
保暖衬衫生产中相关问题的分析与解决措施
2024-01-10 09:20:28李凤霞
国际纺织导报 2023年4期
李凤霞 秦 达
鲁泰纺织股份有限公司(中国)
新结构保暖衬衫保暖性好,适合秋冬季穿着。内胆与衬衫由纽扣连成一体,可根据季节、温度的变化随意选择脱卸或增加内胆穿着,倡导了衬衫穿着的新理念:以轻奢休闲为主,并在面料和工艺上创新,结合制作工艺,采用智能温控、舒适、弹性的复合保暖面料,内穿打底不臃肿,抗皱免烫,外穿有型,商务休闲,穿着更加舒适保暖,御寒防风。内胆常采用新型中空纤维织制的面料。新型中空纤维面料具有良好的保暖性能,结合衬衫新设计、新工艺及新技术的运用,可以实现服装产品的升级,提高产品的附加值。[1]
1 存在问题
1.1 保暖衬衫合格率低
企业生产保暖衬衫的生产工序多、流程长、操作复杂,又因部分保暖衬衫款式特殊,一次合格率较低。本公司(山东鲁泰纺织股份有限公司)的客户验货平均合格率仅为95.04%(表1),影响生产效率。

表1 本公司保暖衬衫的合格率
1.2 尺寸偏差大
保暖衬衫刚投产时没有标准、统一的操作手法及设备调试规程,尺寸偏差较大(±5%),而客户要求的偏差是±2%。
2 研究目的
保暖衬衫的材质、制作方法与普通衬衫存在很大的区别,若按普通衬衫的制作流程和方法进行制作,将会出现臃肿、不合体、穿着不舒适等诸多问题,导致合格率偏低。为此,本文尝试从保暖衬衫的服装样板调整、设备工具研制、裁剪方法、缝制方法及整烫方法角度,研究保暖衬衫的具体制作,以进一步提高合格率和生产效率。合格率目标是达到普通衬衫的合格率--97.5%,尺寸偏差达到客户要求的±2%。
3 研究过程
对保暖衬衫生产的研究从以下几方面进行。
3.1 控制内胆材料变形和尺寸变化
3.1.1 保暖衬衫内胆材料尺寸不稳定
