超短脉冲激光在掺Er3+磷酸盐玻璃中制备光波导的实验研究
2024-01-18 07:52龙学文
原子与分子物理学报 2024年4期
白 晶,龙学文
(1.太原师范学院 物理系,晋中 030619; 2.太原师范学院 计算与应用物理研究所,晋中 030619;3.湖南医药学院,怀化 418000)
1 引 言
集成光学是将众多不同功能的光子器件集成在一个很小尺度的区域内,相较离散光学器件系统具有体积小,功耗低,稳定可靠等优点[1-3],是近年来光学领域的前沿热点研究方向.在众多集成光子器件中,光波导[4,5]担负着各个光子器件的互联作用,而且其本身就是重要的光子器件,可以提供各种被动光子器件[6,7]功能和主动增益器件[8,9]功能.作为主动增益光子功能器件的波导激光器[10-12]和波导放大器[13-15]尤为受到关注,因为它为整个光路系统提供光源,决定了集成光学系统的稳定性和整体光路的集成度,是集成光学的核心器件.鉴于光波导可将光场束缚在几微米甚至更小的尺度,波导激光器相比传统体介质激光器具有更高的光功率密度,更低的泵浦阈值等优势,因此如何制备高质量的主动增益波导就成为了集成光学关键技术之一.
磷酸盐基底玻璃在众多氧化物激光介质中,具有稀土离子溶解度高,不易出现荧光上转换,热传导系数高,热膨胀系数低等特点,已经成为研究的热点并且已经得到广泛应用[16-18].掺铒磷酸盐玻璃具有高掺杂浓度的增益离子、荧光寿命>1ms以及发射波段在1.55 μm通信波段附近等特点,可满足高增益、高效率、紧凑结构等集成光学的要求,是重要的主动增益器件制备材料.因此,如何在掺铒磷酸盐玻璃上制备高性能的光波导成为集成光学的一个重要课题.传统的光波导制备方式有离子注入、离子交换等方式[19-25],但是其工艺复杂,而且对环境要求很高,特别是制备过程还要借助于光学掩膜版等辅助手段才可以制备复杂结构的光波导.超短脉冲激光直写波导技术是一种新兴的波导制备手段,它依靠将高峰值功率的超短脉冲聚焦在几微米的尺度内,获得极高的峰值功率密度,从而达到非线性吸收阈值,触发材料产生剧烈的电离效应,最终高能的等离子体与物质晶格作用,部分修改了材料的微观结构,产生了折射率的区域性修改,从而制备不同结构的光子器件,这种技术工艺简单,制备结构灵活,对样品和环境要求低,逐渐成为在集成光子器件领域一种便捷、有力的制作手段[26].采用这种加工手段已经成功实现了波导分束器[27],波导耦合器[28],波导光栅[29],波导激光器和波导放大器[30-33]等光子功能器件.总之,超短脉冲制备光子功能器件技术为实现多功能集成光路提供了有效实现途径.
本文详细研究了重复频率1 kHz,中心波长800 nm,脉冲宽度120 fs的超短脉冲激光在掺Er3+磷酸盐玻璃内部制备波导的参数窗口,讨论激光参数和波导特性之间的关系.研究结果表明,采用狭缝整形焦点技术辅助20×显微物镜横向刻写,当写入脉冲激光能量固定为1.8 μJ时,光波导可以在写入速度从10 μm/s至160 μm/s的窗口范围内实现,当固定写入速度为40 μm/s时,直写波导的脉冲能量范围为1.6 μJ-2.0 μJ,而写入波导的深度在距表面为125 μm-200 μm时,波导制备效果最佳.通过端耦合系统测得波导近场模式分布,结果显示激光刻写波导的近场模式分布对称,导光特性良好.根据近场模式图片采用有限差分方法计算了波导区域的折射率修改分布,所制备波导中折射率修改值最高为Δn=6.6×10-4.根据截断测量法,所制备波导的传播损耗低至0.91 dB/cm.
