PLC常见故障分析及检查方法
2024-01-23 08:35毕天昊
无线互联科技 2023年21期
毕天昊,张 剑
(广州番禺职业技术学院,广东 广州 511483)
0 引言
PLC是电气自动化控制领域的重要装置,有着精度高、精确性高、能在线编写程序等特征。目前,PLC已经被广泛应用在各行各业[1]。PLC控制技术的应用不仅推动了工业自动化和智能制造的发展,还对成本控制、生产效率和产品质量等方面产生了深远的影响。然而,随着PLC的应用领域不断扩大,PLC行业爆发式增长,与PLC相关的安全事件越来越多。因此,与PLC相关的安全问题值得从业人员的高度重视,确保PLC的安全可靠就是确保经济社会的正常有序运行,就是保护人民群众的生命财产安全。
1 常见故障多发点
1.1 接触器、继电器
在PLC控制系统的日常运行中,最容易出现故障的电气元器件就是各种接触器或继电器。而这些接触器或继电器故障中少数是由于产品质量问题引发,大多数还是由于PLC工作环境比较恶劣所造成的。例如:接触器长期暴露于高温、潮湿的工作环境中,其触点容易氧化,从而无法使用。因此,从业人员应尽量改善元器件的工作环境,避免此类故障的发生,降低对系统运行的影响。
1.2 阀门或闸板
在PLC控制系统中,阀门或闸板等部件由于其传动机构复杂,在工作时会产生较大位移。因此,经过系统长期的运行,易造成阀体部件的卡、堵、漏等现象,这是PLC控制系统的另一个故障多发区域。所以工作人员在PLC控制系统运行以及设备维护过程中,应增强对此类设备的排查,发现故障及时维修或更换处理。
1.3 行程开关等现场设备或元件
行程开关等现场设备或元件因频繁动作导致的持续磨损以及长期闲置造成生锈老化等原因,同样容易出现故障。解决这类问题需要工作人员对设备严格按期按标准进行维护,让设备处于完好状态。而对于大型设备上的限位开关,除了按期维护外,还需要设计人员在前期设计的过程当中引入额外的保护措施。
1.4 PLC系统中的子设备
PLC系统中的子设备包括螺栓螺母、接线盒、线端子等。这些设备出现故障的原因除设备的质量问题外,还与安装工艺有关。例如:部分安装人员在安装设备时将螺钉和电线的连接处压得过紧,导致设备在维修时拆卸困难,而强行拆卸又容易引发连接件或其周边零件的损坏。因此,在设备的安装及检修过程中,工作人员必须遵照要求的安装工艺进行作业,消除设备隐患。
1.5 传感器和仪表
传感器和仪表属于精密型仪器,通常要求精度较高且容易受到电磁干扰的影响,如果不能有效地将其与干扰性较强的动力电缆隔离开,就会引发传感器的信号不正常或仪表数据不准确等故障[2]。因此,安装人员在安装传感器和仪表时,应将信号线与干扰性较强的动力电缆分开铺设,并将屏蔽层单端可靠接地,同时还要在PLC内部加入软件滤波程序。
2 故障分析的方法
PLC系统的故障可分为内部故障和外部故障。内部故障分为硬件故障和软件故障。其中,硬件故障包括PLC系统各部件以及通信故障等,软件故障则是指程序或设置有错误。外部故障主要指周边设备的故障,如行程开关、执行机构等产生的故障[3]。在PLC系统出现故障时,通常可采用以下分析方法。
2.1 测量分析法
(1)测量供给源是否正常。供给源包括电源、气源和液压源等方面。所以分析人员首先需测量供电电源的电压、电流、频率、相序,气源供气的气压、流量和液压源供液的液压值、流量等参数,确定各参数是否满足要求。
(2)检查连接线路是否可靠、通畅。控制系统连接线路包括电线部分、供气线路和供液线路等。因此,分析人员需检查PLC控制系统中电气部分的导线是否连接正确,如I/O信号、通信端口等,同时还需检查供气线路和供液线路是否有泄漏等情况。
(3)检查和调整参数值。分析人员应检查各设备和部件的设定值,是否与设计的规定值一致,确定各报警、联锁信号点的设置是否与工艺要求一致,确定各控制回路调整参数是否合理和合适。
(4)检查辅助设备和部件。分析人员应检查各辅助设备和部件能否正常工作,确定其工作参数是否符合运行要求。
一般情况下,通过测量,以上方法可筛查出大多数的故障,为故障的准确定位提供参考。
2.2 动作分析法
(1)初始状态分析。通过初始步,确定各设备和部件的待机状态。
(2)转移过程分析。根据程序步之间的转移和转移条件,确定各步在实现转移时的进程,检查转移时硬件是如何动作的,能否满足工艺要求。如果没有实现转移,则应检查待转移步的上一步是否为活动步,是否满足转移条件,从而查找出问题所在。
(3)执行过程分析。如果执行机构没有执行动作和命令,则应检查该活动步内的输出是否满足动作的执行条件,进而发现造成故障的原因。在确定了故障的原因和性质后,再进行故障检修并排除。
2.3 指示灯分析法
(1)信号指示灯。通过PLC及其拓展模块面板上各I/O信号灯的亮灭来检查各输入、输出信号的状态。当数字量输入指示灯点亮时,表示该输入端口有信号流入;当数字量输出指示灯点亮时,表示该输出端口有信号流出。
(2)电源指示灯。电源模块正常工作时,电源指示灯应处于常亮状态。对于配有备用电源的系统,备用电源正常工作时,备用电源指示灯应处于常亮状态。
(3)通信指示灯。当PLC与上位机之间通信正常时,通信指示灯应处于常亮或闪烁状态。
(4)错误指示灯。PLC利用硬件自诊断系统程序进行诊断。当结果是错误时,对应模块的错误信号灯点亮。部分品牌的PLC还可提供错误代码,便于维修人员进行故障定位。
3 故障检查流程
3.1 编程故障的检查流程
(1)编程器连接不正常。工作人员可按图1所示检查流程进行检查,找出问题所在并作相应处理。

