基于三维扫描及3D 打印的文物数字化保存与逆向修复技术研究与应用
2024-01-10 10:08姜宽舒宋元山孟德伟何成勇
科学技术创新 2024年2期
姜宽舒,于 泓*,宋元山,孟德伟,丁 皓,何成勇
(1.江苏农林职业技术学院,江苏句容;2.江苏省现代农业装备工程中心,江苏句容)
引言
我国是一个拥有五千年历史文化的古国,文物对我们来说有着重要的意义,它不仅是历史的见证者,它还承载了大量的历史信息。文物是不可再生资源,并且文物在出土后也难于长久保存。文物的数字化技术的出现为文物保护开辟了新的途径。在文物的数字模型基础上,可以进行虚拟展示、文物修复、文物检索等研究,为文物的共享、传播与研究提供了便利方式[1]。
三维激光扫描是融合了光、机、电和计算机技术于一体的高精度立体扫描技术,将获取的物体表面点云信息转化为计算机可直接处理的信号,重新构建物体的数字化三维模型[2-3]。三维激光扫描技术能够快速、高精度的获取被测物的表面信息,完整的复原物体,被用于文物修复、变形维修、精密测量等领域[4]。由于三维扫描技术具有数据采样迅速、精确度高、受外界影响小、非接触式测量等优点,成为近年来文物保护领域用于文物数字化保存及修复的重要技术手段[5-6]。三维扫描应用于文物保护及修复的技术流程如图1所示。
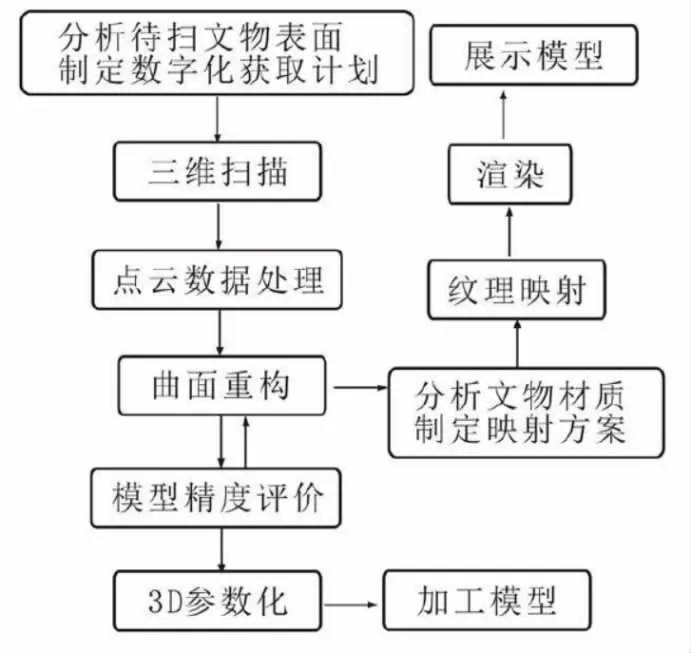
图1 三维扫描及3D 打印技术的文物保护与修复技术流程
