
燃气电厂深度节水及零排放技术研究
2023-11-30 09:48:52郭宁
电气技术与经济 2023年8期
郭 宁
(晋能控股电力集团嘉节燃气热电分公司)
0 引言
燃气电厂的生产状况与煤电厂全然不同, 因此前者在节水技术及零排放技术上的应用也不能照搬后者。这主要是因为燃气电厂废水来源以反渗透浓水为主, 并非煤电厂的脱硫废水, 反渗透浓水的水质和回收利用空间都更理想, 贸然应用脱硫废水的处理工艺会大幅增加成本支出; 而燃气电厂烟气中几乎没有烟尘, 若应用脱硫废水的烟气余热干燥技术, 会导致废水中的盐类蒸发结晶形成固体微小颗粒, 这些微小颗粒在管道及构件上的附着会造成腐蚀。这意味着针对燃气电厂节水及零排放技术的研究, 应立足于燃气电厂的生产特征、废水特性及实际的工艺需求, 也就需要在相关技术研究过程中参考具体的燃气电厂案例内容, 以逐步验证的策略确保相关技术研究的可靠性与有效性, 从而推进燃气电厂深度节水及零排放技术的实现。
1 燃气电厂实际案例
1.1 燃气电厂概况
某燃气电厂现配备了两台350MW 级单轴燃气-蒸汽联合循环机组, 应用的燃气轮机为西门子厂牌下生产的V94.3 型燃气轮机, 汽轮机为上海汽轮机公司生产的E-30 -25 -1 ×12.5 型凝汽式汽轮机。整个燃气电厂用水系统包括化学水处理系统、循环水系统及生活消防水系统, 除循环水系统应用水源为中水外, 另两组水系统应用的水源均为自来水[1]。该燃气电厂在夏季满负荷运行状况下的水平衡状况如下图1所示。
1.2 燃气电厂耗水、排水状况及存在的问题
已知该燃气电厂平均单位发电量取水量为1.79m3/ (MW·h), 全厂外排水率达到42.7%, 而整座燃气电厂三套系统耗水、排水水量则如下表1所示。
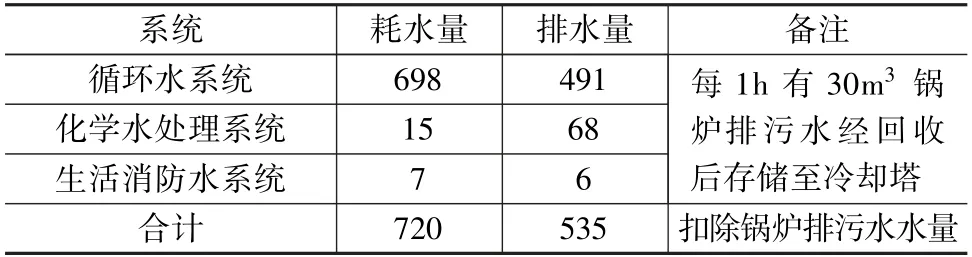
表1 全厂各系统耗水、排水水量表(m3/h)
结合燃气电厂运行状态及表1 中数据发现, 该燃气电厂部分中水在未经预处理的前提下直接补充入冷却塔, 中水Cl-质量浓度、碱度及硬度分别为157mg/L、5.4mmol/L 及6.2mmol/L, 满足电厂要求循环水对Cl-的要求(质量浓度≤1000mg/L、碱度≤8mmol/L、硬度≤19mmol/L), 然而当前该电厂循环水浓缩倍率被控制在2.5 倍以下, 倍率表现明显偏低, 由此可见中水硬度及碱度成为影响循环水浓缩倍率的关键要素[2]。
另一方面, 电厂实际生产过程中的化学水系统工艺流程为生水-生水加热器-盘式过滤器-超滤-保安过滤器-一级反渗透-二级反渗透-连续电除盐。但在生产时包括盘式过滤器冲洗排水、一级反渗透弄排水及冲洗水、超滤反洗及正洗排水、连续电除盐极水是在由地沟汇聚之后直接排入雨水系统中, 这就导致这些水体中的高低盐未经分离回收利用[3]。而厂区生活用水在汇聚后经缺氧/好氧生物处理之后会直接排放至污水管网, 未能重视这部分污水的回收利用, 且循环水排污水、RO 浓水及处理后的生活污水磷酸盐含量分别为1.5mg·L-1、2.57mg·L-1与2.09mg·L-1,均超过GB 8978—1996 二级标准要求的1.0mg·L-1。
2 燃气电厂深度节水及零排放技术应用
2.1 整体方案设计
