
基于PLC 控制的工业废水处理系统研究
2023-12-04 07:22张君
中国设备工程 2023年22期
张君
(华亭华煤清能煤化工有限责任公司,甘肃 平凉 744100)
1 前言
在工业生产过程中,水被使用后,水中会含有许多污染废物,导致使用后的水必须经过处理后才能排出,这类水通常被叫作废水。处理废水要按照国家相应的“工业废水”排放标准。工业在生产过程中需要使用大量的水,数据显示,2021 年,工业用水量占全国用水总量的17.7%,废水排放量约占全国污水排放量的1/4。因此电厂废水对环境有着巨大的影响,尽管废水的污染度不高,但是巨大的排量仍然对环境造成巨大的威胁。因此,对电厂废水进行净化处理,提高水质质量,减轻环境压力,实现净化水的重复利用,减少新鲜水的使用量,实现节约用水,具有可持续发展的重要意义。当前生产中工业废水产生的废水种类,如图1 所示。
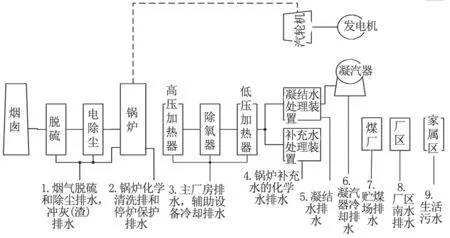
图1 废水种类产生图
2 废水处理工艺流程和总体方案设计
废水处理工艺流程图具体环节,如图2 所示。
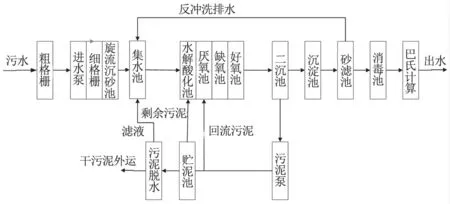
图2 废水处理工艺流程图
3 系统硬件电路设计
在硬件电路主回路中包含有M1 格栅除污机、M2 滗水器、M3 鼓风机、M4 剩余污泥泵、M5 回流污泥泵,它们分别由KM1、KM2、KM3、KM4、KM5 等交流接触器控制;另外两台搅拌机分别由KM6 和KM7 控制。