2205和Q235B异种钢的焊接接头组织及性能分析
2023-12-25 10:19黎丽唐焱杰戴伟孙书刚吉光李徐
金属加工(热加工) 2023年12期
黎丽,唐焱杰,戴伟,孙书刚,吉光,李徐
1.南通理工学院机械工程学院 江苏南通 226002
2.万高(南通)电机制造有限公司 江苏南通 226010
1 序言
随着工业生产技术的不断发展,如今生产制造过程中的材料需求不再满足于单一材料,于是多种材料复合的生产工艺方法便适时产生。其中异种钢焊接就是材料复合制造工艺之一,它是将不同的钢种焊接在一起,这些钢材在微观组织和物理性能方面都有很大的差别,满足不同工作条件下的使用需求,并且还能在不影响性能的情况下,减少贵金属的加入,减少生产成本。正因为这些优势,使得异种钢焊接技术得到快速发展,被广泛应用到机械、化工等行业。
与同种钢焊接相比,异种钢焊接接头有着一个明显的区别,即其焊缝和熔合区存在一个过渡区,这一区域主要是在合金元素的作用下形成的,例如稀释了合金元素,迁移了碳元素[1]。这个过渡区又称为凝固过渡层,它是焊接接头中薄弱的区域,也是发生失效的主要部位,因此设计焊接工艺与焊接时要考虑减少过渡区的宽度。这个区域的化学成分和金相组织存在不均匀性,同时物理性能、力学性能等方面也有非常大的差异,会导致异种钢焊接过程中遇到很多困难,且很容易产生焊接缺陷,这是异种钢焊接接头存在的主要问题[2]。
2 试验材料和方法
(1)试验母材的选择 选用2205双相不锈钢和Q235B碳素钢为母材,其化学成分见表1。

表1 2205双相不锈钢和Q235B碳素钢的化学成分(质量分数) (%)
(2)焊接材料的选择 2205双相不锈钢和Q235B碳素钢焊接属于异种钢焊接的一种,由以上分析可知,在异种钢焊接过程中其熔合区容易发生碳迁移现象,导致异种钢的焊接接头质量变差。为了避免或减少这种现象的产生,在选择焊接材料时应考虑Ni含量较高的焊接材料,这是因为Ni元素对抑制碳迁移现象的产生起着较好的作用。但是,需要注意的是,Ni含量不能太高,否则从单相铁素体向双相凝固过渡时,焊接接头的耐蚀性会降低,易造成元素的偏移[3]。最终,决定选用GFS-309MoL药芯焊丝作为焊接材料,其化学成分见表2。

表2 GFS-309MoL药芯焊丝的化学成分(质量分数) (%)
(3)焊接工艺及参数的选择 本文以减少碳元素迁移和获得质量可靠的焊接接头为前提,采用了FCAW焊接工艺方法,相关焊接参数见表3。

