南极磷虾热风干燥特性及干燥模型
2023-12-23 03:35马田田欧阳杰肖哲非
渔业现代化 2023年6期
马田田,欧阳杰,肖哲非,沈 建
(1 中国水产科学研究院渔业机械仪器研究所,上海 200092;2 崂山实验室,山东青岛 266200;3 国家水产品加工装备研发分中心(上海),上海 200092;4 大连工业大学海洋食品精深加工关键技术省部共建协同创新中心,辽宁大连 116034)
南极磷虾以群居方式生活在南极水域,以食用浮游植物为主,生物资源丰富,储量高达10亿t[1-3]。南极磷虾是一种高水分、高蛋白水产品,南极磷虾中水分含量在74%以上,蛋白质含量在14%以上,脂肪含量在2%以上,灰分含量在3%以上[4-6]。干燥是南极磷虾主要加工形式之一,南极磷虾干制品营养丰富,便于远距离运输与长时间保存[7-9]。热风干燥具有技术成熟,设备稳定,操作简便等优势[10],被广泛用于水产干制品加工。目前已有南极磷干燥工艺方面相关研究,如刘晓攀等[11]通过优化热风干燥温度、风速、堆积厚度等参数,获取了高品质的南极磷虾油,高翠竹等[12]通过优化热风干燥温度与时间,从南极磷虾肉中制备了高品质的脂质,而关于干燥模型方面的研究尚未见报道。
本研究以冷冻南极磷虾为原料,经解冻、蒸煮后分别置于相应热风条件下进行干燥,干燥温度为50、60、70、80、90和100 ℃,干燥量为0.5、1.0、1.5、2.0、2.5和3.0 kg,研究温度及干燥量对南极磷虾干燥用时和干燥速率影响,并分析不同干燥条件下南极磷虾水分有效扩散系数和干燥活化能。采用5种模型拟合南极磷虾热风干燥过程,以决定系数R2、卡方检验值X2、均方根误差M和误差平方和S为模型拟合效果评价指标,确定最佳干燥模型,并对干燥模型进行验证,旨在为南极磷虾热风干燥过程的预测与控制提供理论依据。
1 材料与方法
1.1 材料与仪器
冷冻南极磷虾,2020年购自辽渔集团有限公司,-20 ℃冷库储存备用。YP-4002型分析天平,上海精密仪器仪表有限公司;HH-2型蒸饭柜,常州朗越仪器制造有限公司;SW6086型热敏式风速仪,速为科技有限公司;101-4A型电热鼓风干燥箱,厦门森倍科技有限公司。
1.2 试验方法
南极磷虾热风干燥工艺流程:冷冻南极磷虾→流水解冻→静置沥水→隔水蒸煮→热风干燥。
操作要点指标要求:
流水解冻。水温约20℃左右,流速为4.0 L/min左右,虾块可掰断且断开处虾体完整为解冻完全标志[13]。
静置沥水。解冻后的南极磷虾置于沥水槽,沥去表面水分,每次取1.0 kg沥水,静置15 min。
隔水蒸煮。静置沥水的南极磷虾置于蒸饭柜中,单次蒸煮量1.5 kg,蒸煮时间3 min,温度100 ℃[14]。