3D 打印技术是使用一定材料如塑料、金属粉末、仿生组织,依照数字三维模型,通过分层切片逐层打印堆叠而成的快速成型技术[7]。3D 打印技术能够在不直接接触文物自身的条件下,配合三维扫描技术,通过使用数字软件和特定的材料,将物体复杂的形状直接打印出来,这项数字技术对形状特殊、复杂的珍贵文物保护和复制有着重要意义[8-9]。本文以文物古铜环的三维扫描检测与逆向修复为例,描述三维扫描和3D 打印技术在文物保护领域的具体应用,为文物的数字化保存展示和检测鉴定修复提供理论和实践参考。
1 文物扫描与三维逆向重构
1.1 三维扫描设备
在工业检测领域根据扫描及结构形式的不同,目前主流的三维扫描仪的分类有:接触式测量扫描仪、手持式三维激光扫描仪、桌面结构光拍照式扫描仪三种[10]。其中手持式三维激光扫描仪、桌面结构光式扫描仪属于非接触式扫描仪,适用于文物数字化保护无损检测。桌面结构光拍照式扫描仪,扫描物体的时候一次性扫描一个测量面,快速简洁,扫描精度高于手持式三维激光扫描仪。其工作过程类似于照相过程,扫描速度非常快,几秒内便可以获取百万多个测量点,基于多视角的测量数据拼接则可以完成物体360°扫描。
为保障文物扫描数据的快速性和精确性,本安妮采用VTOP 200T 桌面结构光式三维激光扫描仪,如图2 所示。扫描方式为非接触式蓝光三维扫描,扫描仪最高拼接测量精度为0.01 mm,采集范围为400 mm*270 mm*270 mm,分辨率为500 万像素。

图2 结构光三维激光扫描仪
1.2 扫描采集数据原理
三维激光扫描仪的主要构造是由一台高速精确的激光测距仪,配上一组可以引导激光并以均匀角速度扫描的反射棱镜。激光测距仪主动发射激光,同时接受由自然物表面反射的信号从而可以进行测距,针对每一个扫描点可测得测距仪至扫描点的斜距,再配合扫描的水平和垂直方向角,可以得到每一扫描点与测距仪的空间相对坐标[11]。如果测距仪的空间坐标是已知的,那么则可以求得每一个扫描点的三维坐标。测量原理如图3 所示。