表3 FCAW焊接参数
3 结果与分析
3.1 显微组织分析
(1)2205双相不锈钢-焊缝界面金相组织2205双相不锈钢侧母材到熔合区的金相组织如图1所示。由图1a可知,母材2205双相不锈钢组织由白色奥氏体和黑色铁素体组成。图1b~d所示为热影响区内不同区域的金相组织。由图1b可知,奥氏体以细小块状或条块状分布在铁素体基体上,与母材相比奥氏体含量大大减少[4],这主要是因为在焊接过程中温度较高,在1250℃温度以上发生了从奥氏体到铁素体的转变。从图1e中的熔合线可看出,此区域里的化学成分不均匀,该区域里是焊接材料与熔化的母材,在熔池边缘和内部的混合程度是完全不同的。对于2205双相不锈钢母材,其边缘区域温度不是特别高,熔池金属部分缺少流动性。在较弱的机械力搅拌作用下,不能长久地保持液态,且由于焊接材料与母材的化学成分不相同,所以在熔池边缘熔化的金属不能够完全混合。因此,在2205双相不锈钢与焊缝的交界处形成了组织不均匀的一个区域,也就是熔合区,此区域是焊接接头中最为薄弱的环节。
(2)焊缝金属的金相组织 焊缝金属的金相组织如图2所示。由图2可知,焊缝金属的金相组织是由白色奥氏体及其基体上的锯齿形黑色铁素体构成。
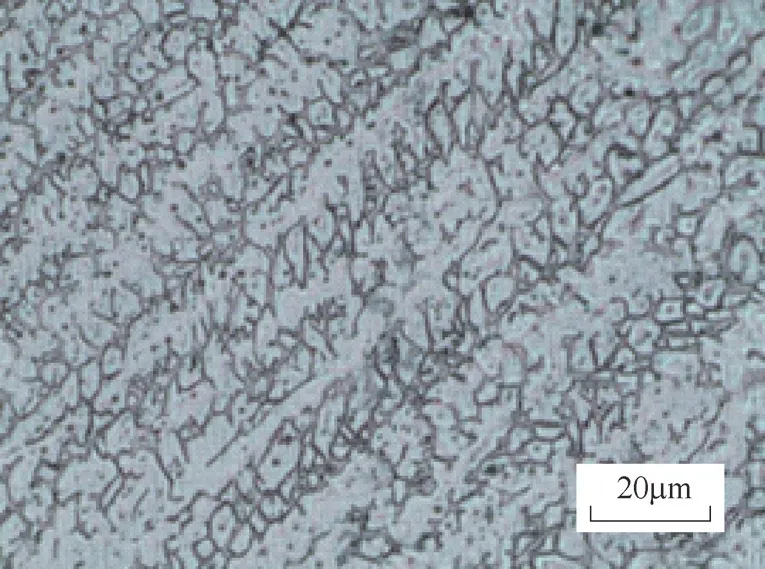
图2 焊缝金属的金相组织
(3)焊缝金属-Q235B界面金相组织 Q235B侧熔合区到母材的金相组织如图3所示。从图3a可观察到,此热影响区内的组织与其他区域的组织相比相对细小。从图3b能够明显看出,此热影响区内的组织粗化,相比图3c、d组织粗化更加明显。因此,从熔合区到母材的组织晶粒大小先细化后又粗化,随着向母材的靠近,珠光体渐渐增加。由图3e可清楚地看到,母材Q235B是由铁素体和珠光体构成的,黑色和白色片层组成一种机械混合物,由于片层间的间距较小,所以显示为黑色。
3.2 异种钢焊接接头拉伸性能分析
在焊接2205双相不锈钢和Q235B碳素钢时,会存在受热不均、冷却、相变等问题,使得异种钢焊接接头的力学性能改变。为了保证异种钢焊接接头满足工程应用需求,首先要测试焊接接头的力学性能。
将焊接接头进行拉伸试验,异型钢焊接接头抗拉强度在WDW-300H万能试验机上测试。为了有效地保证拉伸试验结果数据的准确性,准备3个试样做拉伸试验,取平均值,试验结果见表4。

表4 焊接接头拉伸试验结果
从表4可看出,焊接接头的抗拉强度平均值为634MPa,并且断裂的地方是在抗拉强度相对较低的Q235B碳素钢侧,焊缝金属比Q235B碳素钢的抗拉强度高,这是因为在焊接时选用的焊接材料Ni含量较高,在很大程度上使得碳素钢对焊缝金属的稀释作用降低,避免异种钢焊接处的焊缝金属中产生脆硬相,同时使焊缝保持合理的两相比例,异种钢焊接处抗裂性高,减弱熔接处碳原子的迁移[3]。另外,因为是多层多道焊,在对每一层进行焊接时相当于又对上一层焊道做了热处理,有助于细化组织晶粒,从而获得满意的焊接接头。通过拉伸试验,得知这种异种钢焊接接头的力学性能符合应用要求。
3.3 异种钢焊接接头硬度分析
由于2205双相不锈钢和Q235B碳素钢的化学成分和物理性能均存在很大区别,因此需要对焊接接头的2205双相不锈钢-焊缝金属与焊缝金属Q235B碳素钢的显微硬度进行检测。由于各区域之间的硬度有所差别,因此为了直观地反映硬度的变化趋势,将所测得数值转化成曲线,分别如图4、图5所示。
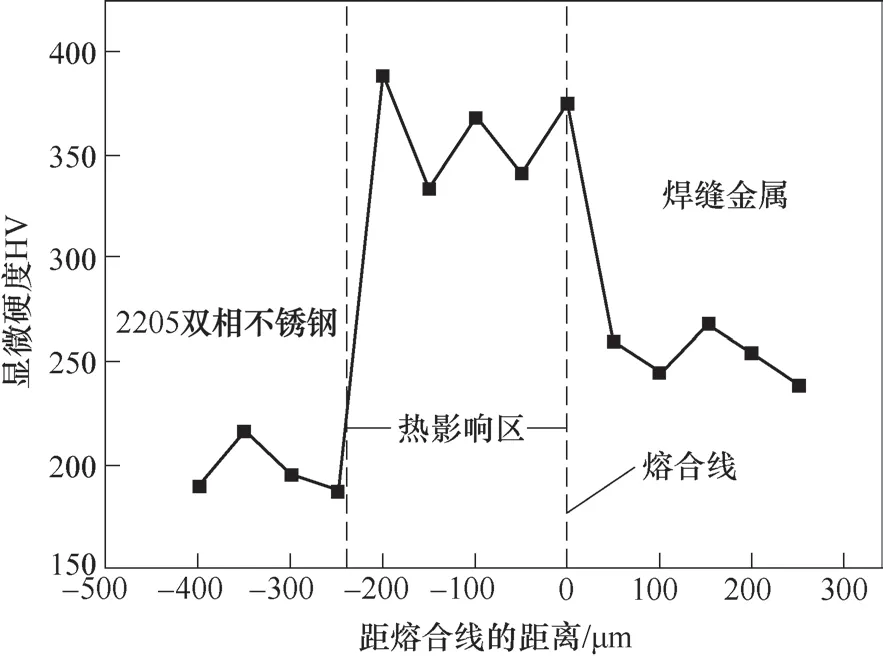
图4 2205双相不锈钢-焊缝金属界面显微硬度分布曲线

