
如何满足两片圆装袖的质量要求
2023-11-16 07:13文观秀
轻纺工业与技术 2023年5期
文观秀
(广州市纺织服装职业学校,广东 广州 510310)
两片圆装袖属于合体袖,多用于西装、制服、大衣等,是依照人体手臂形态构成的外观圆润的一类袖型,具有端庄、俊美、干练的特点,多采用两片袖结构,有大、小袖片之分。两片圆装袖在造型上要求美观,具有很强的立体感,既能很好地凸显人体手臂的形态特征,又能满足手臂的运动需求。
1 人体手臂形态与袖子造型
1.1 人体手臂形态
人体的手臂并不是笔直的,它自然下垂并向前弯曲,由上臂和前臂组成,在上臂与前臂连接处的肘关节处呈弯曲状,呈现前臂向前伸展和肘部向后增加曲势的状态[1]。在视觉上,上臂较直,从肘部向下手臂形态的弯势造型和内扣性尤为明显,如图1 所示。
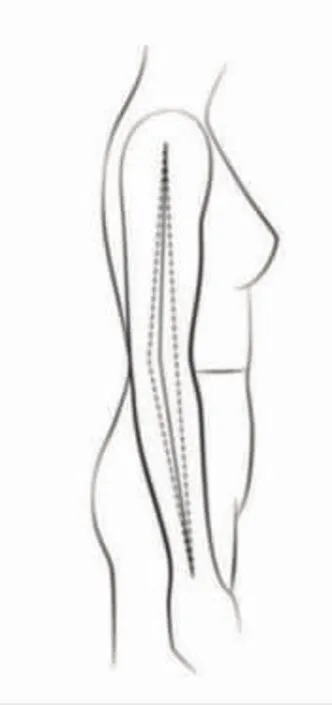
图1 人体手臂形态
1.2 袖子造型
1.2.1 无曲势袖型
无曲势的直线型平装袖覆盖上肢的状态:肘关节后屈侧处会顶着袖子,前屈侧处有多余的空隙,假如肘部有弯曲运动就会引起牵引[1]。简单的直线型袖型不能很好地展现手臂的外观形态特征,余量分配也不均,如图2 所示。
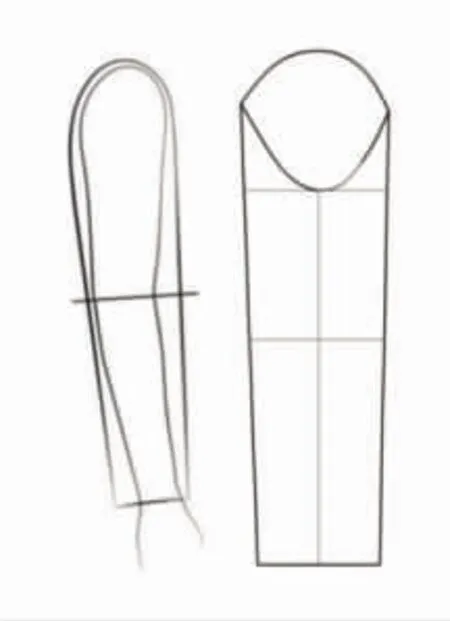
图2 无曲势袖型
1.2.2 有曲势袖型
在直线型袖型的结构基础上做以下调整:切开肘头,使前屈侧面多余的空隙移到后侧,让肘部得到松量,使袖子顺着手臂弯势形成袖子的曲势,同时让袖子有了前倾的造型,见图3。
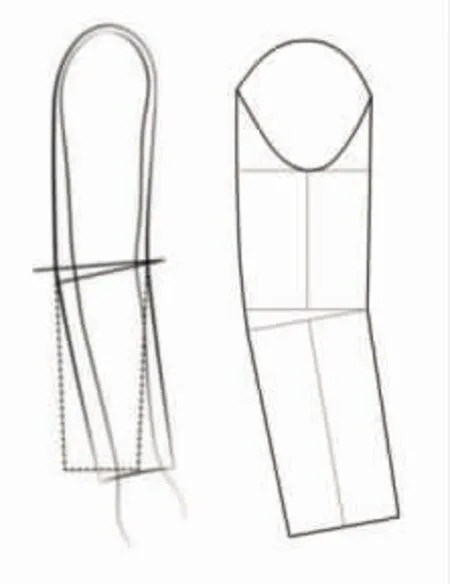
图3 有曲势袖型
在有曲势的袖型里,两片圆装袖是最常见的袖型。结合人体手臂的形态,要较高标准地完成两片圆装袖,其质量要求包括袖子的弯度、袖子的内旋、袖子的前倾型、袖头圆润饱满这几点。可以从结构、归拔、粘衬工艺、对刀位处理等方面来让两片圆装袖较好地达到以上质量要求。
2 两片圆装袖结构设计
2.1 两片圆装袖结构处理 2.1.1 大、小袖片分离
为了更好地体现袖子的前倾及弯势,并隐藏好前后袖缝线,可以转移袖肘省至袖口,并分离出大、小袖片,如图4 所示,先是展开袖口,合并袖肘省,将袖肘省转至袖口,去掉多余的空隙量。
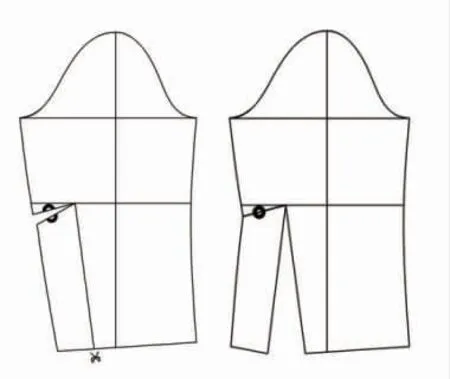
图4 转袖肘省
