
实木家具异形零部件成组分类与加工方法
2023-12-05 11:05熊先青曹萌马清如许修桐
林业工程学报 2023年6期
熊先青,曹萌,马清如,许修桐
(南京林业大学家居与工业设计学院,南京 210037)
在板式家居智能制造转型升级之后,面向高质量发展的社会和时代背景,家居产业应是全方位的产品智能制造转型升级。作为占家具产业一半以上的实木家具,更是新一轮家居智能制造转型升级的重点[1]。实木家具朴实自然,消费者个性化需求的增加促使其造型和功能越来越丰富[2],而满足个性化需求就需要有多样化的产品,实木家具产品多样性往往是由大量特殊形状(异形)零部件组合实现的。然而,异形零部件的增加,给实木家具的加工生产带来了诸多挑战[3]。
由于实木零部件结构尺寸多样,不同于板式零部件,在生产中难以推行标准化,造成生产时需要进行频繁的调机换刀、首件确认等加工准备操作,造成生产时间的增加,是实木家具实现智能制造首先要解决的问题。对实木家具异形零部件进行优化,一方面有助于对实木零部件进行标准化设计,另一方面是实现实木异形零部件柔性化和批量化加工的基础[4]。针对实木家具异形零部件分类优化,实质就是利用成组技术,依据产品和零部件特性,打破产品间的界限,以零部件为基本单元进行重新分类组合,设计不同的异形零部件加工流程,使同类型的零部件可以在一组设备上进行加工,减少更换设备和调机调刀的时间,提高生产效率,改进实木异形零部件品种多、加工难的现状,从而满足个性化和大批量生产的需要[5]。
成组技术(group technology,GT)是一种研究并利用事物之间的相似性,按照一定的规则和特性将相似的事物进行成组,并使用相似的方法对同组事物进行处理,以提高生产管理效能的技术[6]。目前成组技术的研究和应用已在诸多行业推广[7],家具行业亦不例外。在研究上,主要有板式家具零件、工序、编码的成组研究[8],美式家具零件规格尺寸的成组研究[9],32 mm系统与成组技术分析[10],基于多属性交叉聚类的实木定制柜门零件族划分研究[11],成组技术在家具制造信息化中的应用研究[12]等;在家具制造应用上,利用成组技术可对家具的零部件种类、加工流程、设备分布进行成组,有效减少零部件加工的前期准备时间,同时也是实木定制家具进行揉单生产模式的基础[13]。在家具数字化智能制造方面,需要通过对零部件原有特性和分类的重新规划与设计,构建异形零部件的信息编码,通过编码信息实现计算机辅助工艺过程设计(computer aided process planning,CAPP)、计算机辅助设计(computer aided design,CAD)以及企业资源计划(enterprise resource planning,ERP)等数字化设计与生产过程的管控,实现异形零部件的批量加工和车间物件流的高效流转。
基于此,本研究通过调研国内某上市实木家具企业产品结构,基于成组技术将实木零部件的结构特性重新定义分类,并对分类的零部件进行信息编码和加工方法研究,制定统一的加工路线和设备选择,对提高实木家具生产线的加工效率、设备的适应性选择和生产线的合理布置具有重要指导意义。
1 材料与方法
1.1 试验样本
选取96件实木家具(实木柜、实木床、实木椅、实木桌几各24件,某实木家具企业生产)作为样本,部分产品造型如图1所示。零部件总数共7 950 个,其中实木异形零部件共1 518个。

图1 含异形零部件的实木家具样本(部分)Fig. 1 Samples of solid wood furniture with special-shaped parts (part)
1.2 试验方法
依据上述调研样本,为更准确地描述产品中涉及的各类异形零部件和零部件加工过程的物件流转信息,采用成组技术原理,通过加工与结构相似性对实木家具异形零部件进行分类分析和分类编码规则设计,构建异形零部件族结构特征模块,依据零部件族特性组织相应的生产模块、选择生产设备以及制定工艺路线,解决由于实木零部件多样化所造成的加工效率和车间流转过程信息不能准确管控的问题[14]。
1.2.1 异形零部件形状分类方法
根据异形零部件在长度、宽度以及高度方向上的造型差异和结构特征,综合考虑企业现有的加工方法、设备配置情况、加工效率和生产线平衡,对实木家具异形零部件进行分类。
1.2.2 异形零部件分类编码设计方法
为便于准确获取零部件加工过程的物件流转信息,提高企业生产线生产含有异形零部件的家具的效率,本研究创新一种异形零部件的LWH(length-width-height)编码方法,并以此方法对异形零部件进行信息分类。LWH编码方法先确定零部件的长度方向、宽度方向和高度方向,再根据不同方向上是否有曲面和线型、有多少曲面和线型对零部件进行分类,最后通过四位累进序列号区分曲面和线型形状相同的异形零部件,其编码结构如图2所示。