主电路中的7 台电动机M1、M2、M3、M4、M5、M6、M7 由热继电器FR1、FR2、FR3、FR4、FR5、FR6、FR7 实现过载保护。QF 是电路总开关,起到对主电路进行短路保护作用和分断三相交流电源的作用。7 个熔断器则分别对各个负载的控制回路进行短路保护。其中,对两台搅拌机的电路设计,是通过对电机进行正-反-停控制来搅拌废水的,在控制时,使电路实现电气互锁和机械互锁,以此来使KM6、KM7 得电失电,按下常闭开关SB1,实现停止功能;按下SB2,KM6 得电,KM7 失电;按下SB3,KM7 得电,KM6 失电,实现电气互锁和机械互锁,如图3 ~4 所示,PLC 控制电路设计如图5 所示。
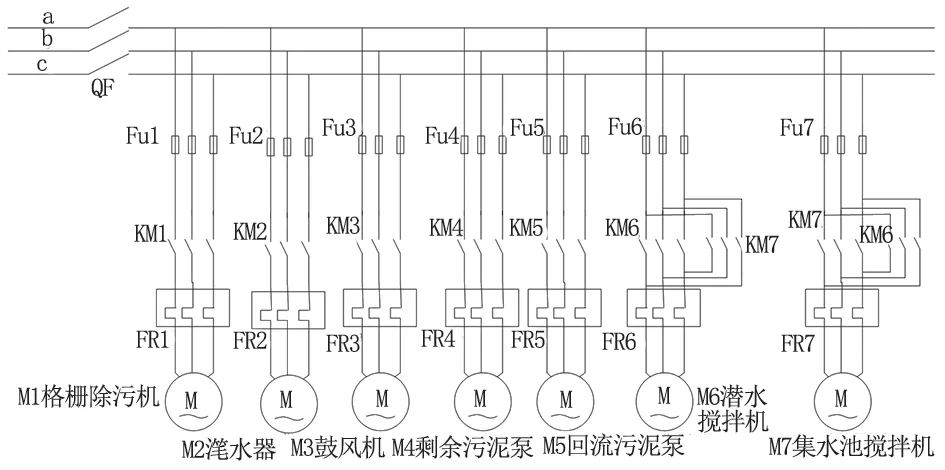
图3 系统控制主电路图
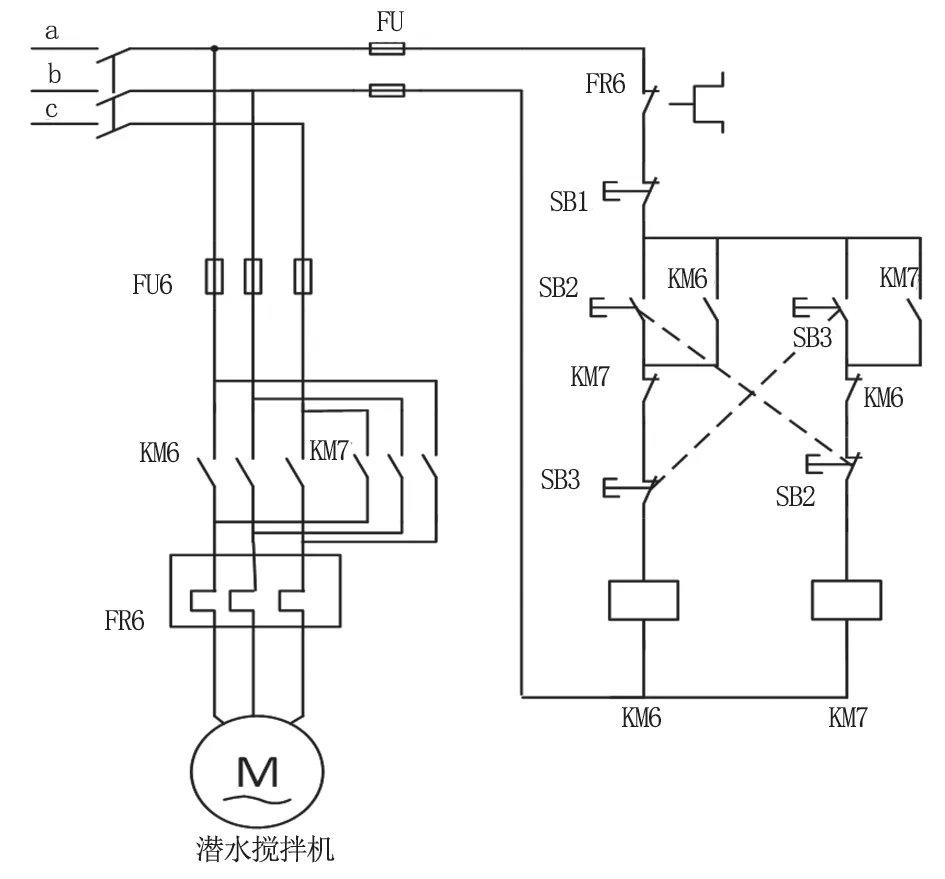
图4 搅拌机电气原理图
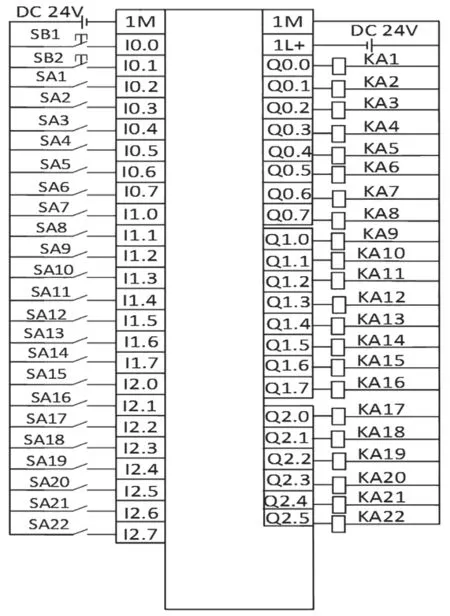
图5 PLC 控制电路原理图
4 系统软件程序设计
粗、细格栅除污机控制程序的设计:粗格栅主要用于过滤大颗粒的杂质。采用自动操作方式,控制两个粗格栅除垢器的开启和关闭。粗栅格可以过滤更大的杂质和污染,而较小的污染物则会随着废水而流动,而细格栅则是用来过滤微量的污染物。采用自动操作方式,通过定时控制两个细格栅清除污机的断电。粗、细格栅除污机工作流程如图6、7 所示。
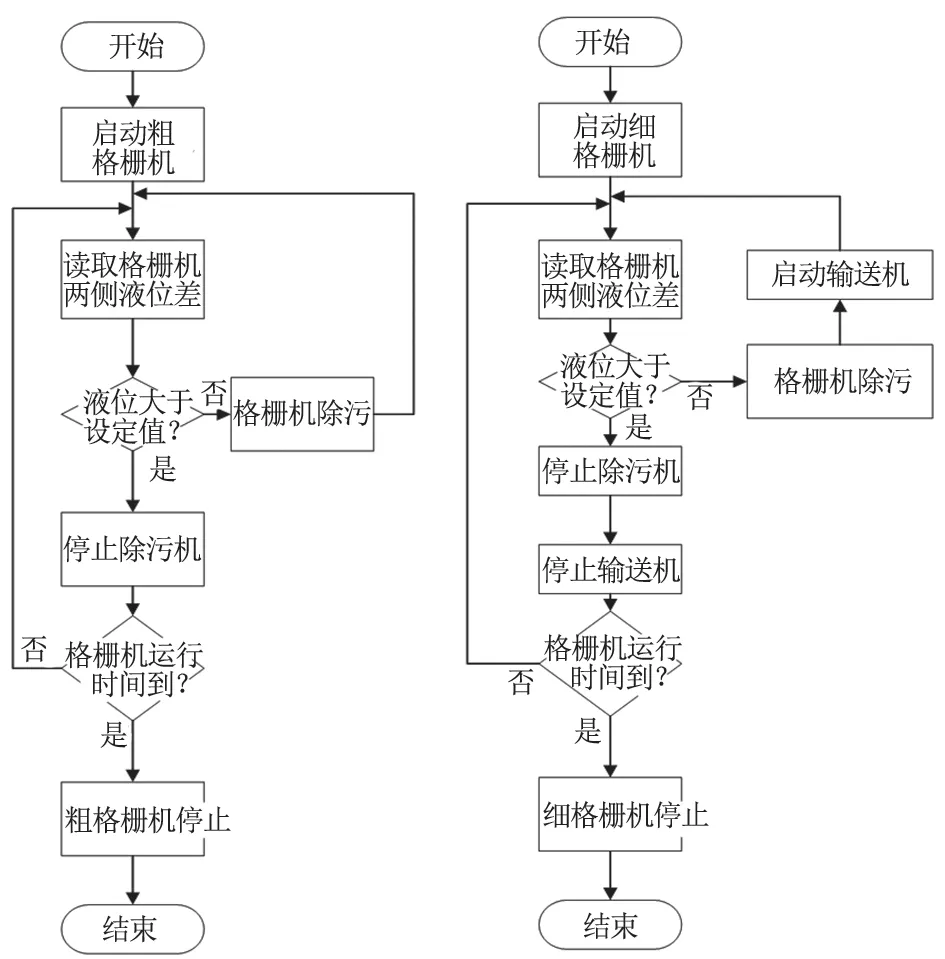
图6 粗格栅废水处理流程图 图7 细格栅废水处理流程图
