基于VB和Solidworks复合材料外加压框设计模块化研究
2023-11-17 13:34:38杨纪龙景磊汪浩刘甲秋朱楠韩蓉
纤维复合材料 2023年3期
杨纪龙 景磊 汪浩 刘甲秋 朱楠 韩蓉


摘 要 复合材料广泛应用于航空、航天、武器装备中,复合材料成型通常采用对模成型工艺。模具设计过程中,外模加压采用外加压框螺栓顶丝设计。采用VB程序进行调用宏功能记录外加压框建模的程序进行编辑,将外加压框建模程序变成VB可以调用的应用程序,应用VB和 Solidworks软件进行复合材料外加压框模块化设计,建立了复合材料外加压框模块化程序界面,减少外加压框模具设计时间,提高设计效率。
关键词 复合材料;外加压框;模具设计;二次开发;模块化处理;VB;Solidworks
Research on Modular Design of Composite External
Pressure Frame Based on VB and Solidworks
YANG Jilong1,LING Lei1,WANG Hao1,LIU Jiaqiu1,ZHU Nan1,HAN Rong2
(1.Harbin FRP Institute Co., Ltd., Harbin 150028;
2. Harbin Institute of Petroleum, Harbin 150028)
ABSTRACT Composite materials are widely used in aviation, aerospace, and weapon equipment, Composite material forming usually adopts the opposite mold forming process. During the mold design process, the external mold is pressurized using an external pressure frame bolt top thread design. Using VB programs to call macro functions, record external pressure box modeling, and edit the program, Transforming the external pressure frame modeling program into an application that VB can call, applying VB and Solidworks software for modular design of composite material external pressure frames, established modular program interface for composite material external pressure frame, Reduce the design time of external pressure frame molds,Improve design efficiency.
KEYWORDS composite material; external pressure frame; mold design; secondary development; modular processing; VB;Solidworks
基金项目:黑龙江省自然科学基金项目“环形树脂基纤维复合构件的力学性能分析与试验研究”(项目号LH2022E094)。
通讯作者:韩蓉,女,副教授。研究方向为材料成型。E-mail:108503743@qq.com
1 引言