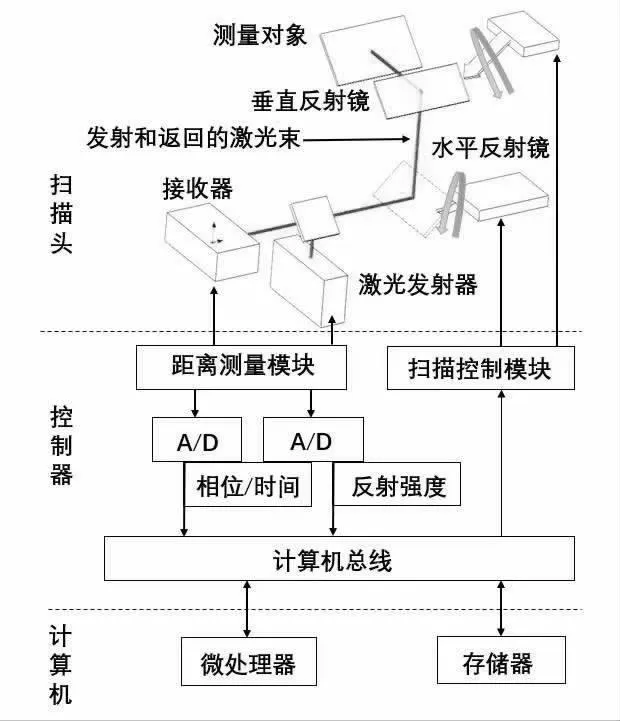
图3 扫描仪测量的基本原理
三维激光扫描仪发射器发出一个激光脉冲信号,经物体表面漫反射后,沿几乎相同的路径反向传回到接收器,可以计算目标点P 与扫描仪距离S,控制编码器同步测量每个激光脉冲横向扫描角度观测值α 和纵向扫描角度观测值β。三维激光扫描测量一般为仪器自定义坐标系。X 轴在横向扫描面内,Y 轴在横向扫描面内与X 轴垂直,Z 轴与横向扫描面垂直。获得P的坐标(Xp,Yp,Zp),如图4 所示。进而转换成绝对坐标系中的三维空间位置坐标或三维模型。
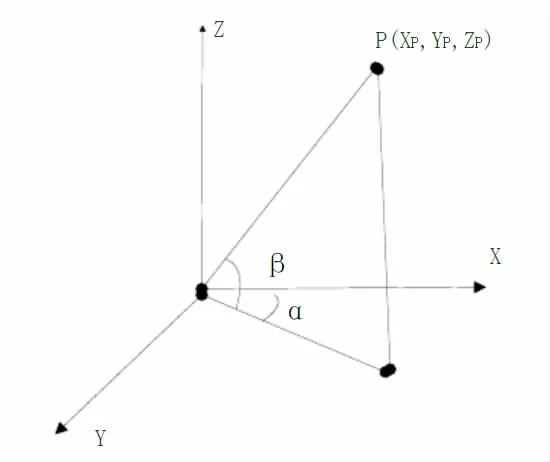
图4 扫描点坐标计算原理
1.3 数字化扫描保存的文物
本案例扫描修复选用的文物为明代的古铜环,材质为黄铜,结构为圆环状,表面有铸造和雕刻精美的云纹样式,局部有氧化锈蚀现象。最大长宽尺寸为550 mm*350 mm。现收藏于句容市博物馆,文物实物如图5 所示。本文拟对此古铜环文物进行三维激光扫描以及逆向模型重建,实现文物的数字化保存。同时对锈蚀缺失部分进行三维模型修补,出具偏差检测报告,最后以FDM 3D 打印的形式对古铜环仿制重现。

图5 古铜环文物实物
1.4 方法与流程
1.4.1 贴标记点扫描