当集水池中的水位升高到一定高度后,开启进水阀门,将集水池中的水引入1#SBR 池,当1#SBR 池中的水位也升高到一定高度后,则关闭进水阀门,开启另一个控制2#SBR 池的进水阀门,同样当2#SBR 池中的水位也达到目标高度后,即可关闭2#SBR 池的进水阀门,继而开启3#SBR 池的进水阀门,如此类推进行水位控制。利用S7-300Simulator 仿真软件对STEP7-Micro/WIN 所编程的程序进行仿真,打开S7-200Simulator 仿真软件后选择与STEP7-Micro/WIN 编程时的PLC 类型相同的CPU型号,本次仿真选用了CPU 226,然后载入程序,勾选全部,勾选与STEP7-Micro/WIN 版本相同的导入文件版本,选中所编程梯形图,实现载入程序;点击运行模式,开启监视,观察梯形图是否正常接通运行,左侧仿真图中下方为输入,可通过按钮进行输入,上方为输出。通过按钮和监测来对梯形图进行检查每个网络的梯形图是否正确,若存在没有接通,则对梯形图进行检查修改。具体的PLC 仿真的调试部分过程,图8 所示。
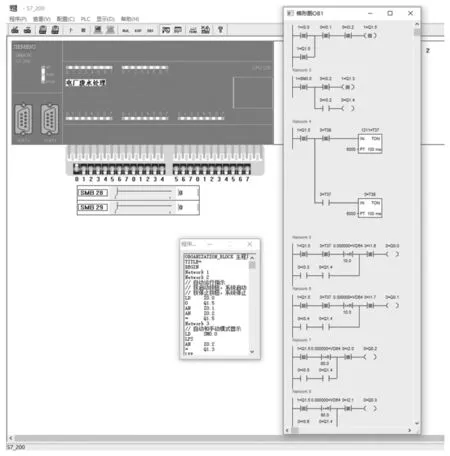
图8 PLC 仿真图
5 组态画面
应用组态软件可实现对系统工艺流程的实时监控,包括对工艺流程中数据的采集和处理、电机的启动和停止、系统故障和参数错误的报警等,使工作人员更好的把控生产过程,极大提高了工作效率。开发组态监控画面,画面中要组态控制的设备有粗格栅、细格栅、好氧池、厌氧池、污泥浓缩池、沉淀池、漩流沉沙池、紫外线消毒、压泥机等,还要有组态按钮、管道、指示灯等,然后连接变量,进行组态动态控制图监控(图9、10)。废水中的杂质最后由污泥泵驱动在管道中经紫外线消毒后排除系统的动画。画面底部不同的组态按键可切换不同的监控画面。