图2 LWH编码构造示意图Fig. 2 Overall structure diagram of LWH coding
进一步将编码结构解读为以下几个方面。
1)LWH方向位定义描述长度、宽度和高度方向,形成一级编码分类,其中,长度方向用代码L表示,代表该零部件尺寸最大的方向;高度方向用代码H表示,代表该零部件在尺寸上最小的一个方向,往往L和H两个方向被认为是垂直的;宽度方向用代码W表示,代表该零部件在三维空间中垂直于长度方向和宽度方向形成平面的维度。
2)曲面线型位表示所描述方向的具体曲面或线型情况。在一级编码方向上有曲面或曲线线型的被标记为1;无曲面或曲线线型的则标记为0;该方向上有复杂的曲面或线型的(含雕花)标记为*;如果是轴型的则在长度方向和宽度方向标记为+。
3)长宽差异位是说明零部件长宽方向的尺寸差异,通过高度差异位对异形零部件进行说明。当长度和宽度方向尺寸远大于高度方向时,即高度方向与另外两个方向相比差异较大的情况,标记为1,否则标记为0。根据前文定义,高度方向为零部件3个方向上尺寸最小的方向,当高度方向尺寸远小于另外两个方向时,零部件被定义为板件。为更清楚描述,当高度方向尺寸小于长宽方向尺寸均值的1/4时,高度差异位被标记为1;当长度方向和宽度方向尺寸差异较大时,该位标记为0,见表1。其中,长度方向、宽度方向、高度方向的尺寸分别用SL、SW和SH表示。{SL,SW}min表示长度方向和宽度方向中的最小值。

表1 异形零部件长宽方向差异情况Table 1 Difference in the length and width direction of special-shaped parts
4)累进序列号是一组4位数字系列代码(0001~9999)。根据产品拆单后零部件命名顺序构成零部件序列号,用以区分曲面和线型情况相同的异形零部件。
2 结果与分析
2.1 异形零部件分类结果
抽取橱柜类、床类、椅类、桌几类家具等产品各5件异形零部件进行统计,依据1.2.1的思路,异形零部件可分为长型异形零部件、曲型异形零部件、轴型异形零部件、复杂异形零部件和板型异形零部件等,如表2所示。