2 实验装置介绍
波导制备实验装置如图1所示,加工光源采用钛蓝宝石激光放大系统(Spitfire,Spectra Physics),激光输出参数为:重复频率1 kHz,光谱宽度12 nm,中心波长800 nm,脉冲宽度120 fs.输出的脉冲激光首先通过由800 nm的1/2 λ波片和800 nm的偏振器组成的能量调节器,精确控制加工脉冲激光的能量,加工透镜之前由计算机控制的快门来控制激光对样品的辐照时间,加工透镜采用20×显微物镜 (Mitutoyo,work distance = 20 mm,NA = 0.42,f = 10 mm).实验采用的样品为掺铒磷酸盐玻璃 (Er3+:2 % wt.,10 mm×8 mm×3.5 mm),被固定在一个三维精密位移平台(Physik Instrumente)上,可以平行于激光传播方向或者垂直于激光传播方向移动.这里要指出的是,由于实验采用垂直于激光传播方向的横向刻写方式,所以在加工透镜之前放置的狭缝起到了整形激光焦点形状的作用.其位置在加工物镜像方主平面后10 cm处,狭缝宽度为450 μm.文中所涉及到的加工激光的脉冲宽度和能量均为显微物镜之后测得.波导加工长度为9 mm,在波导两端均与玻璃表面有500 μm间隙,避免了测试波导近场模式和插入损耗时两端抛光处理.在波导上方通过CCD相机结合相位对比显微镜 (Olympus BX51)可以实时观测加工过程及所制备波导的形貌等特征.近场模式测量采用经典的端耦合装置,光源采用非相干的LED光源及尾纤输出的976 nm的半导体LD光源,通过f=13mm的短焦非球面镜注入波导一端,在另一端用10 ×显微物镜将波导的近场模式成像到CCD相机,以获得波导近场模式分布.
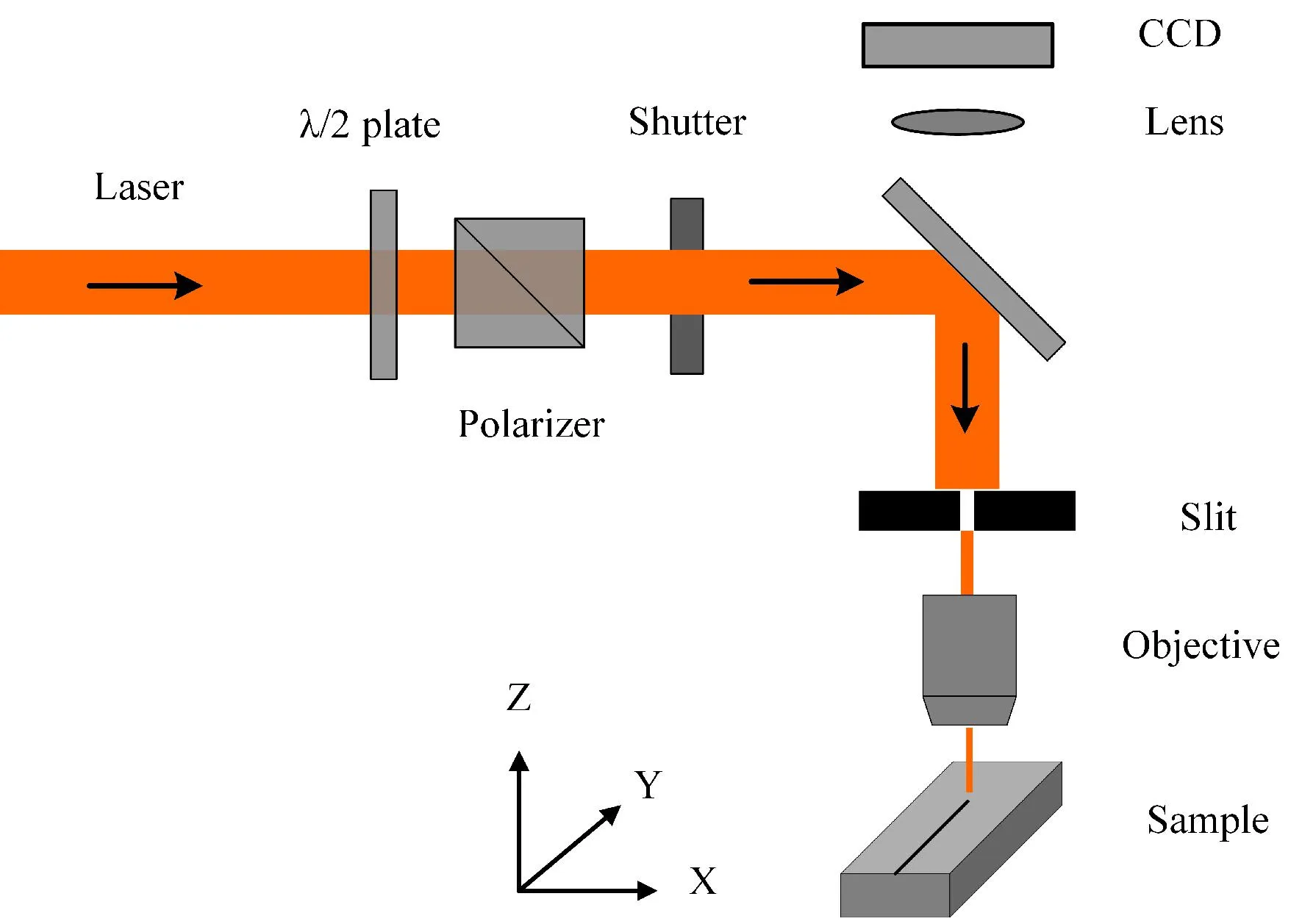
图1 超短脉冲激光直写波导实验装置示意图.图中样品移动沿Y方向,CCD是电荷耦合器件,用于实时观察波导刻写过程.
3 实验结果及分析
3.1 波导写入参数窗口研究
