机筒温度、螺杆转速的适宜水平,然后以挤出物中的还原糖和阿魏酸含量为指标进行正交试验,确定最佳工艺条件为物料水分30%、加酶量0.18%、末端机筒温度90 ℃、螺杆转速80 r/min,在此条件下,挤出物中的还原糖和阿魏酸含量分别为38.39% 和3.78 mg/g,与小麦原料和单一萌发处理相比,还原糖含量分别提高481.67% 和20.95%,阿魏酸含量分别提高131.90% 和38.97%。发芽小麦的淀粉结构被破坏,结晶度、短程有序度、重均分子量降低,淀粉的水解度得到显著提高。高温α-淀粉酶挤压膨化处理发芽小麦是一种较好的预处理方式,高温α-淀粉酶挤压膨化处理发芽小麦能够促进还原糖的生成和阿魏酸的释放,为后续发酵食品的生产提供更好的发酵条件和更多的风味前体物质。
猜你喜欢
粮食加工(2022年5期)2022-12-28
今日农业(2022年14期)2022-11-10
现代塑料(2022年2期)2022-09-22
食品安全导刊(2021年21期)2021-08-30
橡塑技术与装备(2018年20期)2018-10-20
橡塑技术与装备(2018年10期)2018-05-18
橡塑技术与装备(2018年8期)2018-04-19
中国塑料(2017年2期)2017-05-17
中国塑料(2015年10期)2015-10-14
机电信息(2014年29期)2014-02-27