热风干燥。取一定量蒸煮后的南极磷虾均匀平铺在一个不锈钢托盘中,将托盘置于鼓风干燥箱中干燥,其中不锈钢托盘的长宽分别为45 cm和40 cm,干燥箱容积为100 L,风速约为0.8~1.0 m/s。当干燥量为2.0 kg时,干燥温度分别为50、60、70、80、90、100 ℃;当干燥温度为80 ℃时,干燥量分别为0.5、1.0、1.5、2.0、2.5、3.0 kg。每隔10 min测定南极磷虾质量,直至南极磷虾湿基含水量达到0.1左右,停止干燥,记录干燥用时。
1.3 指标测定
1.3.1 湿基含水率的测定
南极磷虾湿基含水率的测定,参考高亚平等[15]的方法。湿基含水率的计算公式为:
(1)
式中:wt为t时刻南极磷虾的湿基含水率,g/g;mt为t时刻南极磷虾的质量,g;ms为南极磷虾绝对干燥的质量,g。
1.3.2 水分比的测定
水分比表示干燥一段时间后南极磷虾中剩余的含水率[16]。水分比的计算公式为:
(2)
式中:W为南极磷虾水分比;wt为t时刻南极磷虾的湿基含水率,g/g;we为南极磷虾干燥平衡时的湿基含水率,g/g;w0为南极磷虾的初始湿基含水率,g/g。
1.3.3 干燥速率的测定
干燥速率指单位时间内南极磷虾蒸发的水分量[17]。干燥速率的计算公式为:
(3)
式中:D为南极磷虾的干燥速率,g/(g.h);wt1为t1时刻南极磷虾的湿基含水率,g/g;wt2为t2时刻南极磷虾的湿基含水率,g/g。
1.3.4 水分有效扩散系数的测定
水分有效扩散系数一般表示水分在物料中的扩散传递速率的大小[18]。扩散方程由菲克第二扩散定律推导得出,当干燥时间长,W<0.6,可化简扩散方程[19]。假设试验所用南极磷虾,初始干燥时南极磷虾平铺厚度相同,南极磷虾内部水分分布均匀,温度及扩散系数恒定,则南极磷虾水分有效扩散系数计算公式可简化为:
(4)
式中:W为南极磷虾水分比;Deff为南极磷虾水分有效扩散系数,m2/s;L为南极磷虾料层厚度,m;t为干燥时长,s。
1.3.5 干燥活化能的测定
干燥过程中活化能可根据描述水分有效扩散系数与干燥温度关系的阿仑尼乌斯Arrhenius方程计算[20],南极磷虾干燥活化能计算简化后的公式如下:
(5)
式中:D0为扩散常数,m2/s;Ea为南极磷虾干燥活化能,kJ/mol;R为理想气体常数,8.314 J/(mol.K);T为南极磷虾绝对干燥温度,K。
1.4 干燥模型建立、筛选与验证
干燥模型建立:参考张建友等[21]研究,采用Excel 2016对数据进行整理和作图,利用Matlab软件对5种常用干燥数学模型(表1)进行非线性最小二乘法拟合,求得模型参数。模型筛选:参考文献[22-24],通过决定系数R2、卡方检验值X2、均方根误差M和误差平方和S四个指标评价模型拟合程度,R2越大,X2、M、S越小,对应模型的拟合程度越好。