波导的写入制备主要由写入脉冲的能量大小、波导与激光焦点的空间相对位移速度即写入速度、写入激光的脉冲宽度以及激光焦点在玻璃样品中的深度位置等几个重要参数决定.因此重点讨论以上几个参数对波导制备的影响,同时给出波导的制备参数范围.
3.1.1写入速度对波导形成的影响
写入激光为超短脉冲放大系统输出的超短脉冲激光,调节放大器压缩光栅空间位置,控制注入至样品表面的脉冲宽度为120 fs,并且将狭缝整形的激光焦点固定在样品表面下200 μm,同时固定写入激光的脉冲能量为1.8 μJ,采用不同的写入速度制备波导.实验结果如图2所示,当写入速度为10 μm/s时,制备波导形貌表现出明显的损伤痕迹,在波导侧面相位对比显微图片(PCM)图片中显示的激光刻写痕迹中既有灰色的正折射率修改也有白色的负折射率修改,说明此时沉积到单位长度的脉冲能量过高,超过了材料损伤阈值,不仅有正折射率修改还出现了基底玻璃材料结构的破坏,虽然后续波导近场模式测量显示波导仍可导通,但是其不规则的形貌会增加波导的传输损耗;继续增加写入速度,在写入速度为20 μm/s时,波导侧面PCM图显示波导形貌规则且激光写入区域为灰色轨迹,说明在此参数之下,仅出现折射率修改,激光焦点区域折射率修改为正值且均匀性较好;当写入速度提高至40 μm/s时,波导PCM图显示仍然保持均匀的灰色轨迹,其灰度略低于20 μm/s时的波导轨迹,这也说明沉积到单位长度的能量降低之后,对应的波导正折射率修改会相应降低;继续增加波导写入的速度至80 μm/s和160 μm/s,波导侧面PCM均表现为规则均匀的灰色轨迹,只是灰度会随速度增加而逐渐降低,但仍然为正折射率修改,定量的折射率修改规律会在下文中利用波导近场模式反推折射率进行详细的讨论;若刻写速度超过160 μm/s后,PCM图片显示激光焦点扫过区域内几乎没有折射率修改,近场模式测量显示对应区域也没有出现波导导通现象,说明此参数下的激光辐照量不足以引起波导正折射率的修改.因此,在写入激光脉冲固定为1.8 μJ时,写入速度的窗口范围为10 μm/s-160 μm/s,在20 μm/s-80 μm/s范围内波导刻写效果更佳.

图2 写入激光脉冲能量固定为1.8 μJ时,不同写入速度下波导的侧面PCM图.