图1 编程器连接不正常检查流程
(2)程序不能下载。程序不能下载可能与程序保护开关、程序密码设置或PLC工作方式等因素有关。工作人员可按图2所示检查流程进行检查,找出问题所在并作相应处理。

图2 程序不能下载检查流程
(3)CPU无法正确引导操作。某些大中型PLC在调试前如果出现报警,需利用存储器卡对PLC进行引导操作,PLC才能正常运行。当PLC无法正确引导操作时,工作人员可按图3所示检查流程进行检查,找出问题所在并作相应处理。
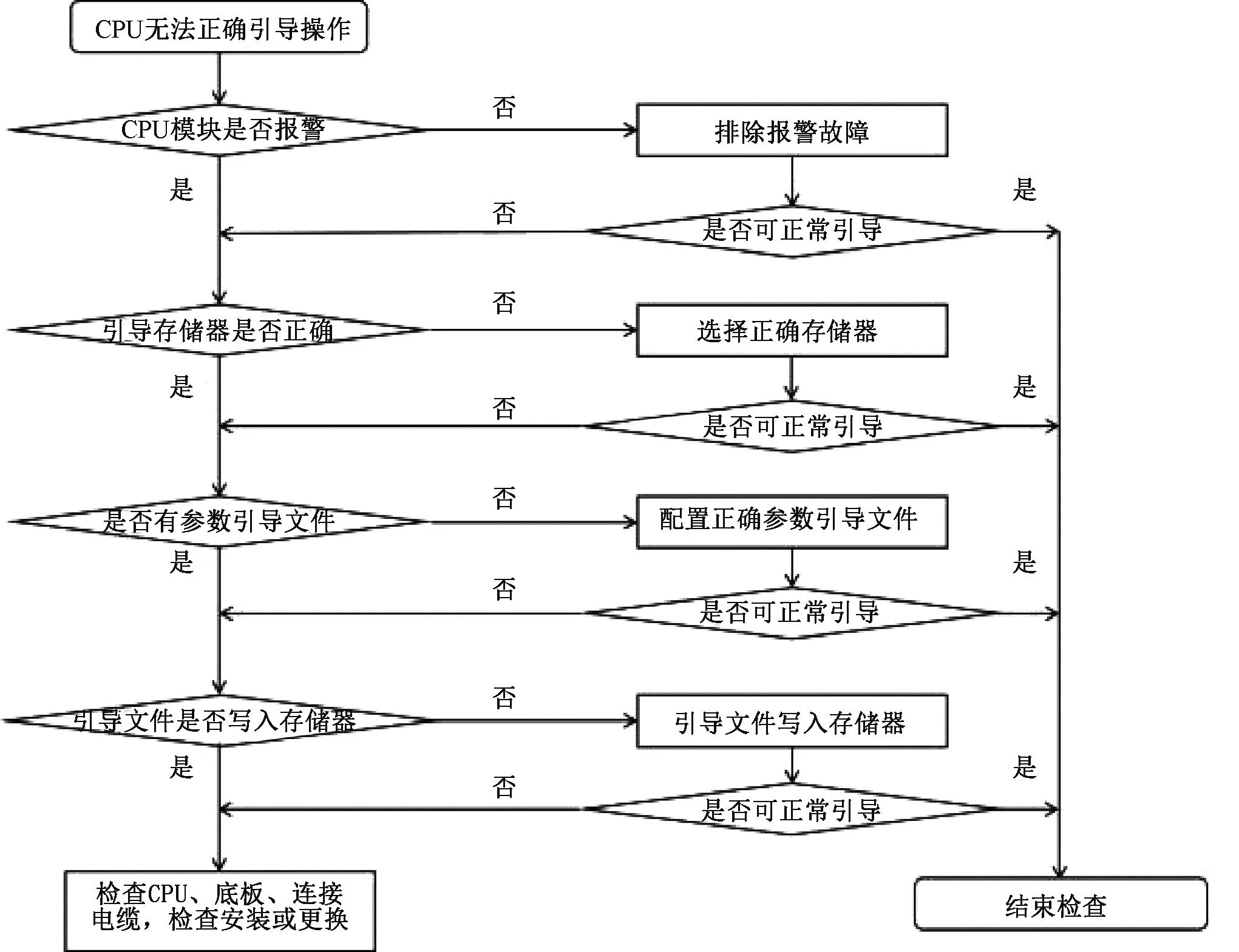
图3 CPU无法正确引导操作检查流程
(4)系统配置错误。某些大中型PLC,若PLC自诊断系统检测出硬件配置错误、总线连接错误或通信错误等故障,PLC将发出“系统校验错误”“总线错误”等报警提示。
系统校验错误通常与PLC模块的安装与连接有关,此类错误可通过编程软件查看PLC内部的特殊寄存器、存储器的状态来判断,或通过查看各模块是否按照说明书规定进行安装,连接电缆是否正确连接,底板是否正确安装等方式来判别。
3.2 硬件故障检查流程
(1)电源指示灯不亮。通常,连接供电电源并上电后,电源指示灯会点亮。如果电源指示灯不亮说明PLC未建立供电。工作人员可按图4所示检查流程进行检查,找出问题所在并作相应处理,必要时可与供应商联系修理或更换。