图5 焊缝金属-Q235B碳素钢界面显微硬度分布曲线
从图4可看出,2205双相不锈钢一侧热影响区的平均硬度值高于2205双相不锈钢母材,同时也高于焊缝金属。主要是由于焊接过程中复杂的热循环作用,在整体焊接的过程中产生大量热能,出现局部升温,使热影响区出现细小的铁素体,则铁素体含量增加,且铁素体的硬度大于奥氏体,所以热影响区的硬度较高,最高硬度达389HV。
从图5可看出,在Q235B碳素钢一侧,焊缝金属区域的显微硬度比Q235B碳素钢侧热影响区和Q235B碳素钢母材都高,但焊缝金属硬度值在接近熔合线位置出现了陡降,随着距熔合线越来越远,其硬度值曲线又趋于平缓。分析其硬度值发生突变的原因,是由于此区域内发生了碳迁移现象,Q235B碳素钢母材一侧热影响区的碳元素越过焊缝边界向焊缝处迁移,在Q235B碳素钢一侧母材的碳含量下降,于是产生了脱碳层,结果使焊缝中碳含量上升[5],最终导致Q235B碳素钢母材一侧因形成了铁素体的脱碳层而软化,而在靠近焊缝一侧形成高硬度的增碳层。
4 结束语
本文以GFS-309MoL为焊接材料,以2205双相不锈钢和Q235B碳素钢为母材,进行了药芯焊丝气体保护异种钢焊接工艺试验,分析焊接区域的金相组织,并测得其力学性能及硬度值,得出以下结论。
1)与母材相比,2205双相不锈钢一侧受到热影响作用区域的奥氏体含量下降;焊缝金属组织由铁素体与奥氏体组成;Q235B碳素钢一侧,随着远离焊缝,其热影响区域内珠光体量渐渐增多。
2)通过对焊接标准样件进行拉伸试验,断裂之处位于Q235B碳素钢母材处,而非焊接接头,表明焊接接头的拉伸性能是合格的。通过显微硬度观察得出焊缝金属和热影响区域的硬度均高于2205双相不锈钢和Q235B碳素钢母材的硬度,表明其能够满足工程应用需求。
猜你喜欢
粘接(2022年9期)2022-09-28
高技术通讯(2021年8期)2021-10-13
世界有色金属(2019年4期)2019-05-11
制造技术与机床(2017年3期)2017-06-23
山东工业技术(2017年9期)2017-05-16
山东工业技术(2017年5期)2017-03-16
动画大王(漫画行)(2016年7期)2016-07-30
动画大王(漫画行)(2016年5期)2016-07-29
动画大王(漫画行)(2016年4期)2016-07-29
动画大王(漫画行)(2016年1期)2016-07-29