而后将袖缝线进行借位转移(将前袖阴影部分的量转移至后袖),在袖肘省处分离大、小袖片,得到由大、小袖组成的两片圆装袖结构,如图5 左所示。为了让袖头车上衣身后达到袖头饱满、前圆后登的效果,在袖头位置增加了袖山的高度以及袖山弧线的长度,也就是说袖子的袖山弧线和衣身的袖窿弧线出现了长度差,这个长度差就是袖吃量,见图5 右。一般袖子的袖山弧线会比衣身的袖窿弧线长2.5~4.0cm,袖吃量的设置需要根据服装款式特征和面料性能来决定。
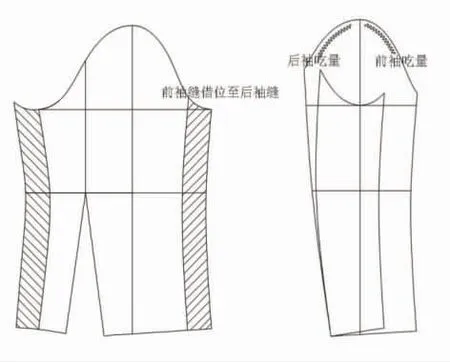
图5 袖缝线借位转移及袖吃量
2.1.2 大、小袖口借位
大、小袖前袖缝因为借位有了3cm 左右的偏袖量,它们可以保持在相对平行的状态,但也可以在大、小袖袖口位置增加借位量,即增加大袖袖口的量,减少小袖袖口的量,这样可以增加袖口的内旋性,见图6。
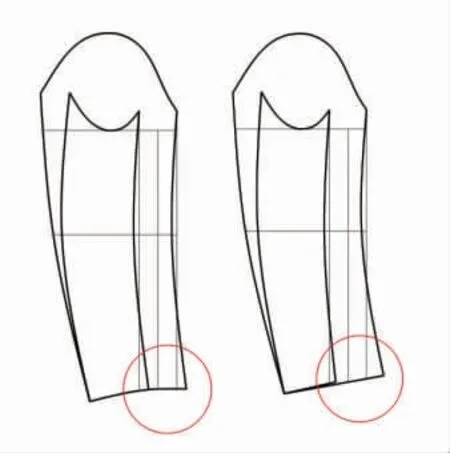
图6 大、小袖袖口借位
2.2 两片圆装袖归拔工艺处理
如果仅根据结构样板进行平缝,还是不能很好地达到圆装袖的质量要求,自然也不能更好地吻合人体手臂形态。在缝制工艺前需运用归拔工艺对袖片进行处理,在两片袖归拔工艺中,归拔重点是以大袖片前后偏袖线为主,解决前袖缝的转折问题。
2.2.1 袖片归工艺
在大袖的后袖缝袖肘处归拢,大袖后袖缝通常会比小袖长,这也是为满足后肘部的突起而预留的量,将大袖后袖缝长出来的量在袖肘部进行归拢,注意归拢时熨斗在袖肘处的S 形轨迹不要超过4cm,长度与小袖后袖缝等长,见图7。

图7 归大袖后袖缝
2.2.2 袖片拔工艺
偏袖线原为直线,为符合人体手臂的弯势形态,前偏袖以偏袖线为准要向内折转,变成向内凹的弧线。以偏袖线至前袖线的区域3cm 为例来进行归拔。大袖的前袖缝与小袖前袖缝存在长度差,在大袖的前袖缝袖肘处拔开,拔开时注意熨斗以偏袖线为界,不要超出偏袖线。偏袖线至前袖线的区域较小,不利于归拔时S 形曲线的形成[2]。要判断大袖前偏袖线是否拔到位,可用小袖的前袖缝线来作参照,将小袖摊平,大袖的前袖缝线与小袖前袖缝线在长度和造型上能无间隙吻合,则表明此时大袖片前袖缝的拔已经到位,如图8 所示。
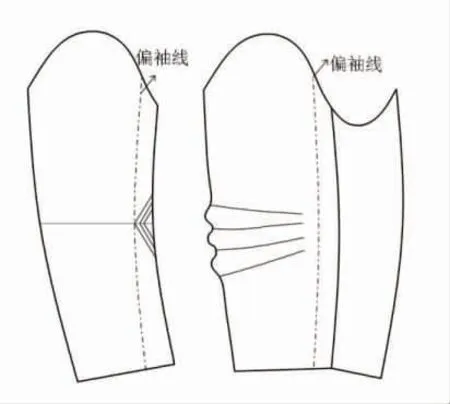
图8 拔长大袖前袖缝
2.3 两片圆装袖车缝工艺
2.3.1 两片圆装袖粘衬工艺
在车缝前先将大、小袖及衣身袖窿做粘衬和粘牵条处理。袖头有袖吃量的存在,在大袖袖头处烫斜纱衬,这样既能让袖头圆润挺括,又方便大袖头做溶袖处理。小袖后袖缝要用来稳定袖子的造型,故小袖后袖缝处粘3~4cm 的直纱衬。袖口尺寸要符合成品规格,不能拉伸变形,故袖口处用直纱衬,宽度为8~10cm,见图9。另外,在前后衣身的袖窿处也要在净样线处烫1cm 宽的直纱牵条,固定袖窿形状,以防变形导致缝制过程的袖吃量与纸样设计的吃量不符,对刀位不准确,最终影响袖子的造型效果。