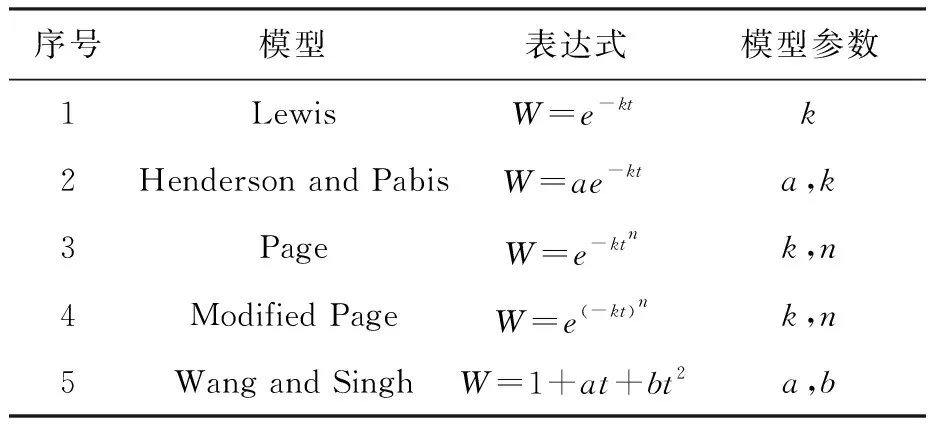
表1 干燥动力学数学模型Tab.1 Mathematical model of drying kinetics
模型验证:采用上述试验方法,利用筛选出的拟合度最优的干燥模型对验证试验条件下南极磷虾水分比进行预测,通过线性拟合方法验证模型预测值与试验值的拟合程度。决定系数R2、卡方检验值X2、均方根误差M和误差平方和S的公式如下:
(6)
(7)
(8)
(9)
式中:Wexp为试验测得的水分比,Wpre为模型预测的水分比,R2为决定系数,X2为卡方检验值,M为均方根误差,S为误差平方和,N为试验数据个数,n为模型中参数个数。
1.5 数据处理
至少重复试验3次,数据用平均值表示,用Excel 2016处理数据并作图。
2 结果与分析
2.1 南极磷虾热风干燥特性
2.1.1 干燥温度
由图1可知,温度越高,干燥用时越短。温度为50、60、70、80、90、100 ℃时,相应的干燥用时分别为360、270、180、140、90、60 min;温度由50 ℃分别升高至60、70、80、90、100 ℃时,干燥用时分别缩短25%、50%、61.11%、75%、83.33%。
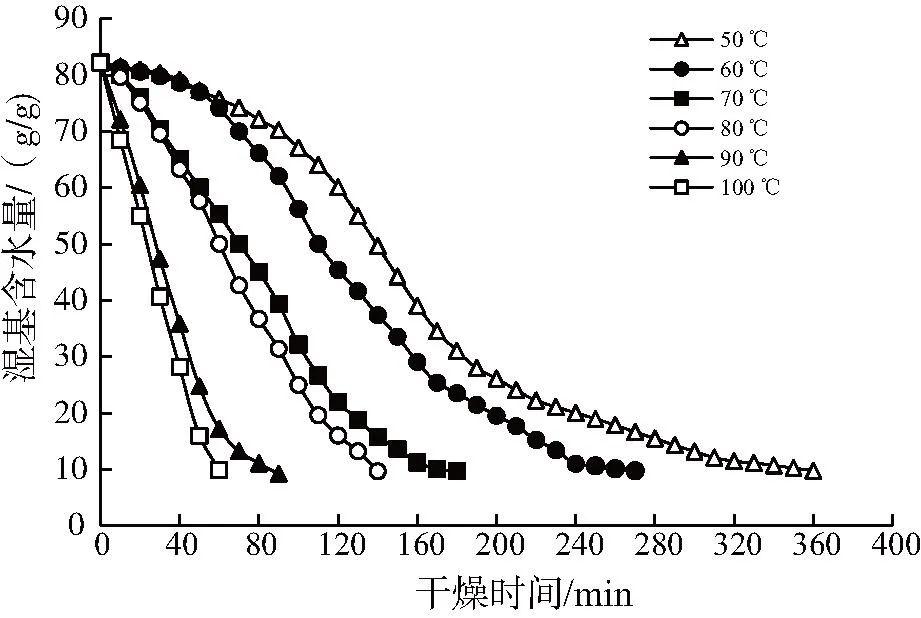
图1 不同温度下南极磷虾湿基含水量变化曲线Fig.1 Water content curve of Antarctic krill on wet basis at different temperatures
由图2可知,温度越高,最大干燥速率越高,干燥速率呈下降阶段在干燥全进程中占比越大。
在未来人才济济的形势面前,具备一定的自主探究能力,团队协作能力以及英语语言的综合运用能力一定会是一种优势。社会发展越来越迅速,互联网普及越来越广,不管从哪方面来说,产出导向法指导下的大学英语翻转课堂教学模式都是具有积极意义的,这种教学模式的改变也将为学生大学英语的枯燥学习注入活力,提高学生学习的能动性,改掉他们长期以来的惰性。传统模式已经不能够满足现代化教学要求了,所以说新的教学模式可能会带来新的机遇新的发展,这也是顺应时代发展而应该向前迈出的一步。
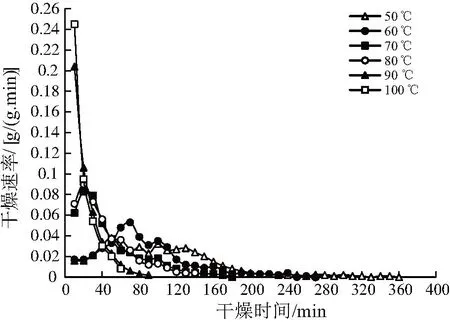
图2 不同温度下南极磷虾干燥速率变化曲线Fig.2 Drying rate curve of Antarctic krill at different temperatures