为保证三维扫描过程中多幅面点云数据之间的准确拼接,需对古铜环表面进行标记点的贴定,为了保证拼接数据的完整性,拼接过渡处的标记点应该不少于3 个,且应呈现V 字形分布,并在必要时使用磁粉显影剂。扫描前进行软件参数设置和扫描仪的激发发射器的位置调试标定。通过调整扫描解析度和曝光参数,解析度越小,扫描细节越丰富,数据量也越大。使用结构光三维扫描仪对贴点后的古铜环表面进行激光扫描,获取古铜环的结构点云数据。实现文物的数字化留存与保护,如图6 所示。
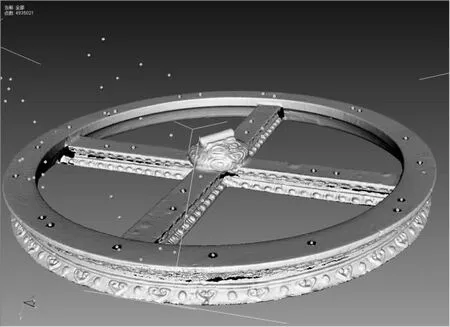
图6 三维扫描原始点云数据
1.4.2 点云数据后处理
将扫描获取的古铜环点云数据导入到Geomagic Wrap 后处理软件中,对扫描的点云数据进行处理。去除扫描过程中的非连接项和体外孤点等杂点,同时点云数据中存在偏离原曲面的异常数据点,利用修复法线的命令来重新计算法线,进一步对点云数据进行平滑降噪处理。消除面片上的杂点,降低面片的粗糙度。最后将处理完毕的点云数据封装成三角面片形式,填充扫描过程中的所有孔洞,并输出对应的STL 文件,如图7 所示。

图7 点云后处理封装
1.4.3 文物三维逆向建模
为了将古铜环文物三维逆向模型重建,将处理后的STL 文件,导入到逆向软件Geomagic Design X 中,建立面片草图和3D 面片草图,结合面片拟合、拉伸回转及布尔运算等命令方式,对古铜环进行逆向建模重构。同时对原文物中锈蚀缺失的部分,利用软件中参考阵列及镜像等方式进行特征复制修补,最终输出STP 格式的实体文件,如图8 所示。生成的实体文件可以用于机械数控加工或者3D 打印快速成型,实现文物的逆向修复与仿品展示。同时将逆向建模的古铜环实体和三维扫描设备采集的原始点云数据进行最佳拟合状态下的体偏差检测,校核逆向建模的精度和离散型偏差。