3.1.2写入脉冲能量对波导形成的影响
保持写入激光的脉宽仍然为120 fs,写入深度距样品表面仍为200 μm,控制写入速度为40 μm/s,考察波导写入脉冲能量对波导形成的影响.当写入脉冲能量低于1.6 μJ时,激光焦点轨迹上没有任何折射率修改,说明激光能量不足以引起基底材料的折射率修改.增加脉冲能量至1.6 μJ,激光焦点轨迹区域出现了灰色痕迹代表的正折射率修改,如图3(a)所示,说明能量已经达到磷酸盐基底玻璃折射率修改阈值;图3(b)显示脉冲能量为1.7 μJ时,波导的侧面PCM图,相较于1.6 μJ的脉冲能量对应的波导侧面PCM图,波导轨迹的灰度值略微增加,这是因为沉积的能量更多,带来的正折射率修改更大;如图3 (c)和 (d)所示,增加能量至1.8 μJ和1.9 μJ,波导区域的灰度值持续增加,说明增加能量有助于提高波导区域的折射率增加;当脉冲能量增加至2.0 μJ时如图3 (e)所示,波导轨迹上出现了部分损伤痕迹,说明此时激光脉冲能量过高,达到了材料结构损伤阈值,出现不均匀分布的损伤,增加了波导的传输损耗.上述实验结果表明,波导对写入激光脉冲能量极为敏感,其窗口范围仅为1.6 μJ-2.0 μJ,其中在1.7 μJ-1.9 μJ范围内,波导制备效果更好.
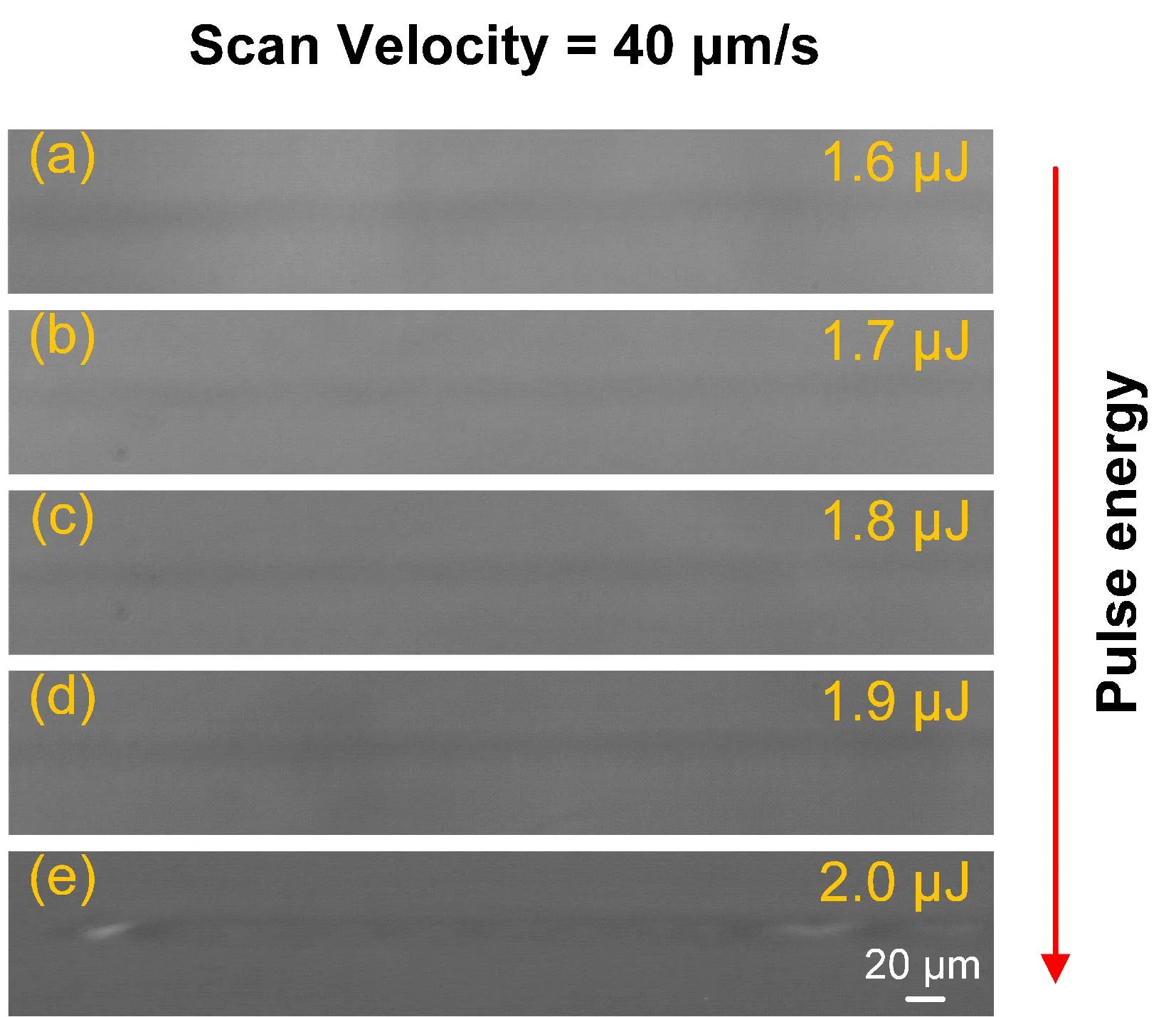
图3 写入速度固定为40 μm/s时,不同脉冲能量下波导的侧面PCM图.