参考刘鹤等[25]研究可知,可能是由于升温导致南极磷虾表面水分加速气化,同时干燥环境温度与南极磷虾表面温度差距增大,南极磷虾内部压力梯度变大,促使南极磷虾内部水分快速向表面移动。当温度为50 ℃、60 ℃时,干燥速率呈现出上升、下降和稳定三阶段,与其他温度相比,干燥速率较小;参考施政宇等[26]研究可知,较低干燥温度下,物料中水分迁移是由内向外,且干燥速度较慢,与本文试验结果一致。当温度为70 ℃、80 ℃时,干燥速率呈现出上升和下降两阶段,与温度为50 ℃、60 ℃相比时,干燥速率最大值得到提高。当温度为90 ℃、100 ℃时,干燥速率全程为下降阶段;参考张建友等[21]研究可知,可能是由于较高温度下,物料热风干燥以内部水分扩散为主。
综上可知,干燥温度对南极磷虾热风干燥特性具有明显的影响。升高温度,能提高最大干燥速率,缩短干燥时长。
2.1.2 干燥量
由图3可知,干燥量越低,干燥用时越短。干燥量为0.5、1.0、1.5、2.0、2.5、3.0 kg时,相应的干燥用时分别为60、70、120、140、200、280 min;干燥量由3.0 kg分别减少至2.5、2.0、1.5、1.0、0.5 kg时,干燥用时分别缩短29%、50%、57%、75%、79%。
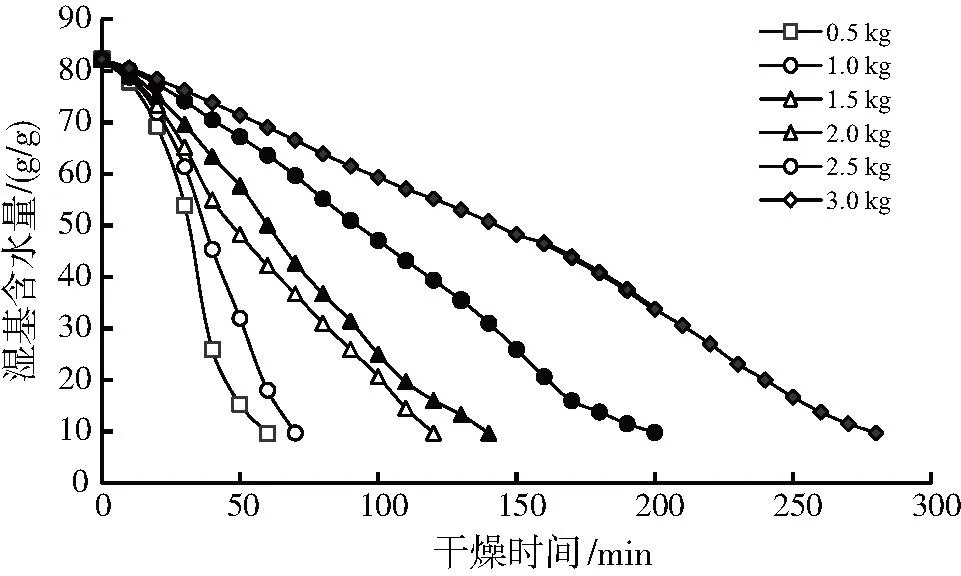
图3 不同干燥量下南极磷虾湿基含水量变化曲线Fig.3 Water content curve of Antarctic krill on wet basis under different drying quantities
由图4可知,干燥量越低,最大干燥速率越高,干燥速率呈下降阶段在干燥全进程中占比越大。
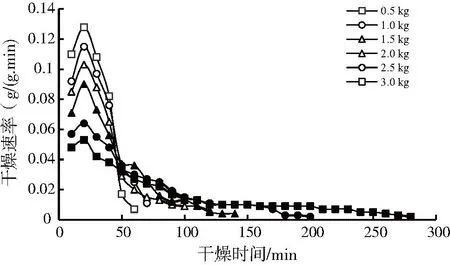
图4 不同干燥量下南极磷虾干燥速率变化曲线Fig.4 Drying rate curve of Antarctic krill under different drying quantities
参考赵志友等[27]研究可知,同一干燥温度条件下,单位时间内脱去水分的能力是一定的,当干燥量减小时,单位时间内需脱除水分减少,而物料与干燥介质接触面增大,物料之间空隙增大,中下层物料水分蒸发加快。干燥量为0.5、1.0、1.5、2.0、2.5、3.0 kg时,相应的最大干燥速率分别为0.128、0.115、0.103、0.09、0.064、0.053 ;干燥量由3.0 kg分别减少至2.5、2.0、1.5、1.0、0.5 kg时,相应的最大干燥速率分别是干燥量3.0 kg时的1.21、1.70、1.94、2.17、2.42倍。