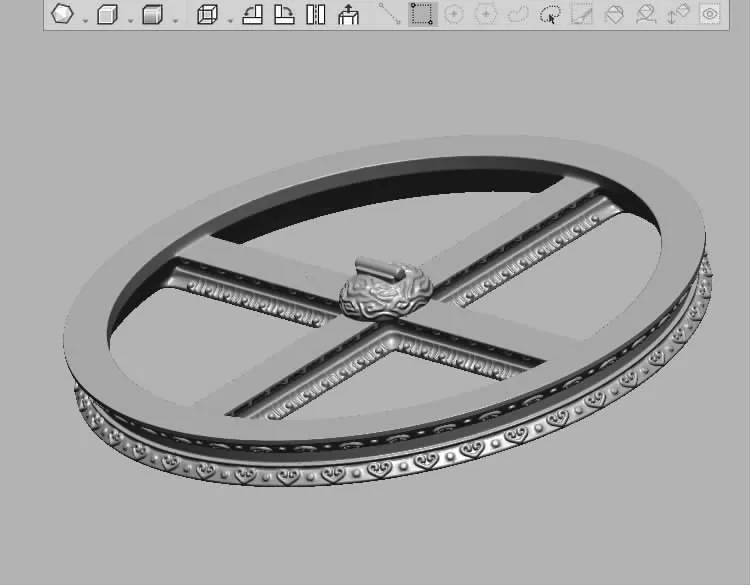
图8 古铜环逆向建模重构
2 偏差检测与分析
2.1 逆向重构体偏差检测
逆向工程建模的实体与三维扫描设备采集的原始点云数据拟合,进行总体偏差精度检测。三维对比的结果通过检测云图显示,如图9 所示。最大偏差临界值设置为1 mm,最小偏差临界值为-1 mm,最大名义值设为0.2 mm,最小名义值设为-0.2 mm。通过偏差检测云图可知,偏差检测的平均偏差为-0.421 7 mm~0.332 8 mm,最大尺寸偏差区间为-3.040 0 mm~2.879 6 mm。标准偏差为0.446 0 mm。对模型进行整体误差分析,得到的偏差数值分布如表1 所示。根据机械设计及公差经验可知,若整体偏差百分比和标准偏差百分比之和在名义值设定范围内超过90%,则检测偏差在允许的误差范围之内,古铜环逆向重构建模的精度符合项目工程精度要求。
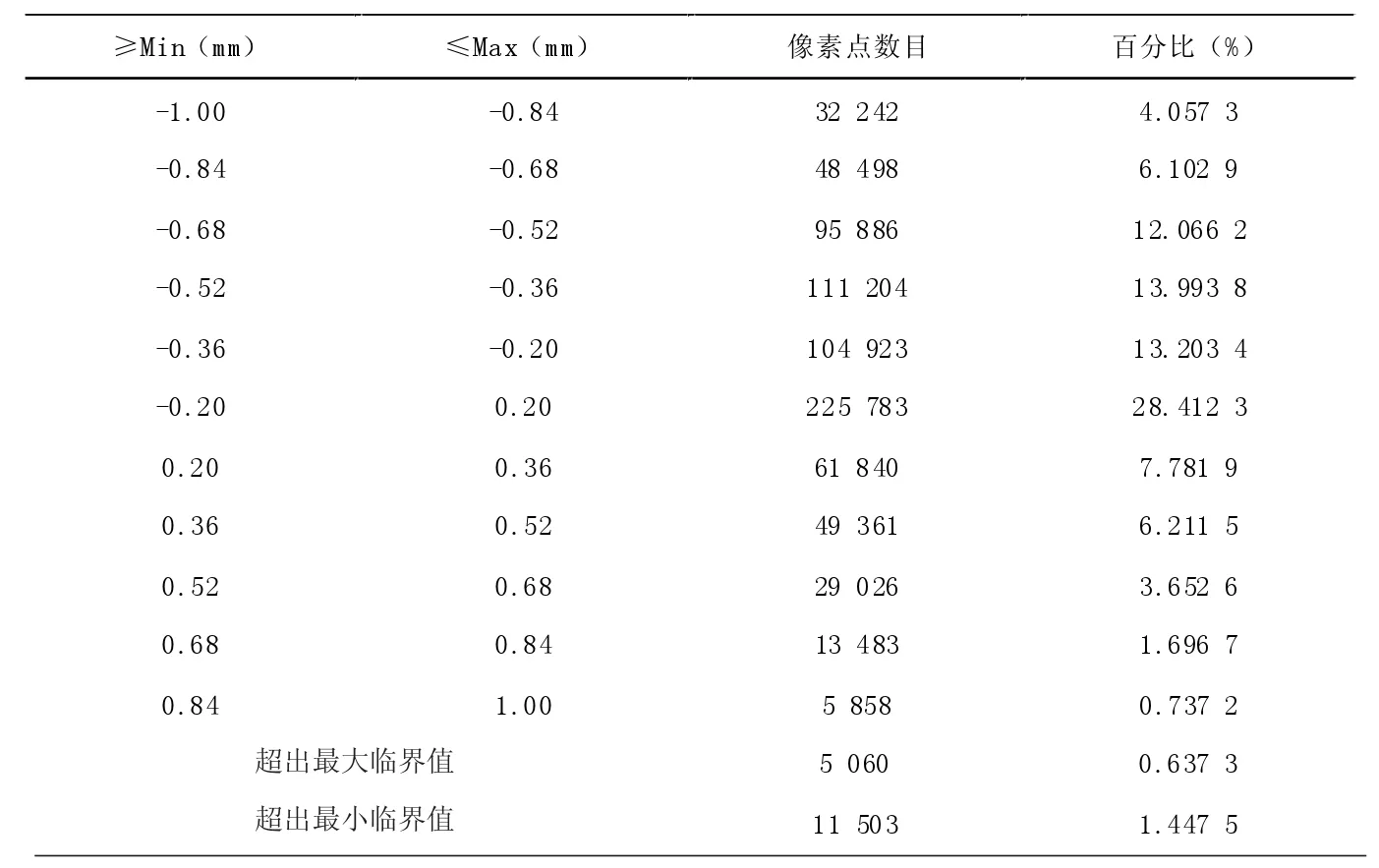
表1 整体误差分析

图9 逆向建模体偏差检测云图
拟合对比临界值范围内的偏差分布和标准偏差分布柱状图,如图10、图11 所示。其中横坐标为偏差数值,纵坐标为对应偏差的点云占所有点云数目的百分比。从模型整体偏差和标准偏差的百分比分布可以看出,误差在±1 mm 范围内的数据点占所有数据点的98%,并且在预先设定的误差范围评定指标内,符合要求。
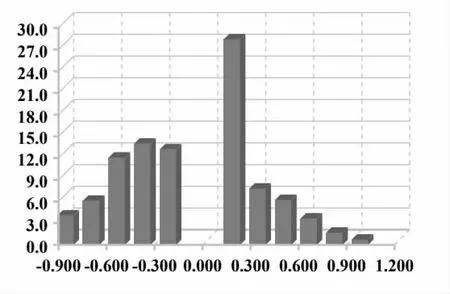
图10 临界范围内整体偏差百分比分布