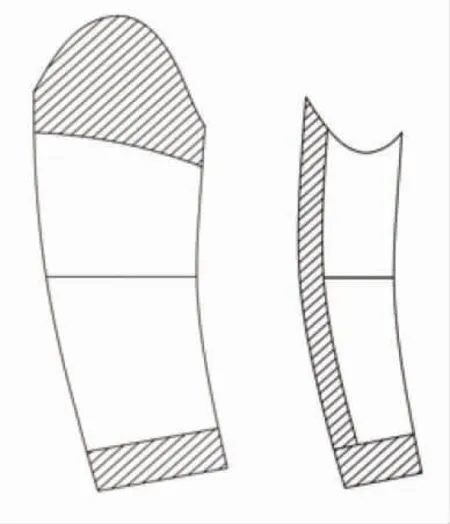
图9 大、小袖粘衬
2.3.2 两片圆装袖缝制
在装袖过程中,袖子和袖窿的对位点能准确合上是装好袖子的必备条件,也是保证袖子整体呈前倾的关键。以总袖溶量3.2cm,前袖溶量1.2cm,后袖溶量2.0cm 为例。如图10 所示,衣片前袖窿在肩线A 往下8.0cm 处做剪口B,前袖弧线从袖山中点A’往下9.0cm处做剪口B’,此段多出来的1.0cm 就是这段的溶量。后袖窿同样在肩线A 往下8.0cm 处做剪口C,后袖弧线从袖山中点A’往下9.7cm 处做剪口C’,此段多出来的1.7cm 就是这段的溶量。前后袖窿拼合处的袖底D 点与小袖袖底D’点做剪口,往前、后袖3.0cm 袖底段不设袖溶量。在装袖时,抽好袖山溶量后对好以下4处对位点:袖山中点对肩缝点,前袖山9.0cm 的点对前袖窿8.0cm 的点,后袖山9.7cm 的点对后袖窿8.0cm的点,小袖袖底点对前、后袖窿底部点。将袖窿最低点与袖山弧线最低点正面相叠,沿净样线车缝一周。注意袖山溶量推匀至对应位置,溶袖时不能出现死褶,这样才能让袖头造型美观,呈现前圆后登的效果。
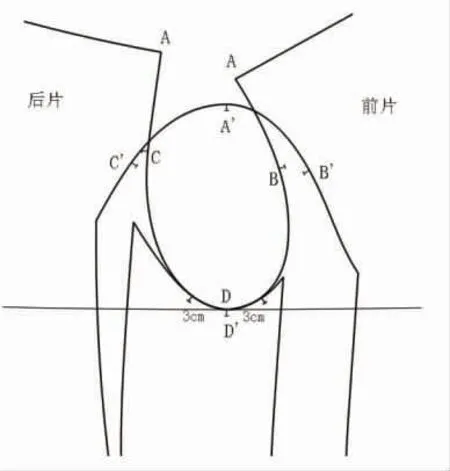
图10 装袖对刀位
3 结语
要高标准地达到两片圆装袖的质量要求,从结构设计、归拔方法、粘衬处理到车缝对位等工艺处理,每一道工序都要思前想后,精益求精,这样才能确保在工艺车缝实践中各拼合部位处于等长的状态,便于缝制。同时,这样还能充分保证袖子具有良好的外观形态,达到自然舒适的要求,满足受众群体对服装外观美的需求。
猜你喜欢
初中生学习指导·提升版(2022年3期)2022-03-19
今日农业(2020年14期)2020-12-14
服装学报(2018年4期)2018-09-07
玩具世界(2017年3期)2017-10-16
玩具世界(2017年3期)2017-10-16
领导决策信息(2017年17期)2017-06-21
青年文学家(2016年34期)2017-03-31
金色少年(奇趣科普)(2016年8期)2016-09-21
我爱学(创意美术与手工)(2016年4期)2016-07-14
BOSS臻品(2015年4期)2015-09-10