不同干燥量条件下,南极磷虾热风干燥速率均呈现出先上升后下降的变化趋势,上升阶段较短,以下降为主;参考王汉羊等[28]可知,同一干燥温度,不同干燥量下,干燥初期主要是通过蒸发的方式去除物料中流动性较强的自由水,自由水易被蒸发,干燥进行较快;伴随着自由水的减少,干燥后期主要是通过迁移扩散的方式进行,观察发现随着干燥的进行南极磷虾逐渐收缩硬化,造成水分迁移阻力增大,干燥速率随之降低。
综上,干燥量对南极磷虾热风干燥特性具有一定的影响,但小于干燥温度。降低干燥量,能加速干燥,缩短干燥时长。
2.2 南极磷虾水分有效扩散系数
2.2.1 干燥温度
由图5可知,不同干燥温度下南极磷虾水分比对数值与干燥时间呈现近似线性的关系,且R2都大于0.9。
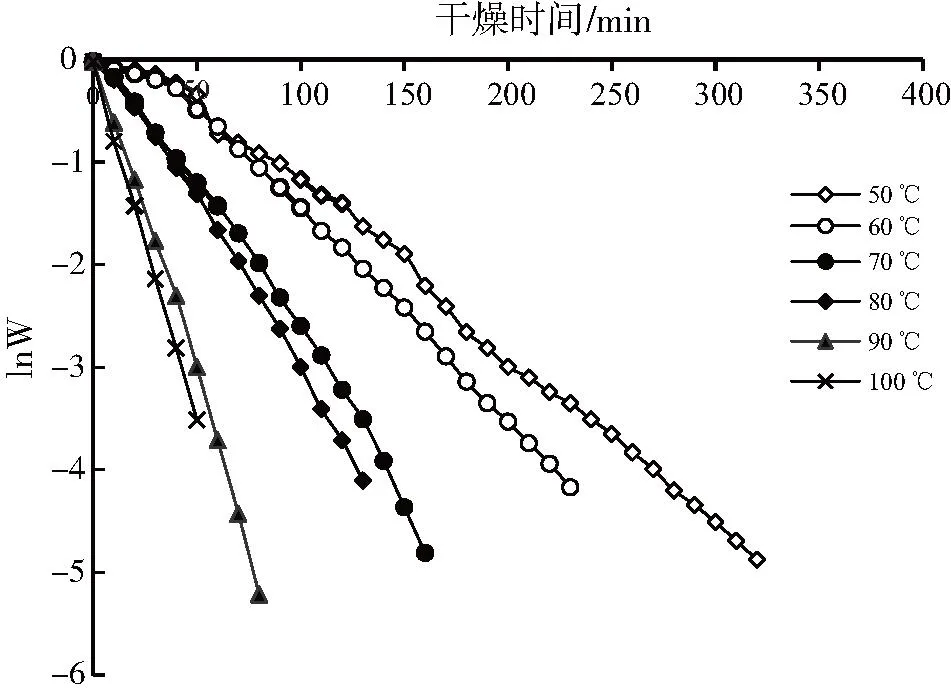
图5 不同干燥温度下南极磷虾水分比的对数值与干燥时间关系Fig.5 Relation between logarithm of water ratio of Antarctic krill and drying time under different drying temperatures
由菲克第二扩散定律计算可得相应干燥温度下南极磷虾水分有效扩散系数Deff,具体结果详见表2。通过表2数据可知,干燥量为2.0 kg,干燥温度在50 ~ 100 ℃范围内,Deff在1.459×10-8~6.310×10-8范围内,且随着温度提高,Deff呈现上升趋势,即水分迁移速率增大。
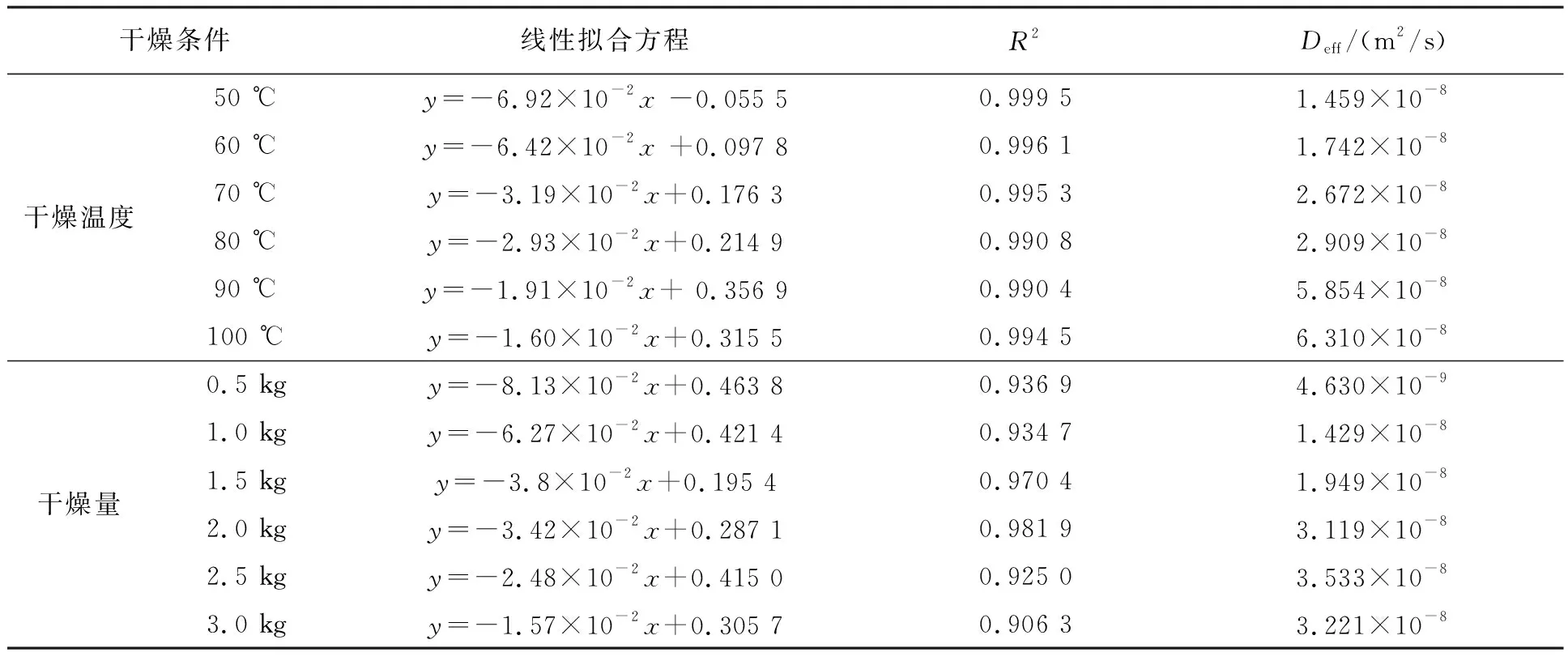
表2 不同干燥温度和干燥量下南极磷虾水分有效扩散系数Tab.2 Water effective diffusion coefficient of Antarctic krill under different drying temperatures and drying quantities
参考王安建等[29]研究,分析造成水分有效扩散系数上升的原因可能是温度升高,水分子获取的能量增大,导致跃迁的频率加快;参考吴靖娜等[30]研究,相同温度条件下,热风干燥海马得到水分有效扩散系数明显低于南极磷虾,这可能是因为海马中蛋白质和脂肪含量高于南极磷虾,导致其水分迁移受阻。参考赵洪雷等[31]研究,相同热风干燥温度下,鲐鱼对应的水分有效扩散系数低于南极磷虾,这可能是因为鲐鱼肉质紧实,随干燥进行鲐鱼肌肉组织变性收缩,硬度增加,紧密的网络组织结构导致脱水能力减弱。