先进树脂基复合材料是以有机高分子材料为基体, 高性能连续纤维为增强材料,通过复合工艺制备而成,并具有明显优于原组分性能的一类新型材料[1]。1942年,美国率先使用玻璃纤维/不饱和树脂复合材料,而后随着社会的发展和科技技术的革新,新型增强材料、高性能纤维相继问世。1967年,复合材料独特的性能優势受到航空、航天产品的青睐[2]。目前,复合材料已经显现出将要取代铝合金,成为大型民用客机结构主体材料的趋势。战斗机、轰炸机、运输机、直升机、无人机、通用航空飞机以及航天飞行器中的导弹、火箭、卫星等也均大量采用复合材料结构,甚至出现全复合材料结构[3]。随着火箭、导弹、卫星构件研制的发展,其更新换代以及新型号研发周期缩短,对于型号的各个环节时间也在压缩。因此,要求模具设计师缩短模具设计时间。为了适应现在的生产节奏,节约模具设计时间,可以通过VB等编程语言调用 API 函数与Solidworks软件相结合,将模具模块化,使模具设计更加方便快捷。
2 成型工艺过程概述
2.1 复合材料成型工艺
复合材料成型包括成型和固化两部分,第一步成型是把复合材料预浸料按一定结构和形状铺好层;第二步是固化,把铺好层的预浸料在压力等作用下固定形状。常用的复合材料成型工艺包括拉挤成型工艺、缠绕成型工艺、自动铺放成型工艺、热压罐成型工艺、树脂传递塑模成型工艺以及模压成型工艺[4]。
2.2 复合材料应用及模具结构组成
我国运载火箭中的舱段结构、井字梁构件,卫星上的承力筒、面板以及导弹壳体等均已实现一体共固化成型、模压成型工艺。对模成型工艺的模具一般由芯模、内分瓣、外分瓣、外加压框、上法兰和下法兰等部分组成。芯模、外加压框、外分瓣为铸件,内分瓣、上法兰和下法兰为板材件。
2.3 复合材料生产过程
复合材料产品生产过程中模具设计、加工时间占整个产品研制生产的60%,其中模具设计时间大约占10%。复合材料应用越来越广泛,各行各业对产品研制周期要求越来越短,因此,需要在新产品研制过程中缩短每一生产环节的时间。首先,通过增加设备和加工时长来缩短模具加工时间;其次,通过增加人员、设备、生产时间来缩短产品生产、检验时间。复合材料模压成型工艺中大部分模具结构类似,可以通过将类似的产品模具参数化,缩短模具设计时间。产品研制流程如图1所示。
3 基于 VisualBasic和 Solidworks二次開发参数化设计
3.1 基于Solidworks宏录制代码进行尺寸驱动建模
Solidworks具有强大的参数化建模功能,能够快速、简洁的完成任何产品结构的设计,以满足设计师的需求。Solidworks内部含有一整套的数据库,可通过内嵌的宏命令进行录制Solidworks建模过程,形成完整的产品建模数据。尺寸驱动法在保持模型结构不变的情况下,将产品模型中的尺寸设为变量,在建模程序中给建模变量赋值,应用尺寸驱动法进行Solidworks二次开发,通过改变建模变量达到同步更新模型的目的。
3.2 VB、Solidworks 二次开发
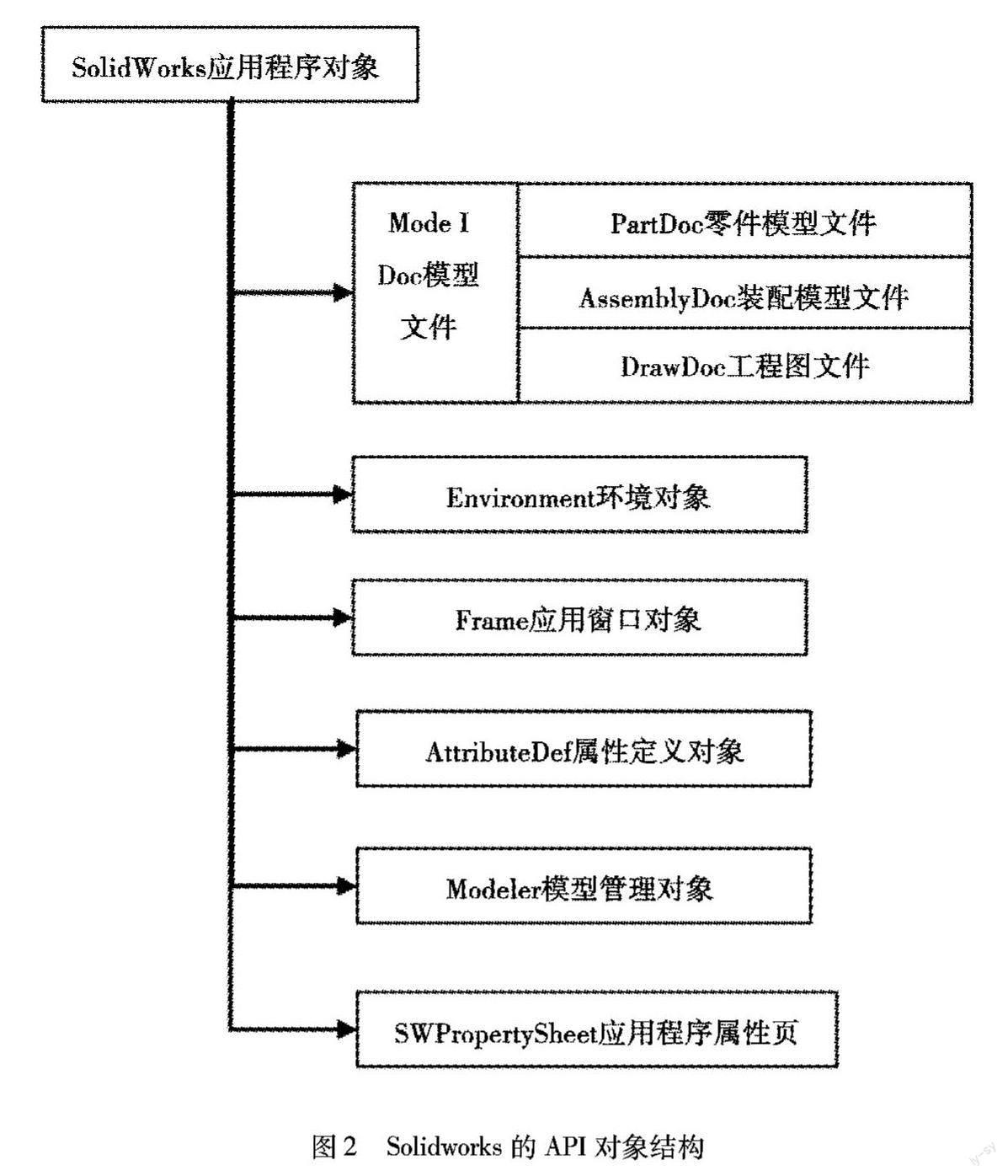
在对VB及SolidWorks二次开发的过程中,通常采用COM(组建对象模型)或者OLE(对象链接与嵌入)技术;利用Solidworks提供的大量API函数作为二次开发的接口,并且使用COM和OLE技术所能识别的VB或VC语言作为其编程语言[5]。Solidworks的API对象结构是一种自上而下的多层次的设计树,如图2所示。
根据Solidworks软件进行产品参数设计、参数化设计,称为尺寸驱动,是采用一组参数来表示尺寸值或尺寸约束关系,当改变其中的驱动参数值时,模型数据信息会根据尺寸约束关系动更新,从而实现模型更改。
4 实例验证
4.1 外加压框结构参数
根据产品结构的更改,舱体外加压框需要设计者不断修改,根据设计者多年的设计经验,外加压框结构如图3所示,其参数大致包括7个部分,法兰厚度b1、法兰宽度b2、外加压框壁厚b3、外加压框肋板厚b4、外加压框总高H、外加压框内径R1和肋板数量n,外加压框的结构参数,如图4所示。
4.2 外加压框程序建立
SolidWorks二次开发舱体外加压框的过程中,利用SolidWorks宏功能记录外加压框建模程序。采用VB程序进行调用宏功能记录外加压框建模的程序进行编辑,将外加压框建模程序变成VB可以调用的应用程序。首先通过SolidWorks设计外加压框并把外加压框外形生成的全过程经过宏记录转变成宏文件,把宏文件和复合材料外加压框与生成程序结合。找出SolidWorks宏文件中与复合材料外加压框生成有关的关键函数。确定关键函数中的关键常数,弄清关键常数的变化对复合材料外加压框建模的影响。把复合材料外加压框上的关键常数用变量替换,这样就完成了复合材料外加压框的程序建立。