保暖衬衫的内胆材料对保暖衬衫的保暖效果起着非常重要的作用,是保暖衬衫的核心。选择保暖衬衫的内胆材质时,需从多方面考虑,通常要求其手感厚实、滑糯,具有良好的亲肤性,同时衬衫穿着时需舒适自然,不显臃肿等。[2]保暖内胆常采用中空纤维新型面料,纤维结构使得织物具有良好的保温性能与导湿功能,其保温性能明显优于棉织物和常规涤纶织物,略优于羊毛,且透气性、抗起毛起球性及抗静电性能良好,且弹性好、蓬松、手感丰满。目前本公司加内胆衬衫的生产中,常发生由于内胆面料的特殊性,导致生产过程中内胆变形、尺寸不稳定的问题。通过试验,发现内胆与外层面料的缩率不同,内胆伸缩率大,在-2%左右,外层伸缩率小,在-0.7%左右,因此必须协调两者的缩率。大货投产前,需根据产前样的成品效果,对内胆和外层的尺寸进行调整。
3.1.2 保暖衬衫内胆材料先静放、后裁剪
基于衬衫内胆面料松软、易变形的特殊性质,经多次试验发现,裁剪拉布后应静置24 h后才可裁剪。
3.1.3 保暖衬衫内胆需黏衬定型、稳定尺寸
保暖衬衫由于内胆材料和外表面料成分完全不同,外表面料是正常的衬衫面料,内胆一般采用绒底面料,因此内胆容易变形、尺寸变大,故内胆需在适当位置加8007衬布,通常在内胆的肩缝(图1)、门襟、袖笼、底边处加8007衬布。
图1 内胆的肩缝加衬布
3.1.4 减小内胆与大身的缩率差异后的效果
采用3.1.3节介绍的方法改进后,内胆与外表面料伸缩率几乎一致,均在-0.7%左右。图2、图3所示为改进前后的保暖衬衫。

图2 保暖衬衫改进前

图3 保暖衬衫改进后
3.2 样板调整
3.2.1 女装
(1)以休闲格子面料的保暖女衬衫为例,女装结构复杂,还需兼顾保暖性和美观性,为此可通过省道转移的手法,对省道进行改良,如图4所示,在保证女性腰部柔软弧度的同时,还需确保底摆松量,使衬衫保暖的同时更加合体。