由菲克第二扩散定律计算可得相应干燥量下南极磷虾水分有效扩散系数Deff,具体结果详见表2。通过表2数据可知,干燥温度为80 ℃,干燥量在0.5 ~ 3.0 kg范围内,Deff在4.63×10-9~3.533×10-8范围内,且随着干燥量提高,Deff先上升后下降,即水分迁移速率先增大后减小,干燥量为2.5 kg时Deff达到最大值3.533×10-8;参考刘鹤等[25]研究,分析造成水分有效扩散系数呈现先上升后下降的原因可能是干燥温度及空间固定,干燥量增加到一定程度时,由于物料层厚度变大,物料间隙变小,单位时间内水分获取的能量及跃迁距离均受到影响。
2.2.2 干燥量
由图6可知,不同干燥量下南极磷虾水分比对数值与干燥时间呈现近似线性的关系,且R2都大于0.9。
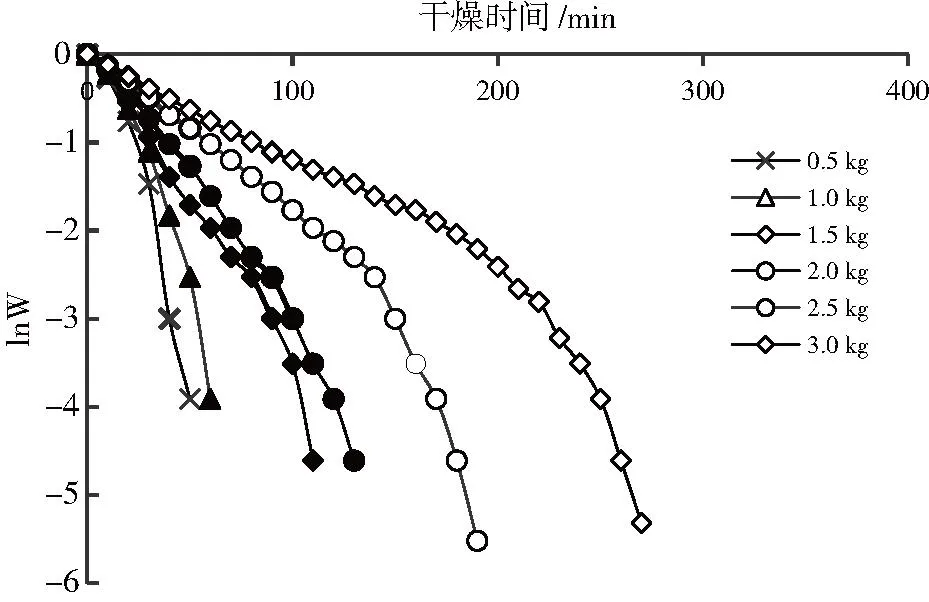
图6 不同干燥量下南极磷虾水分比的对数值与干燥时间关系Fig.6 Relation between logarithm of water ratio of Antarctic krill and drying time under different drying quantities
作为衡量物料干燥进程中水分迁移速率大小的指标,水分有效扩散系数越大表明迁移速率越大。通过对比不同干燥温度和干燥量下南极磷虾水分有效扩散系数可知,温度的影响程度大于干燥量。
2.4 南极磷虾干燥活化能
干燥活化能用以表述物料在干燥中去除单位摩尔水分消耗的能量,即物料干燥的难易程度,干燥活化能越大,表示物料越难被干燥[32]。
不同干燥温度下水分有效扩散系数的对数值与热力学温度倒数关系如图7所示。
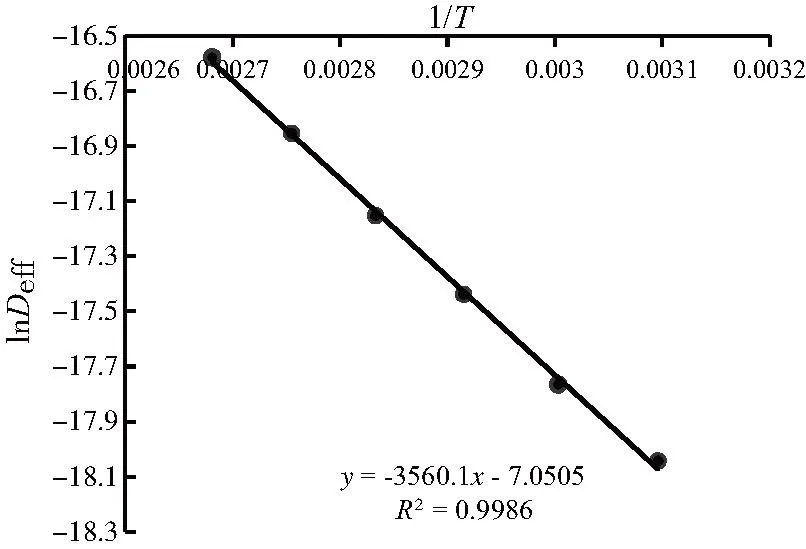
图7 不同干燥温度下水分有效扩散系数的对数值与热力学温度倒数关系Fig.7 Relation between logarithm of effective moisture diffusion coefficient and reciprocal of thermodynamic temperature under different drying temperatures
由图7可知,不同干燥温度下,南极磷虾的水分有效扩散系数取对数后与干燥温度转化为热力学温度再取倒数呈现线性关系,方程式为:lnDeff= -3 560.1/(t+273) -7.050 5,R2为0.998 6,式中
t为干燥温度(℃),图中横坐标中T为相应干燥温度对应的热力学温度(K)。通过阿仑尼乌斯方程可知,南极磷虾热风干燥活化能为29.599 kJ/mol。参考张建友等[21]研究,中国毛虾与南极磷虾体长相近,试验选用的也是冷冻后经解冻的中国毛虾,其初始含水量与本文南极磷虾中初始含水量相似,对比发现红外热风耦合干燥方式下中国毛虾干燥活化能为34.24 kJ/mol,高于热风干燥方式下南极磷虾干燥活化能。参考林雅文等[33]研究,同样采用热风干燥,南美白对虾热风干燥活化能为14.784 kJ/mol,明显低于南极磷虾,可能与两者营养成分含量存在一定差异相关[34]。综上可知,物料干燥活化能大小不仅与干燥方式相关,还与自身特性相关。