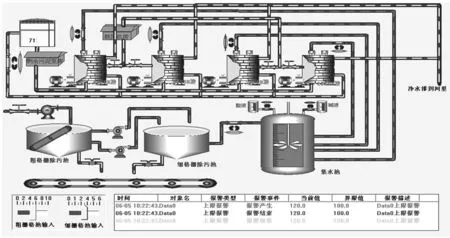
图9 工艺流程主画面
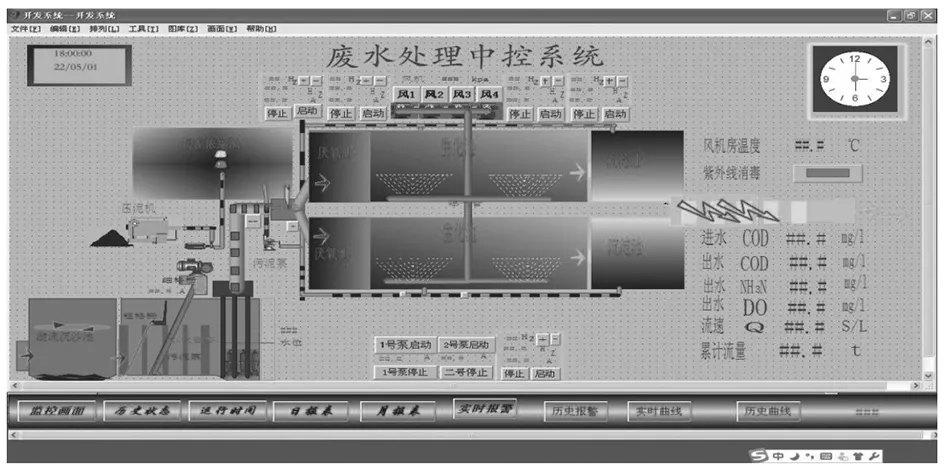
图10 监控画面
6 结语
本文针对工业废水处理系统为工程背景,在对废水处理工艺流程进行详细剖析的基础上,完成自动控制、手动控制和远程操控等功能于一体的自动化控制系统的设计。整个控制系统采用二级计算机控制方式:基础自动化级采用SIMATIC S7-300 系列PLC,实现对粗格栅、细格栅、好氧池、厌氧池、污泥浓缩池、沉淀池、漩流沉沙池、紫外线消毒、压泥机等工艺参数的监测,监控级为西门子的工业控制计算机,实现系统的组态、监控、报警提示、制表等功能。

猜你喜欢
中学生数理化(高中版.高考理化)(2022年4期)2022-05-25
中学生数理化·高一版(2020年2期)2020-04-21
昆钢科技(2020年6期)2020-03-29
资源节约与环保(2018年1期)2018-02-08
成都工业学院学报(2017年2期)2017-06-28
电子制作(2016年15期)2017-01-15
山东工业技术(2016年15期)2016-12-01
中国资源综合利用(2016年1期)2016-02-03
制造技术与机床(2015年10期)2015-04-09
中国工程咨询(2014年12期)2014-02-16