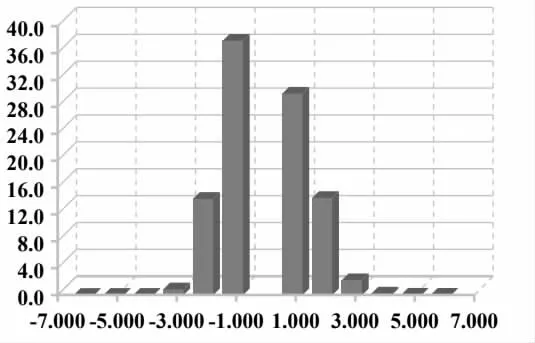
图11 临界范围内整体标准偏差百分比分布
2.2 3D 偏差分析
在偏差检测软件Geomagic Control 中,对逆向建模的古铜环的主要特征结构进行进一步的三维偏差比较分析,如图12 所示。在逆向建模的古铜环拟合对比的多个特征结构插入检测点,计算对应检测点的空间三坐标偏差,验证三维逆向重构的合理性,如表2所示。
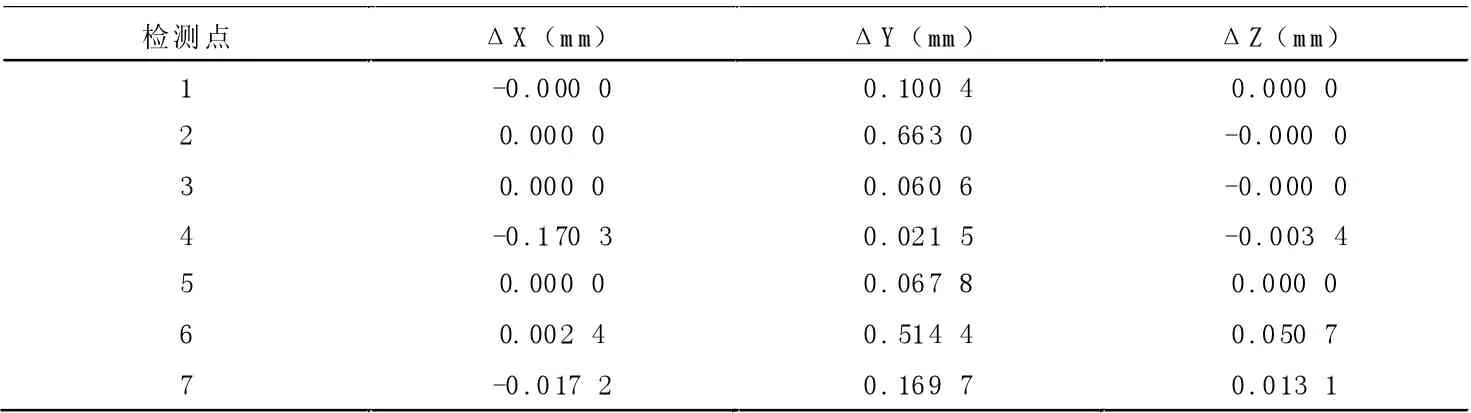
表2 3D 偏差检测点三坐标偏差数值
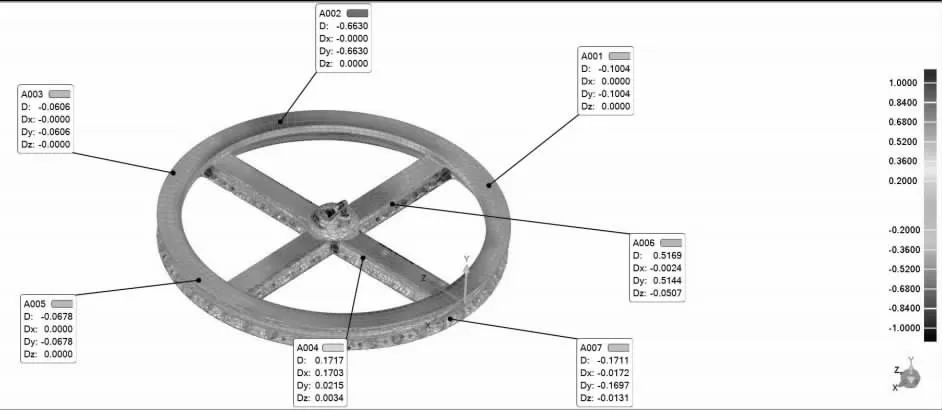
图12 3D 偏差检测云图
由图12 和表2 中的3D 检测数据可知,古铜环逆向建模的主要结构部位的3D 偏差大部分都在-0.2 mm~0.2 mm 之间,偏差云图分布合理。最大误差值为0.663 0 mm,且所占尺寸比例较小,对整体的精度影响不大,故建模精度符合要求。
2.3 2D 偏差分析
为进一步验证古铜环逆向建模特征的合理性,对古铜环模型进行二维偏差比较分析,通过XOY 平面对古铜环模型进行2D 截取,在Geomagic Control 中分析二维截面中模型相对于原始点云数据的实际偏差,计算出2D 偏差检测云图,如图13 所示。二维检测点实际偏差统计如表3 所示。
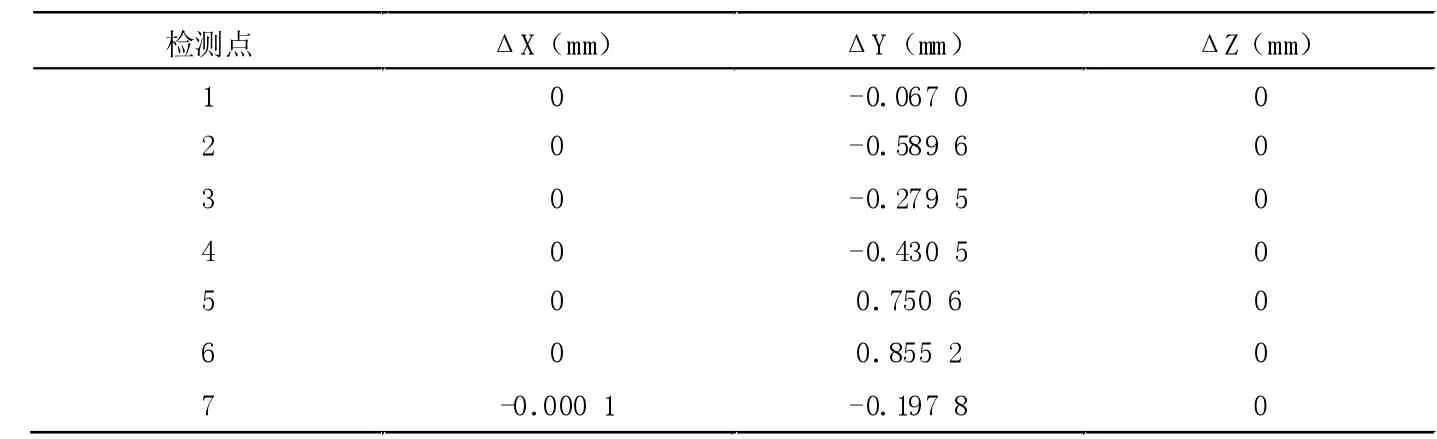
表3 XOY 截面2D 偏差检测点三坐标数值
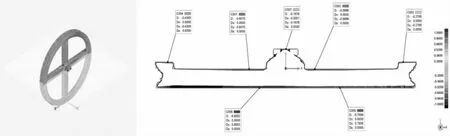
图13 XOY 平面2D 偏差检测云图