2.5 南极磷虾热风干燥模型建立、筛选及验证
2.5.1 模型建立与筛选
不同干燥温度下南极磷虾干燥模型拟合结果如表3所示。
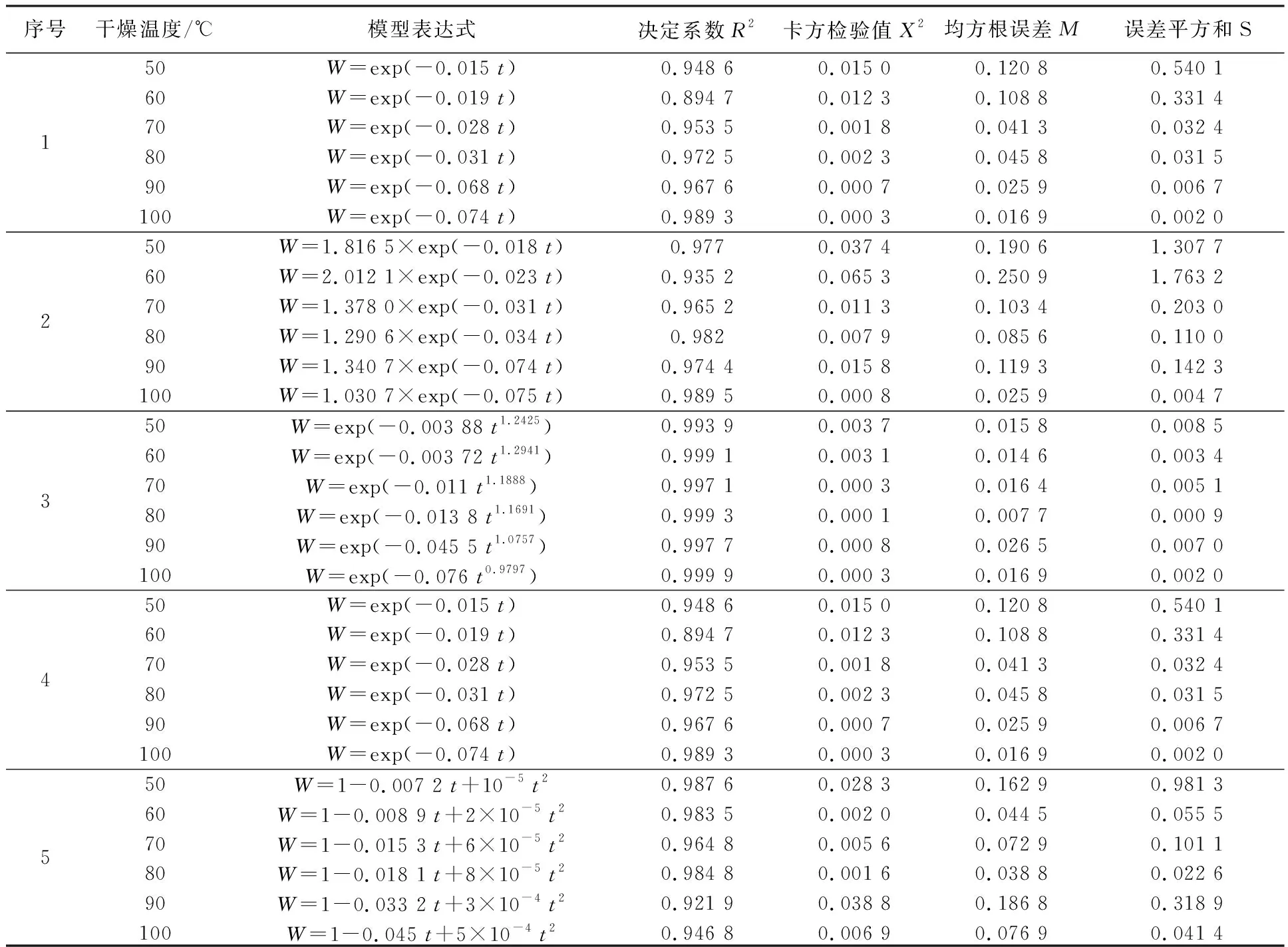
表3 不同干燥温度下南极磷虾干燥模型拟合结果Tab.3 Fitting results of Antarctic krill drying model at different drying temperatures
干燥数学模型可表达干燥过程中南极磷虾水分比变化,对干燥进程进行预测与控制具有重要作用。本试验选用5种干燥模型拟合不同干燥条件下南极磷虾水分比,以决定系数R2、卡方检验值X2、均方根误差M、误差平方和S四个指标来评价模型拟合效果,R2越大,X2、M、S越小,表明模型的拟合度越好。由表3可知,对比不同干燥温度下5种干燥模型发现,Page模型对应的R2更大,且2在0.000 1~0.003 7之间,M在0.007 7~0.026 5之间,S在0.000 9~0.008 5之间,相比其他4种模型,其X2、M、S值整体更小,因此,在不同干燥温度下,5种干燥模型中Page模型拟合效果最好。不同干燥量下南极磷虾干燥模型拟合结果如表4所示。
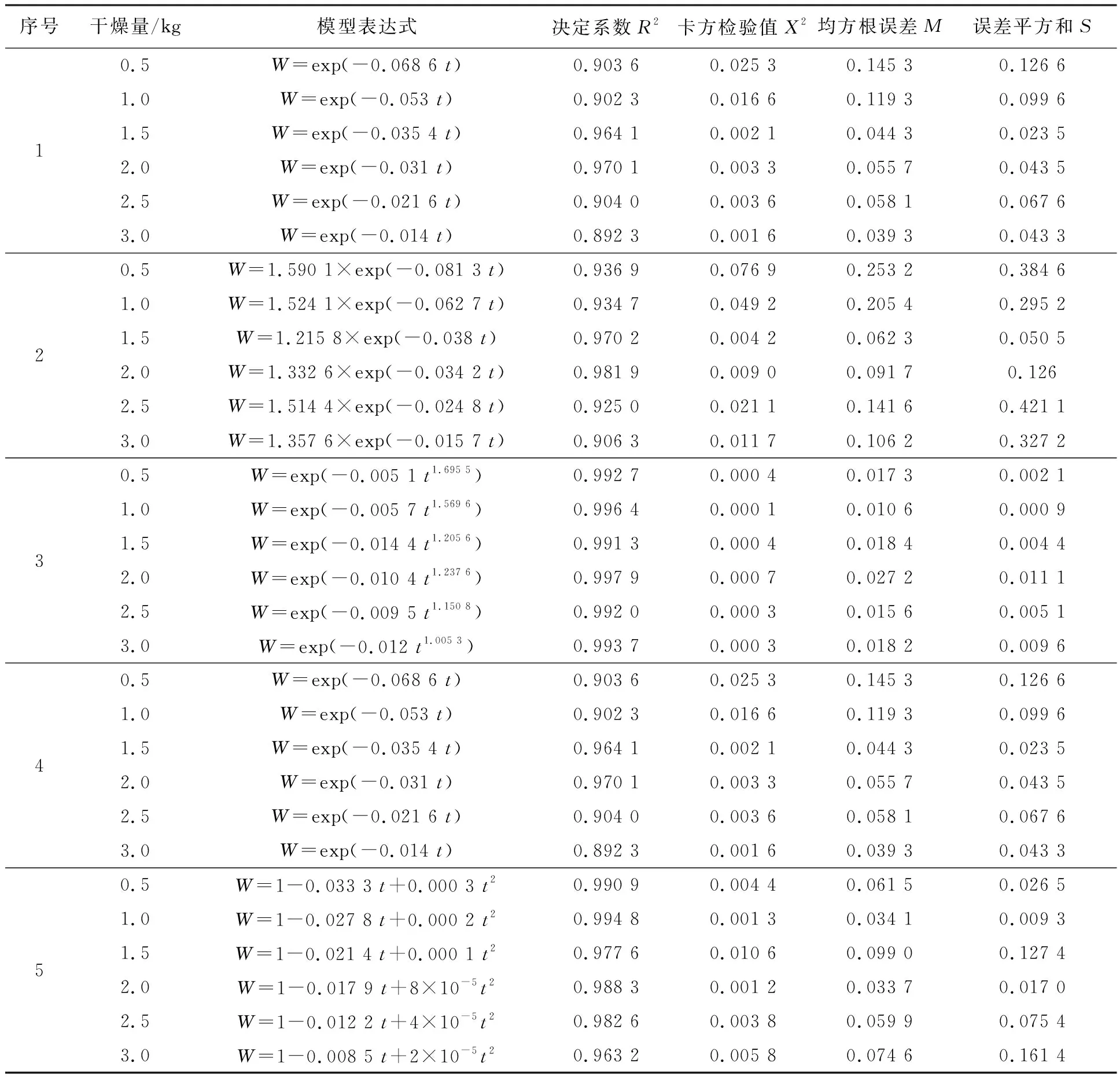
表4 不同干燥量下南极磷虾干燥模型拟合结果Tab.4 Fitting results of Antarctic krill drying model under different drying quantities
同上,对比表4中5种模型的R2、X2、M、S得出,得出在不同干燥量下,5种干燥模型中Page模型拟合效果最好。综上可得,不同干燥温度和干燥量条件下,5种干燥模型中Page模型拟合效果最好,最适宜描述和预测南极磷虾热风干燥进程。
2.5.2 模型验证
南极磷虾热风干燥模型验证试验条件:风速为2.0 m/s,干燥量为2.0 kg,温度分别设定为60、80、100 ℃。采用上述试验条件对Page模型进行验证,以南极磷虾水分比试验值为纵坐标,Page模型预测值为横坐标,结果如图8所示。
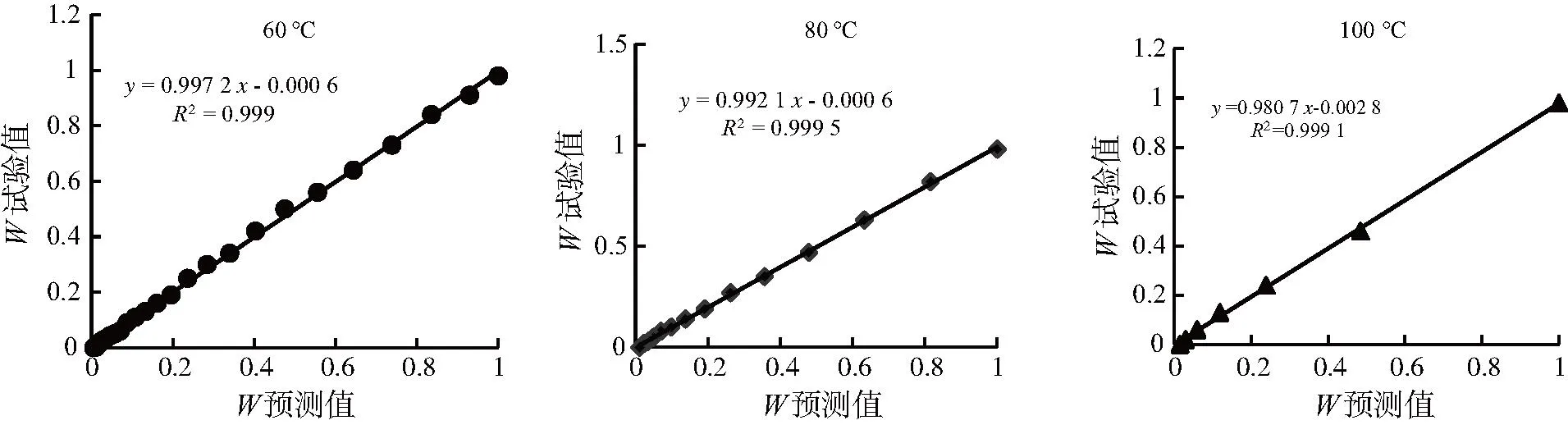