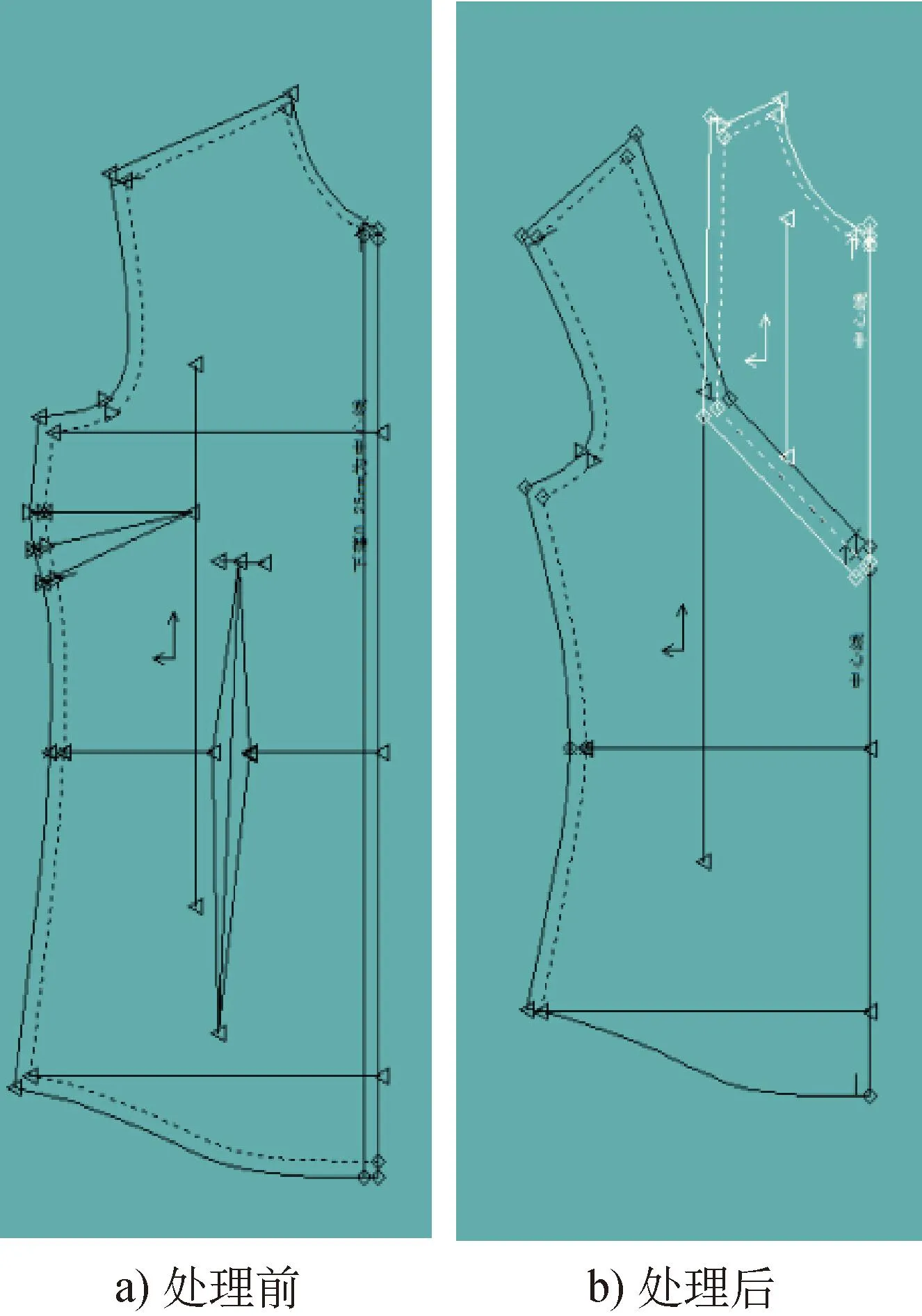
图4 样板处理
(2)侧缝弧度的弧高增加1~3 cm,使侧缝弧度更加明显,休闲感得以体现,与休闲格纹外层面料相得益彰。
3.2.2 加放量
保暖衬衫和普通衬衫不同,通过反复试验,发现保暖衬衫的内胆和外层面料的样板应有所不同。过肩里、底边里、腰里、袖里均指内胆的部位;过肩面、底边面、腰面、袖面均指外层面料的部位。由于内胆和外层面料的伸缩率不同,因此样板打制也不同:过肩里样板应比过肩面样板小0.2 cm;底边里样板应比底边面样板小0.5 cm;腰里样板应比腰面样板三周小0.5 cm;胸围里线需向上提升0.2 cm;袖里样板应比袖面样板小0.4 cm。图5所示为内胆样板调整。

图5 内胆样板调整
3.2.3 门襟调整
根据保暖衬衫订单,门襟位置处客户要求内胆比外层面料短5 cm,由于前门襟有黏衬,黏衬后门襟会缩短,易出现门襟起吊问题,因此门襟处内胆样板应比外层面料样板极短4.5 cm左右。图6所示为门襟样板调整。
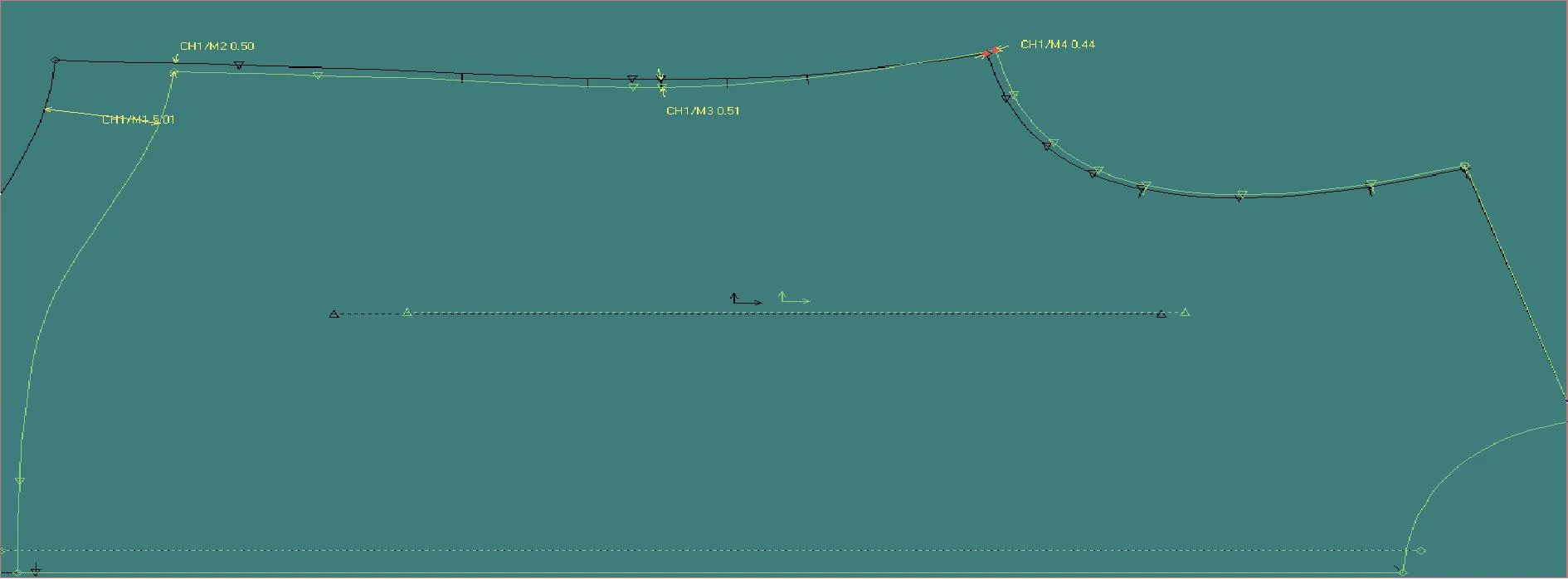
图6 门襟样板调整
通过调整里、外门襟间的长度差,优化门襟加衬工艺,缝制后门襟没有出现起吊现象,客户非常满意。图7为缝制后的衬衫照片,可见门襟没有起吊。

图7 缝制后门襟不起吊
3.2.4 侧缝处弧度修改
所有牛腿包缝的侧缝,前、后片都应打5个长剪口,被包一侧加2 cm x 2 cm小条。缝制时,可以根据剪刀口进行缝制,应使面料丝缕对应,吃势均匀,以缓解起皱。表2为侧缝样板改善后的抽查表,图8为侧缝样板调整。