3.1.3写入激光脉宽对波导形成的影响
实验中我们同样讨论了波导制备与写入激光的脉冲宽度依赖关系,发现当激光放大系统调节到最窄脉冲宽度120 fs时,所制备波导正折射率修改明显且有较大的写入速度窗口,但增加脉冲至150 fs以上之后,波导区域的折射率修改明显降低且写入速度窗口范围缩小,这一实验结果与熔石英玻璃等硅酸盐玻璃基底材料结果类似,均在<150 fs的窄脉宽时才会有明显的正折射率修改,且激光脉冲脉宽窗口极窄,因此本实验将写入激光的脉冲宽度固定为系统最窄输出脉宽值120 fs,以获得较好的波导制备效果.
3.1.4写入深度对波导形成的影响
由于采用了横向写入结合狭缝整形技术,波导距表面的写入深度也是需要考虑的重要参量,实验中采用了125 μm,200 μm,275 μm,325 μm以及375 μm五个不同深度的参数来研究其对波导制备特别是横截面形貌的影响,图4给出了不同深度的波导侧面PCM图片以及波导端面的形貌图,可以看出125 μm和200 μm深度的波导,横截面保持了较好的圆对称性,随着波导深度增加,横截面对称性逐渐降低,这是因为玻璃表面对聚焦激光有像差,在200 μm以内深度的焦点刚好球差最小,同时从侧面PCM也可以看出,在此范围内所波导对应的折射率修改更为明显,也说明同样的脉冲能量沉积在了更小的焦长范围内从而引起更大的折射率修改.因此写入深度窗口最优为125 μm-200 μm.