图8 不同试验条件下Page模型拟合验证结果Fig.8 Results of Page model fitting verification under different test conditions
60、80、100 ℃条件下南极磷虾水分比试验值与Page模型预测值的线性拟合R2分别为0.999 0、0.999 5、0.999 1,表明Page模型可准确描述和预测南极磷虾在热风干燥过程中的水分变化规律。姜鹏飞[35]通过Page模型、Newton模型、Henderson and Pabis 3种模型的比较研究,最终确定适合刺参热风干燥的最佳动力学模型为Page模型。张燕平等[36]通过Lewis模型、Modified Page 模型、Page 模型、Henderson and Pabis 模型、Logarithmic 5种模型,最终确定适合梅鱼热风干燥的最佳动力学模型为Page模型。何学连等[37]通过比较Lewis模型、Modified Page 模型、Page 模型、Henderson and Pabis 4种模型,最终确定白对虾真空干燥的最佳动力学模型为Page模型。
3 结论
根据南极磷虾不同干燥温度、干燥量的湿基含水量及干燥速率变化曲线可以看出,温度越高,干燥量越少,最大干燥速率数值越大,干燥时间越短。在整个干燥过程中,降速干燥起主要作用,因此,适当提高干燥温度,降低单次干燥量有利于提高干燥效率。在干燥温度为50~100 ℃,干燥量为0.5~3.0 kg条件下,Deff值4.63×10-9~ 6.310×10-8范围内,Ea值为29.599 kJ/mol。通过比较5种干燥模型,Page模型拟合度高,为最佳南极磷虾热风干燥动力学模型,能更好地描述南极磷虾热风干燥过程中水分比的变化。本研究仅对南极磷虾在温度为50~100 ℃,干燥量为0.5~3.0 kg条件下的热风干燥特性和动力学模型进行了研究,后续可研究其他干燥方式及干燥条件下南极磷虾干燥动力学模型,并结合干燥方式及干燥条件对南极磷虾营养物质和活性成分含量的影响,从而确定最优干燥方式及工艺参数,达到提高生产效率,控制产品质量的目的。
猜你喜欢
小哥白尼(野生动物)(2022年4期)2022-07-16
湖南饲料(2021年4期)2021-10-13
青少年科技博览(中学版)(2018年9期)2018-11-12
唐山文学(2016年11期)2016-03-20
儿童故事画报·自然探秘(2016年2期)2016-03-15
上海金属(2015年5期)2015-11-29
上海金属(2015年6期)2015-11-29
数学物理学报(2015年2期)2015-02-28
机电信息(2014年23期)2014-02-27
河南科技(2014年15期)2014-02-27