结合此燃气电厂用水系统中存在的问题, 规划方案时计划新建水体预处理系统, 新建的预处理系统需满足提升循环水浓缩倍率的需求, 通过降低循环水补充水致垢性离子含量来减少电厂新鲜水需求量及外排水量; 针对全厂水系统缺乏废水高低盐分类回收的情况, 对已进行过生产的水体执行高低盐分类回收及分质回用的措施, 将低盐化学废水与生活污水处理后加入循环水中; 循环水排污水及高盐化学废水则匹配逐级浓缩措施以减少高盐废水量, 针对少量末端高盐废水予以蒸发结晶处理, 最终实现全厂废水零排放[4]。
2.2 原水预处理系统及化学水处理系统优化
电厂所用中水碳酸盐硬度为5.4mmol/L, 占中水总硬度87%, 需采用石灰软化处理工艺, 具体操作为每升中水加入310mg 氢氧化钙、15mg 聚合硫酸铁、0.2mg 聚丙烯酰胺。采用该工艺后中水总磷、碱度、硬度、全硅及 COD 去除率分别达到93.20%、89.79%、53.45%、50.33%、32.52%, 整体表现较为理想, 经计算后若原水预处理工艺中加入石灰软化处理工艺, 则可将循环水浓度提升4.5 倍。该处理工艺成本较低, 且处理量越大获得的效益越大, 对水质、水量波动也有较强适应性, 因而可以得到有效应用[5]。而在化学水处理系统中由于盘式过滤器冲洗排水、超滤反洗及正洗排水、一级反渗透冲洗水与连续电除盐极水含盐量均较低, 仅有一级反渗透浓排水含盐量较高, 因此可采用高低盐分离方案, 将低盐化学废水及处理后的生活污水经由原水预处理后加以回收利用。
2.3 匹配浓水减量系统
完成上一技术应用后, 该燃气电厂需要处理的废水仅余循环水排污水与化学车间反渗透浓水, 由于燃气电厂不存在可直接消耗浓水的脱硫、输煤、除渣等工艺, 因此回收利用这部分浓水需要以脱盐处理为前提, 结合表中数据及燃煤电厂运行状况加以计算得知, 匹配的浓水减量系统需分别满足循环水排污水113m3/h 与化学车间一级反渗透浓排水23m3/h 的需求。而在现有用于脱盐处理的反渗透与电渗析两种工艺中, 电渗析无法去除水中的非离子态物质, 会因这类物质堆积导致循环水水质进一步恶化, 因此推荐采用反渗透脱盐工艺, 实际应用中的关键在于保障该工艺系统稳定运行。
首先是针对有机物的预处理。循环水中的有机物或来源于循环水补充水, 或来源于运行过程中投入的水质稳定剂: 前者中可生化降解的有机物由污水处理厂的生物处理工艺负责, 残留的不可降解有机物可生化性不足; 而后者作为化学合成药剂, 也面临着极高的生物降解难度。因此在生物处理成果不理想、高级氧化法药剂成本高且存在风险的情况下, 采用混凝澄清工艺执行电厂循环水排污水的有机物预处理作业。
其次是针对致垢性离子的预处理。此工艺也被称为除硬工艺, 具体方法包括石灰软化、石灰-碳酸钠联合软化、氢氧化钠-碳酸钠联合软化。结合该燃气电厂的生产流程来看, 石灰软化工艺无法满足后续膜运行稳定性的需求, 而石灰-碳酸钠联合软化工艺虽可完全去除循环水硬度, 但会因为工艺中的石灰导致循环水Ca2+浓度上升, 并因此造成碳酸钠加药量增加致使成本上涨的情况, 综合考量后决定应用氢氧化钠-碳酸钠联合软化的工艺, 该工艺除控制难度较低之外, 运行状况也更为理想。在实际应用此工艺后反渗透回收率达到70%, 产水中可补充至冷却塔的部分上升至93m3/h, 循环水浓缩倍率可提升至5.0 倍,浓水40m3/h 进入后续高盐浓缩系统。