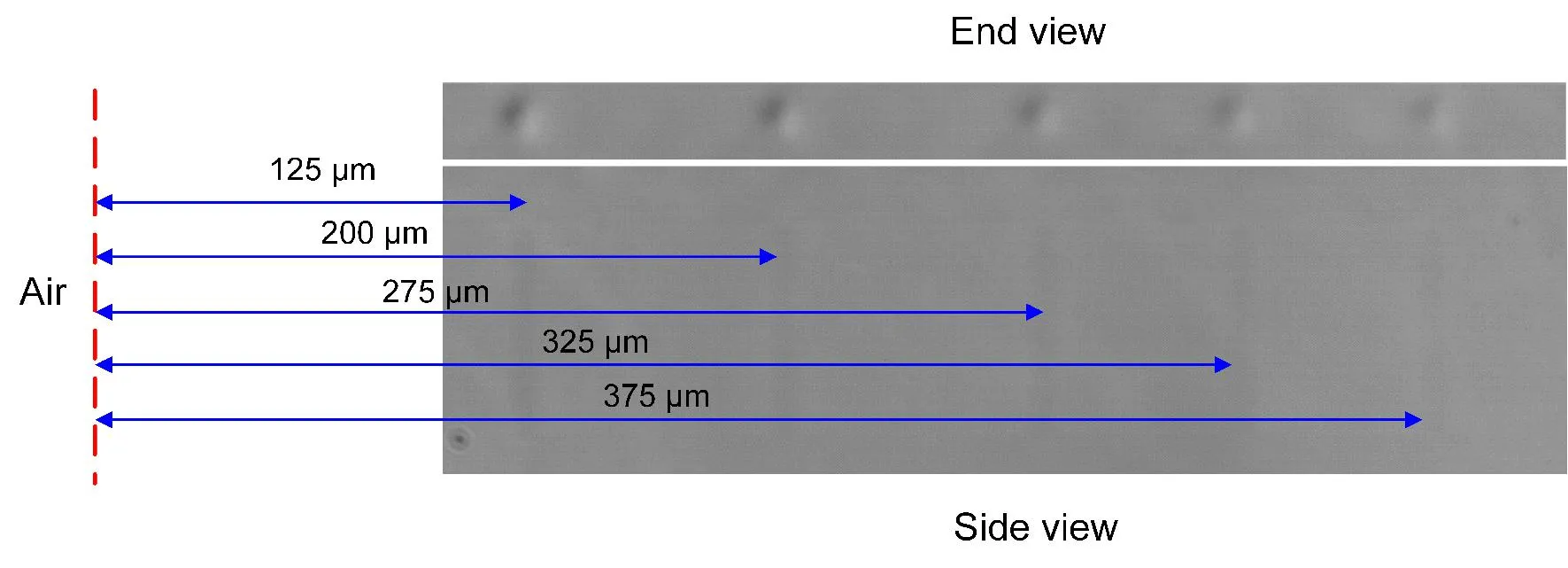
图4 固定写入激光脉冲能量为1.8 μJ和写入速度为40 μm/s,不同写入深度下波导横截面形貌显微镜和侧面PCM图.
3.2 波导导模特性研究
除了以波导的侧面PCM图以及横截面形貌图来衡量波导的基本特性,波导的导光特性是衡量波导质量优劣的重要指标,图5 (a)和 (b)分别给出了以写入激光脉冲能量为1.8 μJ和写入速度为40 μm/s的参数所制备波导的非相干LED白光近场模式图以及976 nm半导体激光近场模式图.图5 (a)中可以看到在可见光波段,波导导光良好,且横截面形貌整齐均匀,没有损伤痕迹.图5(b)显示波导在976 nm的近红外激光波段,具有良好的导通特性,激光近场模式对称,呈基模高斯分布,近场模式直径约为17.8 μm(1/e2全宽度).
为了进一步研究激光加工过程中对波导区域的折射率修改情况,本文基于有限差分方法[34],根据波导近场模式强度分布,计算了波导横截面折射率修改分布情况.图6为根据图5(b)所示的近场模式强度分布,反推计算了基底材料在1.8 μJ的写入脉冲能量以及40 μm/s写入速度条件下的折射率修改分布.由图可以看到波导区域的折射率修改与近场模式类似,呈中心对称分布,中心部分折射率修改最大值为Δn=4.76×10-4.随着远离中心位置,其折射率修改量逐渐降低,因为激光焦点能量分布仍呈高斯对称分布,中心区域的脉冲峰值功率最高,由其带来的非线性吸收和等离子体能量也越高,与基底材料网络结构的作用也就越强烈,引起的折射率修改也就越大,其折射率修改也呈对称分布,直径约为18 μm左右,与图5 (b)所示的近场模式强度分布吻合.这里还值得注意的一点是,波导和基底的交界区域出现了环形的折射率降低修改区域 (图6中显示为蓝色环状区域),其折射率低于基底材料的折射率,原因是,波导中心区域由于脉冲激光作用产生致密化现象,导致材料由波导边缘向中心部分向内压缩,波导边缘部分的材料密度降低,折射率下降,产生环形折射率降低区域.此现象同时会增加波导芯层和包层的折射率差值,提高波导对光的限制能力,有利于获得良好的波导导光模式.