图4 电源指示灯不亮检查流程
(2)错误指示灯亮或闪烁。硬件自诊断后,模块错误指示灯亮或闪烁说明该模块存在问题。工作人员可按图5所示检查流程进行检查,找出问题所在并作相应处理,必要时也可与供应商联系修理或更换。

图5 错误指示灯亮或闪烁检查流程
(3)电池报警灯亮。当PLC电池低电量时,该报警灯点亮。在大中型PLC中一般配备多个电池,当电池报警灯点亮时,应更换电池,并注意电池的型号需与原电池一致。
(4)运行指示灯不亮。运行指示灯用于表示PLC的运行状态。该指示灯不亮表示PLC未运行,运行指示灯闪烁表示通信出错或操作不正确,譬如未对PLC进行复位或直接将PLC切换到运行模式等。工作人员可按图6所示检查流程进行检查,找出问题所在并作相应处理,必要时也可与供应商联系修理或更换。

图6 运行指示灯不亮检查流程
4 结语
在现代制造业中,高效的生产线是企业取得成功的关键因素之一。一旦生产线停机,将会给企业造成无法挽回的损失。因此,为了尽可能地降低生产线的故障率,企业要高度重视生产线控制系统的维护。作为生产线控制系统核心部件的PLC,如何快速排查和解决其故障更是重中之重。本文首先总结了PLC控制系统及周边设备出现故障的常见原因,并给出了相应的预防措施;其次,针对PLC出现的常见故障,总结分析了排查故障的基本方法和思路;最后,将PLC故障排查和处理的过程进行流程化,有效地提高了PLC故障排查和处理的效率。在工程实践中,本研究具有一定的应用价值。
猜你喜欢
科学与财富(2021年36期)2021-05-10
阅读(快乐英语高年级)(2019年2期)2019-09-10
汽车与驾驶维修(维修版)(2016年12期)2016-07-31
消费者报道(2016年3期)2016-02-28
风能(2016年12期)2016-02-25
小学阅读指南·高年级版(2014年11期)2014-12-02
自动化博览(2014年12期)2014-02-28
汽车维护与修理(2014年10期)2014-02-28
环球时报(2009-12-25)2009-12-25