对Solidworks宏中录制的外加压框的操作代码进行整理,编制如下:
Dim swApp As Object
Dim As Object
Dim boolstatus As Boolean
Dim long status As Long, long warnings As Long
Dim b1 As Double
Dim b2 As Double
Dim b3 As Double
Dim b4 As Double
Dim n As Double
Dim R1 As Double
Dim H As Double
Dim pi As Double
Private Sub Command1_Click ()
b1 = Val(Text1.Text) / 1000
b2 = Val(Text2.Text) / 1000
b3 = Val(Text3.Text) / 1000
b4 = Val(Text4.Text) / 1000
H = Val(Text5.Text) / 1000
R1 = Val(Text6.Text) / 1000
n= Val(Text7.Text) / 1000
pi = 3.1415926
Dim swApp As Object
Set swApp = Create Object ("SldWorks. Application")
swApp.Visible (True)
Dim As Object
Set = swApp.new
Set = swApp.ActiveDoc
…………
首字段 声明变量 将文本框中的值转化成数值到变量b1 b2 b3 b4 H R1 n中。
应用VB软件,通过程序段的编制、软件控件的设计、窗口的设计等,建立新的建模界面,如图5所示。
通过外加压框结构的程序界面控制,只要修改对应参数,即可一键式建模操作,能极大缩短了设计人员设计、更改模型的时间。
5 结语
本文是基于VB和 Solidworks复合材料外加压框设计模块化的研究,将复合材料外加压框模具进行参数化处理,结合SolidWorks 软件和VB软件建立外加压框结构程序界面,完成一键式复合材料外加压框设计,简化了复合材料外加压框设计过程,让技术人员减少相似零件的重复性设计,节约产品的设计时间。
参 考 文 献
[1]陈祥宝.聚合物基复合材料手册[M].北京:化学工业出版社,2004:4-5.
[2]王东.舱段用碳纤维/环氧树脂复合材料及其整体成型工艺.哈尔滨工业大学,硕士学位论文.2010, 4.
[3]张佐光.复合材料学科发展研究. 2014-2015航空科学技术学科发展报告.2015.
[4]孙宗平.复合材料耐压壳的设计[D]. 东华大学, 2022.
[5]赵盼,张燕,薛峰,李健.基于SolidWorks二次开发的零件三维参数化设计及装配[J].科学技术与工程,2010,10(7):1674-1679.
[6]李伟涛,李晓刚.基于VB的法兰盖Solidworks二次开发[J].信息与电脑,2015,17(7):124-125.
猜你喜欢
甘肃科技(2020年20期)2020-04-13 00:30:02
模具制造(2019年3期)2019-06-06 02:11:02
纤维复合材料(2018年3期)2018-04-25 07:22:58
制造技术与机床(2017年11期)2017-12-18 06:47:29
电子测试(2017年11期)2017-12-15 08:57:13
知音励志·社科版(2016年11期)2016-12-20 19:14:58
新教育时代·教师版(2016年33期)2016-12-02 13:34:20
知音励志·社科版(2016年8期)2016-11-05 04:05:43
科技视界(2016年18期)2016-11-03 22:54:52
应用化工(2014年10期)2014-08-16 13:11:29