表2 异形零部件分类情况Table 2 Classification of special-shaped parts
1)长型异形零部件。包括长型直边异形零部件和长型曲边异形零部件两种,特征是长度和宽度方向尺寸差异较大,仅在一个方向上具有异形曲线造型。从加工的角度,该类零部件加工较为简单,一般只需要较少次数的锯解或刨削即可成型,几乎不需要更改零部件在设备上的方向和位置,对操作工人的技术水平要求不高。
2)曲型异形零部件。在长度和宽度方向同时具有曲线的一类异形零部件,特征是这类零部件在不同方向上具差异化曲线造型。在加工过程中,需要多次改变零部件在设备上的方向和位置或进行刀具更换,加工耗时相对较多,工人在调整工件位置和更换刀具时易造成安全隐患。
3)轴型异形零部件。长度方向具备中轴线的一类异形零部件,往往是由一个曲线绕对称轴回转一圈而成的回转体零部件。该类型的零部件多出现在床柱、桌椅的腿脚处,通常使用车床或者仿形铣床加工。
4)复杂异形零部件。在长度、高度和宽度方向上均具有复杂造型的一类异形零部件,也包括部分带有雕花的异形零部件,特征是造型复杂,很难由一整块木材直接加工而成,往往需要对多材料进行拼贴或指接。加工过程需要分区域进行,加工难度大,耗时长;同时,部分雕花零部件则需要高精度的雕刻,对工人的工艺水平要求较高。
5)板型异形零部件。长度方向和宽度方向尺寸差异较小,且至少在一个方向上具有曲线的一类异形零部件。该类异形零部件多出现在椅凳的坐板、柜类的面板和抽面等部位,往往由一整块板直接加工制成,在板块的其中一面上挖出型面,更能体现家具整体的曲线造型,符合人体工程学。
依据上述异形零部件分类分析,得出5类产品异形零部件所占比例,如表3所示。
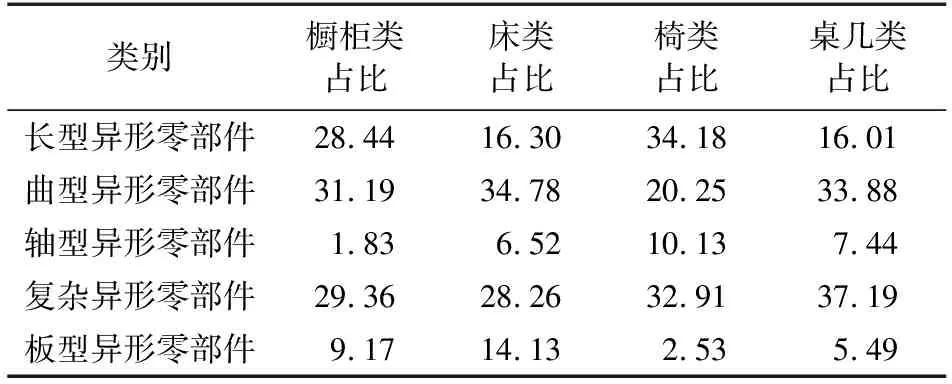
表3 零部件中各类异形零部件的占比Table 3 Proportion of various special parts in all special-shaped parts 单位:%
由表3可知,橱柜类和床类家具异形零部件中,曲型异形零部件占比最高,分别达到31.19%和34.78%,表明该类产品中的两个及两个以上方向上均有曲面或线型的异形零部件居多,因此,在加工过程中需重点对该类异形零部件进行成组管理及生产;椅类家具的异形零部件中,长型异形零部件占比较高,达34.18%,表明该类产品在一个方向上有曲面或线型零部件较多,加工过程中,可通过改进生产组织方式优化该类零部件生产;桌几类家具的异形零部件中,曲型异形零部件和复杂异形零部件占比较高,分别达33.88% 和37.19%,在加工过程中更需要成组管理,才能提高加工效率。从整个统计结果可以看出,曲型异形零部件和复杂异形零部件占比均较高,此类零部件不仅影响加工效率,更是进行成组分类加工优化的重点对象。
2.2 分类编码结果分析
根据上述编码,结合实木零部件异形件的分类结果,形成了相关类型异形零部件对应的部分编码情况,见表4(累进序列号位均用0001表示)。通过分类编码分析发现,轴型异形零部件的编码数量较少,复杂异形零部件和板型异形零部件编码则相对较多,在成组加工过程中通过编码进行分类加工处理,以满足实际的使用需求。

表4 异形零部件分类与编码对应关系Table 4 Difference in the length and width direction of special-shaped parts
更进一步,选取被研究具有代表性的床边柜(L503-01)、五尺床(L502-02)、小圆凳(Y905)和茶几(L117-05)作为实例,依据长型、曲型、轴型、复杂型和板型等将产品的部分零部件进行分解,根据设计的分类编码方案进行编码。由于研究各类家具中不同类型的异形零部件较多,对于形状相同的零件,选取一个零件为代表,将累进序列号命名为0001,以L503-01床边柜为例进行图解,见表5。

表5 L503-01床边柜产品部分零部件分解表Table 5 Decomposition of some parts of L503-01 cabinet products
通过构建的零部件成组分类编码及对实际产品应用过程分析,加工过程中完全可以通过编码信息反映零部件的加工相似性,将橱柜类、床类、椅类、桌几类等家具的零部件混合在一起考虑。通过揉单加工的生产模式,形成加工区域或模块,合理的加工设备配置,设计出更高效的工艺路线,从而提高生产效率。
2.3 异形零部件加工方法分析
通过对上述异形零部件成组分类和分类编码,更进一步对5类异形零部件的加工方法、设备选择和工艺路线设置进行分析,结果如下:
1)长型异形零部件。根据曲线位置的不同分为长型直边异形零部件和长型曲边异形零部件,其中,长型直边异形零部件主视图呈细长的矩形形状,此零部件可以直接选用四面刨,通过合适的刀具即可一次铣出型面,也可选择普通刨床进行加工,但加工时需考虑最长尺寸是否在刨床可以加工的尺寸范围之内,如果超过其最大加工尺寸,则需要考虑采用拼接的形式,或选用铣床等其他设备进行加工;长型曲边异形零部件的曲线造型位于尺寸较大的长度方向,对于曲线形状较为简单的零部件,可以选择使用锯机直接进行锯弯,或使用木材弯曲工艺,对于造型较为复杂的异形零部件,需通过模具和成型铣刀配合铣出型面。同时,在选择原材料时需要注意使木纹方向尽量平行于长度方向,使所加工的零件可以达到一定的强度。优化工艺路线如图3所示。