由图13 和表3 的2D 检测数据可知,古铜环逆向建模在XOY 截面的偏差绝大部分都在-0.2 mm~0.2 mm 之间,偏差云图分布合理。最大误差值为0.855 2 mm,且所占尺寸比例较小,对整体的精度影响不大,2D 偏差检测精度符合要求。
3 3D 打印逆向修复
为实现文物的仿真实物重建,本文采用增材制造快速成型的方式,对逆向三维重构的模型进行3D打印。选取的3D 打印机型号为WEEDO-F152PLUS 的熔融沉积式FDM 桌面打印机,打印采用的材料为PLA 可塑性塑料。WEEDOF152PLUS 理论标称可打印物体尺寸范围是其打印喷头最大的三维行程范围:宽度为200 mm,深度为200 mm,高度为180 mm。 将古铜环逆向建模的模型保存为stl 文件格式,将其导入到3D 打印的切片软件中进行切片处理。切片处理是对模型进行数据转化,并对模型的打印参数进行合理设置,参数的设置将直接影响古铜环模型的打印质量。为确保打印精度,将打印速度设为55 mm/s,层精度设为0.1 mm,填充率设为100%,加热盘的温度设置为50 ℃。结合PLA 材料的热力学特性,将喷头的加热温度设为200 ℃。具体参数设置如图14所示。古铜环逆向修复3D 打印模型如图15 所示。
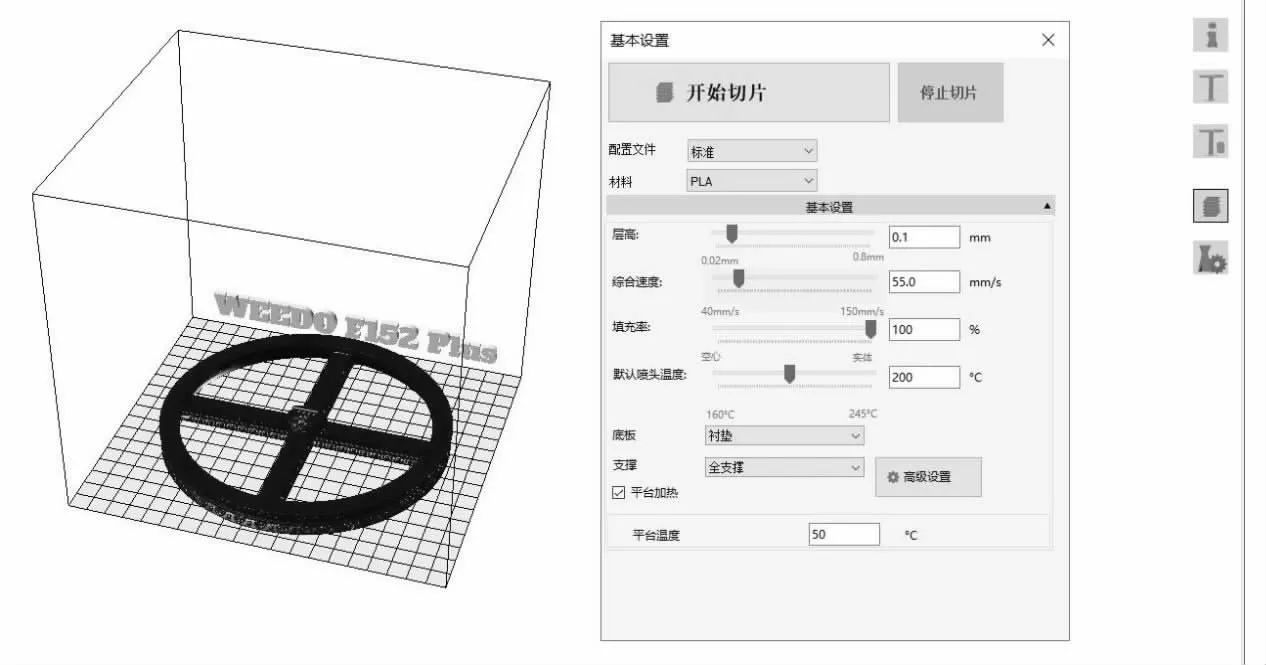
图14 3D 打印切片参数设置
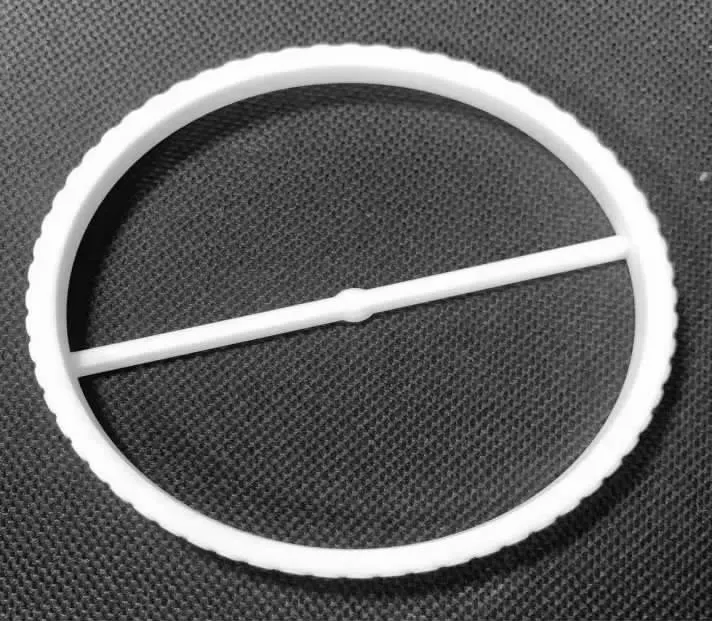
图15 古铜环3D 打印模型
4 结论