2.4 建设高盐废水浓缩蒸发结晶系统
浓水减量系统中反渗透产生的浓排水在含盐量、氯离子含量、全硅、有机物等物质上的指标均较高,需在经历过深度处理的前提下才可加以回收利用, 且这部分废水若直接执行蒸发结晶处理, 将产生高昂的投资及运行成本。在这种情况下国内外惯例解决方法为采用成本整体较低的膜浓缩技术, 通过膜浓缩技术减少这类废水的蒸发结晶处理量, 来实现投资及运行成本的有效控制。
现有高含盐废水膜浓缩处理技术包括电驱动膜、
对于结晶蒸发环节, 综合考虑燃气电厂经济状况及生产规模之后, 可采用的方式包括多效蒸发与机械蒸汽再压缩蒸发两种方式。就造价层面而言前者具有明显优势, 但综合运维、能耗及各方面成本考量之后,后者前期投资导致的成本支出可在后续运行费用节约下的部分中逐步回收, 因此案例中燃气电厂综合考量后应用了机械蒸汽再压缩蒸发的方式来蒸发结晶。
综合上述, 具体工艺完成后形成完整的高盐废水浓缩蒸发结晶系统, 整个工艺流程相对简单, 仅包括软化预处理——碟管式反渗透膜浓缩处理——蒸发结晶三个步骤, 实际投入应用后发现碟管式反渗透膜浓缩处理的处理量达到40m3/h, 回收率达到80%, 蒸发结晶处理量达到7m3/h。此工艺流程中形成的结晶盐采取外运处置措施, 产生的水体则回收至冷却塔用于改善循环水水质。
3 技术应用表现及评价
上述深度节水及零排放技术的应用需以保证整个系统运行安全为前提, 在确保系统运行足够稳定可靠的基础上, 该燃气电厂的用水系统得到全局性的优化。该燃气电厂实现深度节水及废水零排放技术改造之后, 全厂生产过程中的新鲜取水量从1245m3/h 降至728m3/h, 单位发电取水量自1.79m3/ (MW·h)降至1.04m3/ (MW·h), 外排水量实现了零排放。在经济上虽然初期投资总计达到8338 万元, 年运行费用达2171.6 万元, 但每年节约取水费及排污费共计达到723.9 万元。
4 结束语
此次针对燃气电厂深度节水及零排放技术的研究加入了具体案例, 以充分提升研究的实际意义与价值。研究过程中充分证明了不同技术的应用优势, 最后则指出技术应用在总成本上偏高的问题, 因此燃气电厂在实际应用深度节水及零排放技术的过程中, 可分阶段进行技术应用及建设, 以减轻经济压力并创造更理想的经济效益与社会效益。
猜你喜欢
学与玩(2022年12期)2023-01-11 06:39:22
发酵科技通讯(2021年3期)2021-09-27 10:00:18
供水技术(2021年3期)2021-08-13 09:08:30
电力与能源(2021年2期)2021-05-14 08:27:50
供水技术(2020年6期)2020-03-17 08:18:30
肥料与健康(2017年2期)2017-07-01 19:43:40
中国塑料(2016年9期)2016-06-13 03:18:50
海峡科技与产业(2016年3期)2016-05-17 04:32:17
中国塑料(2015年7期)2015-10-14 01:02:40
机电信息(2015年6期)2015-02-27 15:55:16