比如,明确鲢鳙鱼的投放、捕捞经营权归千岛湖发展集团,鲢鳙鱼年投放量必须在60万kg以上,鲢鳙鱼捕捞生产采取限额捕捞制度。
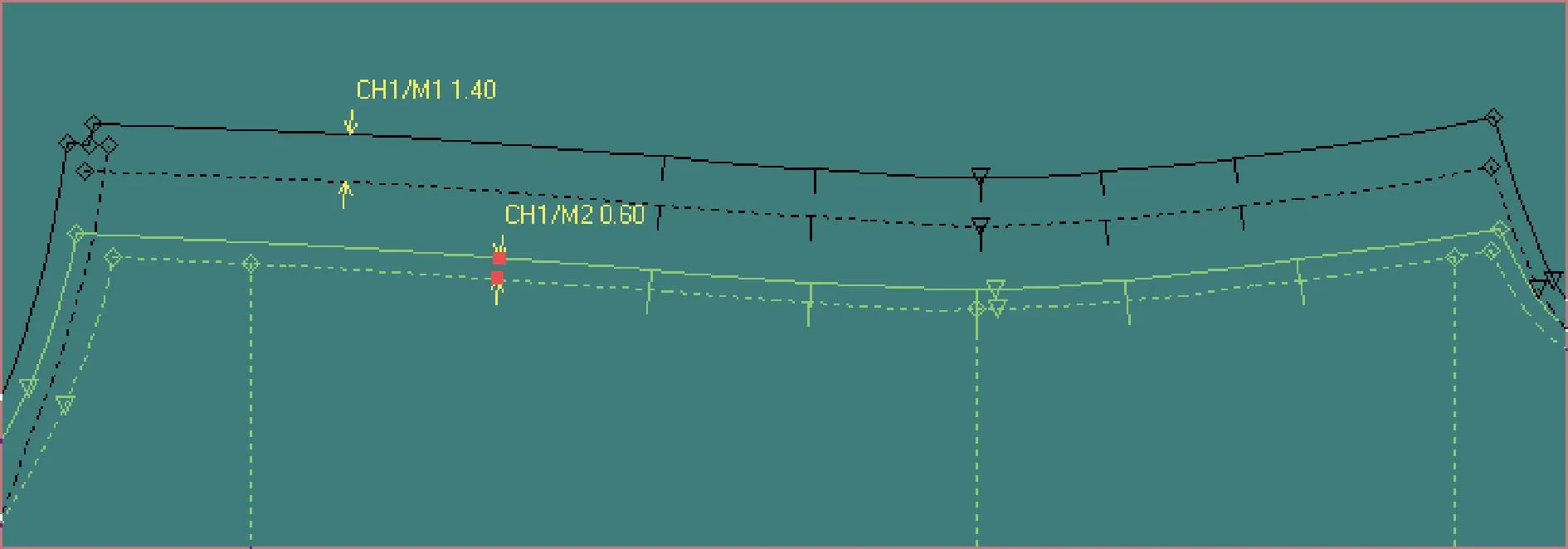
图8 侧缝样板调整
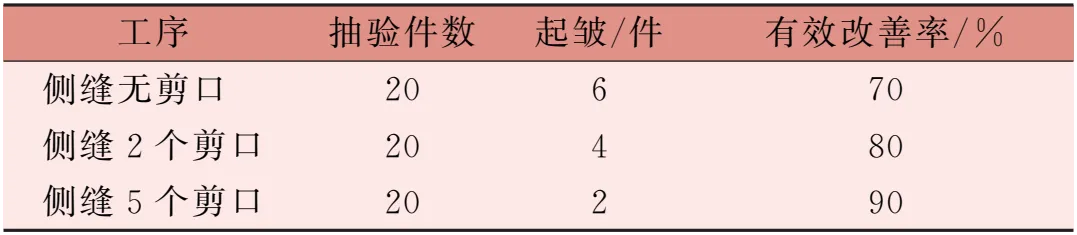
表2 侧缝样板改善后的抽查表
3.2.5 侧缝、袖笼处弧度修改
保暖衬衫的侧缝和袖笼弧度要求顺畅,侧缝不能出现急弧,袖山和袖笼不能太陡,弧度要舒缓、有坡度,同时兼顾外表和内胆的结合,否则缝制会出现各种问题,如起皱、外小内大,或者穿着时出现内胆和外表不匹配、不服帖的现象。 图9为侧缝样板的调整,表3所示为侧缝样板改善后的平整度。
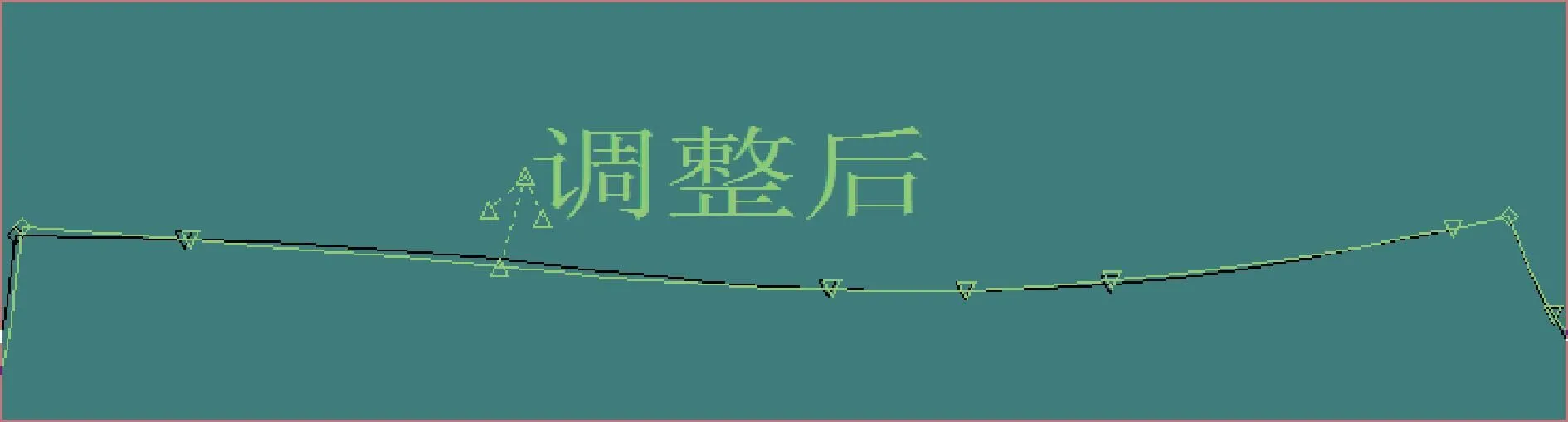
黑线-调整前;绿线-调整后。

表3 侧缝样板改善后的平整度
经对比分析明显可见,调整后袖笼、合身、起皱级别均好于调整前。
3.3 缝制操作手法
3.3.1 合身弧度袖十字的调整
--裁片的腰节点处弧度大,缝制时应向外调整0.1 cm,如图10所示。

图10 缝制调整
--大片绱袖的起点和终点处,缝制时应分别下落0.2 cm。
--前后片的合身十字处,缝制时应向里调整0.1 cm。
3.3.2 前片内胆缝制要求
--缝制门襟时,应将外层面料用力向后拉,内胆由右手均匀向前送布,不允许往后拉内胆。图11为封内胆示意。

图11 封内胆方法
3.3.3 改善绱袖的操作手法
--上左袖时,绱袖弧度处无需拉、推,应正常操作。距定位点4~6 cm时就应提前查看定位是否合适,机针过定位点后,应将左手大身面料轻轻向后拉平。
--上右袖时,绱袖弧度处需将左手大身面料轻轻向后拉平。机针过定位点后,双手应正常铺平衣片进行缝制。