采用上文所述有限差分方法,根据波导近场强度分布,计算了不同写入参数下所制备波导的折射率修改分布图.图7 (a)给出了在固定写入脉冲能量为1.8 μJ条件下,不同写入速度与所制备波导的折射率修改关系.可以看到,在写入速度为10 μm/s时,激光刻写波导的折射率中心最大值最高,达到5.97×10-4.随着写入速度逐渐增加,折射率修改最大值逐渐降低,这是由于写入速度增加导致沉积到单位长度的脉冲能量降低,对区域内折射率的修改也逐渐降低,对光束的限制能力也逐渐降低;当写入速度为160 μm/s时,折射率修改量低至1.5×10-4,如果继续增加写入速度,则激光焦点扫描痕迹内折射率几乎没有修改,不会形成波导.图7(b)给出了固定写入速度为40 μm/s条件下,不同写入脉冲能量与所制备的波导的折射率修改关系.由图可知,在写入脉冲能量为1.6 μJ时,制备波导的中心折射率修改值最低,为3.36×10-4.随着写入脉冲能量逐渐增加,波导区域的折射率修改最大值也逐渐增加;当脉冲能量为2.0 μJ时,可达到6.6×10-4,因为在相同写入速度下,提高脉冲能量可以增加波导区域沉积的激光能量,增加波导折射率修改幅度.当脉冲能量低于1.6 μJ时,不足以引起材料折射率修改,当脉冲能量超过2.0 μJ时,会出现材料损伤,引起传输损耗明显增加.
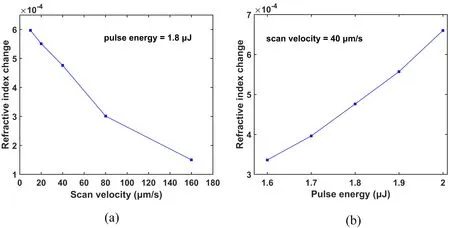
图7 (a)写入激光脉冲能量固定为1.8 μJ时,波导折射率修改随写入速度的变化关系;(b)写入速度固定为40 μm/s时,波导折射率修改随写入激光脉冲能量的变化关系.
3.3 波导传输损耗特性研究
实验中同一刻写参数下分别制备了5 mm,6 mm,7 mm,8 mm,9 mm五种不同长度的波导,采用截断测量法评估所制备波导的传输损耗.各波导的入射端距样品表面都保持500 μm的距离,各波导出射端口在样品内部不同位置,样品两侧表面做抛光处理,减小测量误差.在波导入射端口采用端耦合方式通过短焦透镜(f=10 mm)对波导注入1030 nm激光,以避免Er3+离子在976 nm的吸收峰对传输损耗测量的影响,不同长度波导保持相同注入条件(相同功率激光和相同焦距注入透镜),成像所用CCD相机更换为激光功率计,测量各波导输出端的激光功率,从而获得各波导的插入损耗.图8给出了以写入脉冲能量为1.8 μJ,写入速度为40 μm/s时制备的不同长度的波导插入损耗.对插入损耗数据做线性拟合,其斜率代表此参数所制备波导的传输损耗,即0.96 dB/cm,其截距1.56 dB代表制备波导的耦合损耗,耦合损耗是由于注入激光的模式和波导模式之间的差异以及样品两侧表面的菲涅尔反射带来的.
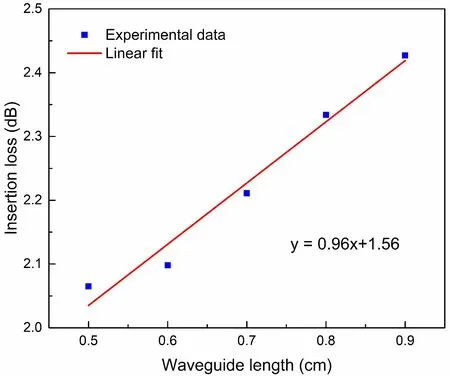
图8 以写入激光脉冲能量为1.8 μJ和写入速度为40 μm/s所制备不同长度波导的插入损耗及传输损耗拟合.