本文基于三维扫描和逆向工程技术,在分析定位和扫描原理的基础上,使用结构光三维扫描仪对文物(古铜环)进行激光扫描,获取古铜环的结构点云数据。通过点云处理软件Geomagic Wrap 和逆向工程软件Geomagic Design X 对古铜环进行逆向建模和特征修复,并将逆向建模的古铜环实体和三维扫描设备采集的原始点云数据进行最佳拟合状态下的体偏差检测,校核逆向建模的精度和尺寸偏差离散性。通过3D 和2D 的偏差检测云图显示,古铜环逆向建模的平均偏差为-0.421 7 mm~0.332 8 mm,标准偏差为0.446 0 mm。尺寸偏差大部分处于-0.2 mm~0.2 mm 之间,逆向建模精度符合要求。使用WEEDO-F152PLUS 3D 打印机,在不直接接触文物自身的条件下,配合三维扫描技术,通过切片软件和特定的材料,对逆向建模的古铜环进行3D 实体打印,实现仿真建模修复。本文以三维扫描与逆向修复古铜环为例,研究三维扫描和3D 打印技术在文物保护领域的应用,为文物的数字化保存展示和仿真修复提供理论和实践参考。
猜你喜欢
音乐天地(音乐创作版)(2022年1期)2022-04-26
学生天地(2020年6期)2020-08-25
数学年刊A辑(中文版)(2020年2期)2020-07-25
湖南城市学院学报(自然科学版)(2016年4期)2016-02-27
系统医学(2016年8期)2016-02-20
现代营销·经营版(2015年3期)2015-04-20
应用技术学报(2014年3期)2014-02-28
现代营销·经营版(2013年5期)2013-05-14
警察技术(2013年1期)2013-03-20
空间控制技术与应用(2010年3期)2010-12-23