因所生产的保暖衬衫外层和内胆面料性能不同,内胆松软易变形,工艺为五线上袖,故在上袖时两手力度需一致,不能向后拉。
3.4 拉小袖祺合并工序
将原有的固定袖开叉内胆暗线取消,直接拉小袖祺,流程操作人员可由原来的1.5人减为1人。图12为拉小袖祺示意。

图12 拉小袖祺
4 设备调试、工具的改进
4.1 规范机器的调整
--调整机器送布齿为前高后低,特殊面料使用细齿送布齿。
--将普通的DB×1 9#针更换为NS防起皱机针,并将压脚压力调整为78~98 N。
--更换防皱机针。
4.2 拉左门襟专用工具的调整
对拉左门襟的喇叭进行改造。因保暖衬衫的门襟是双层的,且内胆的材质较厚,故在操作过程中拉左门襟工序的返修率最高,会达26.35%。因此需对该工序的专用工具进行调整,缝份由原来的1.0 cm调整为1.5 cm后,返修率即降至3.1%,班组日产能可达960件,门襟日返修由原来的253件降至仅3件。
4.3 垫高压脚弹簧
因内胆底边较厚,底边又略有弧度,缝制时容易出现打拧起皱现象,因此需调整设备的压脚压力,改变压脚位置,即垫高压脚弹簧(图13),内胆卷边器由原来0.2 cm的较小空隙加宽为0.3 cm,以确保内胆卷底边平服、不起皱(图14)。
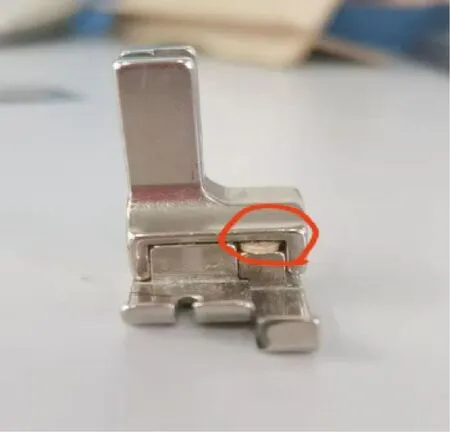
图13 压脚垫高

图14 卷边器加宽
4.4 使用花样机
保暖衬衫的拉过肩工序中,通常是过肩里和过肩面分别进行缝制,而使用花样机,则可采用模板一次性完成拉过肩工序。由于保暖衬衫较厚,对于工序复杂的挖口袋或带盖口袋款式,也可采用花样模板机进行模板缝制,以降低返修率,提升效率。
5 整烫操作