根据上述截断损耗测量法,表1和表2分别给出了图2和图3中不同参数所制备波导的传输损耗.从表1中可以看出,写入脉冲能量固定为1.8 μJ时,在20 μm/s-160 μm/s的写入速度范围内,波导传输损耗随着写入速度增加而逐渐增加,这是因为波导写入速度增加,对应波导区域正折射率修改值逐渐降低,波导对光的限制能力也逐渐降低,波导模场直径会逐渐增加,而更大的模场区域会带来更多的散射损耗,从而传输损耗逐渐增加;而写入速度为10 μm/s时,波导区域折射率修改更大,波导限制光能力更强,但是从图2 (a)中PCM图片可知,高能量脉冲的沉积同时会带来部分区域出现损伤痕迹,这种损伤对于波导的均匀性影响明显,会带来更大的散射损耗.因此,波导传输损耗升高至1.91 dB/cm.表2中,波导写入速度固定为40 μm/s,在1.6 μJ-1.9 μJ的写入脉冲能量范围内,波导传输损耗随着写入脉冲能量增加而逐渐降低,这是由于波导写入脉冲能量增加,超短脉冲激光对材料折射率修改值也逐渐增加,波导对光的限制能力逐渐提高,波导的模场直径逐渐减小,较小的模场区域降低了对光的散射损耗,因此波导传输损耗逐渐降低;当写入脉冲达到2.0 μJ时,波导区域折射率修改更大,模场直径更小,但是图3(e)所示波导PCM图片显示波导轨迹出现部分损伤,这种损伤带来了较大的散射损耗,波导传播损耗增加至2.0 dB/cm.
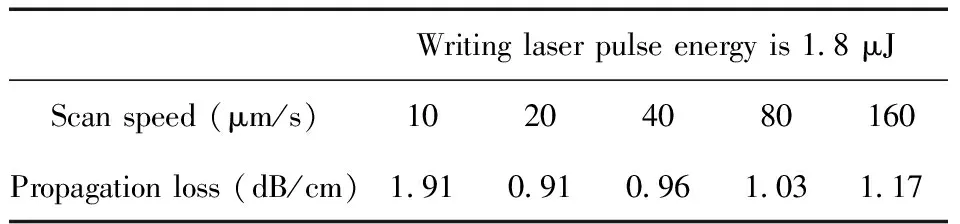
表1 写入激光脉冲能量为1.8 μJ,不同写入速度制备波导对应的传播损耗

表2 写入速度为40 μm/s,不同写入激光脉冲能量制备波导对应的传播损耗
4 结 论
本文采用狭缝整形横向写入方式,用超短脉冲激光在掺Er3+磷酸盐玻璃内部制备了掩埋光波导结构,并详细研究了写入脉冲能量、写入速度、脉冲宽度以及刻写深度对波导形成的影响.实验结果显示写入激光脉冲宽度为120 fs和写入深度在125 μm-200 μm范围时,波导制备效果最佳;在此参数下,控制写入激光脉冲能量为1.8 μJ时,波导制备的写入速度窗口为10 μm/s-160 μm/s;在写入速度固定为40 μm/s时,波导制备的写入脉冲能量窗口为1.6 μJ-2.0 μJ.近场模式测量结果表明波导导光性能良好,近场模式对称分布.有限差分方法反推波导折射率分布显示所制备波导中折射率修改值最高达到Δn=6.6×10-4.根据截断测量法评估波导传播损耗,所制备波导的传播损耗低至0.91 dB/cm.实验结果表明在掺Er3+磷酸盐玻璃内部可以写入低传输损耗的单模光波导,为下一步实现波导激光器和波导放大器等主动光波导器件提供了有力技术支持.
猜你喜欢
河北省科学院学报(2020年1期)2020-05-25
电子制作(2016年11期)2016-11-07
新闻传播(2016年11期)2016-07-10
制导与引信(2016年3期)2016-03-20
山西大同大学学报(自然科学版)(2016年6期)2016-01-30
云南电力技术(2015年2期)2015-08-23
电测与仪表(2015年20期)2015-04-09
物理实验(2015年9期)2015-02-28
中国眼镜科技杂志(2014年8期)2014-09-08
电测与仪表(2014年14期)2014-04-04