图3 长型异形零部件工艺路线Fig. 3 Processing flow chart of long type special-shaped parts
2)曲型异形零部件。由于目前实木家具企业多采用靠模铣型的人工方式加工,往往需要多次调整进料方向、模具类型和工件角度才能加工完成,加工效率较低,零部件质量不容易控制,因此,此类零部件如采用数控铣床进行加工可以较好地解决该问题,但在加工时,需要注意顺木纹方向铣削。其工艺路线如图4所示。

图4 曲型异形零部件工艺路线Fig. 4 Processing flow chart of curve type special-shaped parts
3)轴型异形零部件。主要针对回转体零部件,可选择使用车床、仿形车床进行加工。同时,在车削过程中,应顺木纹方向旋转,避免出现崩茬等加工缺陷。针对特殊轴型零部件,亦可使用仿型车床、配合模具进行加工,类似配钥匙原理。其工艺路线如图5所示。

图5 轴型异形零部件工艺路线Fig. 5 Processing flow chart of shaft type special-shaped parts
4)复杂异形零部件。复杂异形零部件是在多个方向上都具有曲面或曲线造型,而且弯曲程度很大,如沙发、床等产品的脚部等特殊造型零部件。此类零部件需要分区域进行造型加工,可用铣床完成零部件铣型,再通过拼贴的方式组合成完整的零部件,也可选用数控加工中心进行加工。对一些雕花零部件则需要高精度的机械雕刻,辅助手工修饰的加工方式进行。其工艺路线如图6所示。

图6 复杂异形零部件工艺路线Fig. 6 Processing flow chart of complicate type special-shaped parts
5)板型异形零部件。在实木家具中,多数为椅凳类家具的坐板、柜类的门板、面板等零部件,这类零部件可以使用铣床进行多次铣型加工成型,也可以建立零部件的空间三维模型后,使用数控加工中心直接成型。其工艺路线如图7所示。

图7 板型异形零部件工艺路线Fig. 7 Processing flow chart of plate type special-shaped parts
综上所述,在对某实木家具企业进行调研分析后,规范了不同类型异形零部件统一的加工路线和设备选择方案,工时利用率得到有效提升,整体生产效率提高了约25%。在对一定时间、一定种类和批量的生产过程进行监测后,预计加工异形零部件的设备负荷率由45%~85%提高并稳定于75%~85%,生产线负荷率提高到80%以上。一方面验证了通过加工相似性原理进行成组和分类编码的合理性,另一方面根据不同组的加工方法进行生产,有助于合理安排生产任务,减少时间浪费。
3 结 语
本研究结合实木家具异形零部件的特征,将其分为长型、曲型、轴型、复杂和板型五类,并根据异形零部件长度、宽度、高度方向的造型差异及3个方向曲线和曲面的情况,创新了一种LWH分类编码方法,可以更加合理地对不同类型的异形零部件进行编码,从而按零部件族生产并进行实木家具异形零件的信息管理。根据分类编码方法,对企业具有代表性的家具产品依据长型、曲型、轴型、复杂型和板型等将产品的部分零部件进行分解,根据设计的分类编码方案进行编码,可以实现由按产品生产向按零部件族的生产模式转变,并且在对异形零部件的分类及其加工方法优化展开分析的基础上,针对同一类型的异形零部件加工方法进行分析、统一和优化,有助于提高整体的生产效率。本研究不仅为实木家具异形零部件高效加工提供了参考,同时也为实木家具企业的生产线优化设计和生产管理提供了理论依据。
猜你喜欢
绿色中国·B(2024年1期)2024-04-23
制造技术与机床(2019年11期)2019-12-04
决策探索(2019年17期)2019-09-20
石油化工建设(2018年1期)2018-07-10
汽车与安全(2017年7期)2017-08-03
汽车与安全(2017年6期)2017-07-25
汽车与安全(2017年3期)2017-04-26
制造业自动化(2017年2期)2017-03-20
华东师范大学学报(自然科学版)(2017年1期)2017-02-27
浙江大学学报(工学版)(2016年11期)2016-06-05