熨烫时应确保熨斗温度为150 ℃。由于内胆面料比较特殊,烫后容易产生极光,发生毛绒变形,故应轻烫、虚烫,不能烫死;先烫内胆,后烫表层,门襟部位不用蒸汽烫,右门襟要在扣子上熨烫一遍,再在门襟明线部位熨烫一遍;门襟熨烫时应从底领下部开始熨烫,不能漏烫;袖子和侧缝不能烫出中缝折,熨斗应从袖口伸至袖祺部位,需将整个袖祺熨烫平整;过肩部位需铺放平整,过肩线应直顺,左右对称,也可规定一个统一的过肩线熨烫标准位置,从而确保过肩领窝形状一致。
6 结语
为更好地满足客户需求,结合本公司制作了关于保暖衬衫“特殊工序”的标准作业指导书,对相关人员进行培训,并形成标准的设备调试方法。通过一系列研究和操作,成效显著。
--客户验货合格率:本公司保暖衬衫的生产合格率由95.04%提高至97.62%。
--返修率:同比2020年降低了5.1%。
--日产量完成率:通过对员工技能的培训和操作手法的改进,加强保全工对机器设备的产前调试,班组的生产效率大幅提升,企业每天的产量完成率由110.14%提升至现在的138.79%,提高了28.65%。
猜你喜欢
辽宁丝绸(2022年1期)2022-03-29 00:58:44
中国特种设备安全(2021年4期)2021-10-13 06:42:04
粉末冶金技术(2021年3期)2021-07-28 06:26:30
现代青年·精英版(2021年6期)2021-07-06 15:49:35
紫禁城(2020年9期)2020-10-27 02:05:14
作文周刊·小学一年级版(2020年20期)2020-09-02 07:17:56
诗潮(2017年2期)2017-03-16 20:02:06
作文周刊·小学一年级版(2016年5期)2016-08-11 12:59:18
Coco薇(2016年7期)2016-06-28 19:11:56
中学生数理化·高一版(2015年4期)2015-05-30 10:48:04
