环形工件自动化超声C扫描设备的机械结构设计*
2023-11-13 11:48:24季建华
机械制造 2023年10期
□ 季建华 □ 达 刚
1.江苏城市职业学院南通点 江苏南通 226006 2.南通银河测控技术开发有限公司 江苏南通 226006
1 设计背景
大中型轴承的内外圈等环形工件的无损检测方法主要有便携机手动检测和自动化检测两种。手动检测方便灵活,但对于批量生产来说,效率低,劳动强度大,还容易因人为因素产生误判。超声C扫描来源于英文Constant Depth Scanning,系统工作原理是使用计算机控制超声换能器在工件上纵横交替扫描,将特定探测范围内的反射波强度以辉度的形式连续显示出来,通过显示器显示出工件内部缺陷横截面图形。
环形工件如图1所示,笔者对此设计了一套自动化无损检测设备,结合自动化技术与超声C扫描的原理,完成对此类环形工件内部缺陷的无损检测。
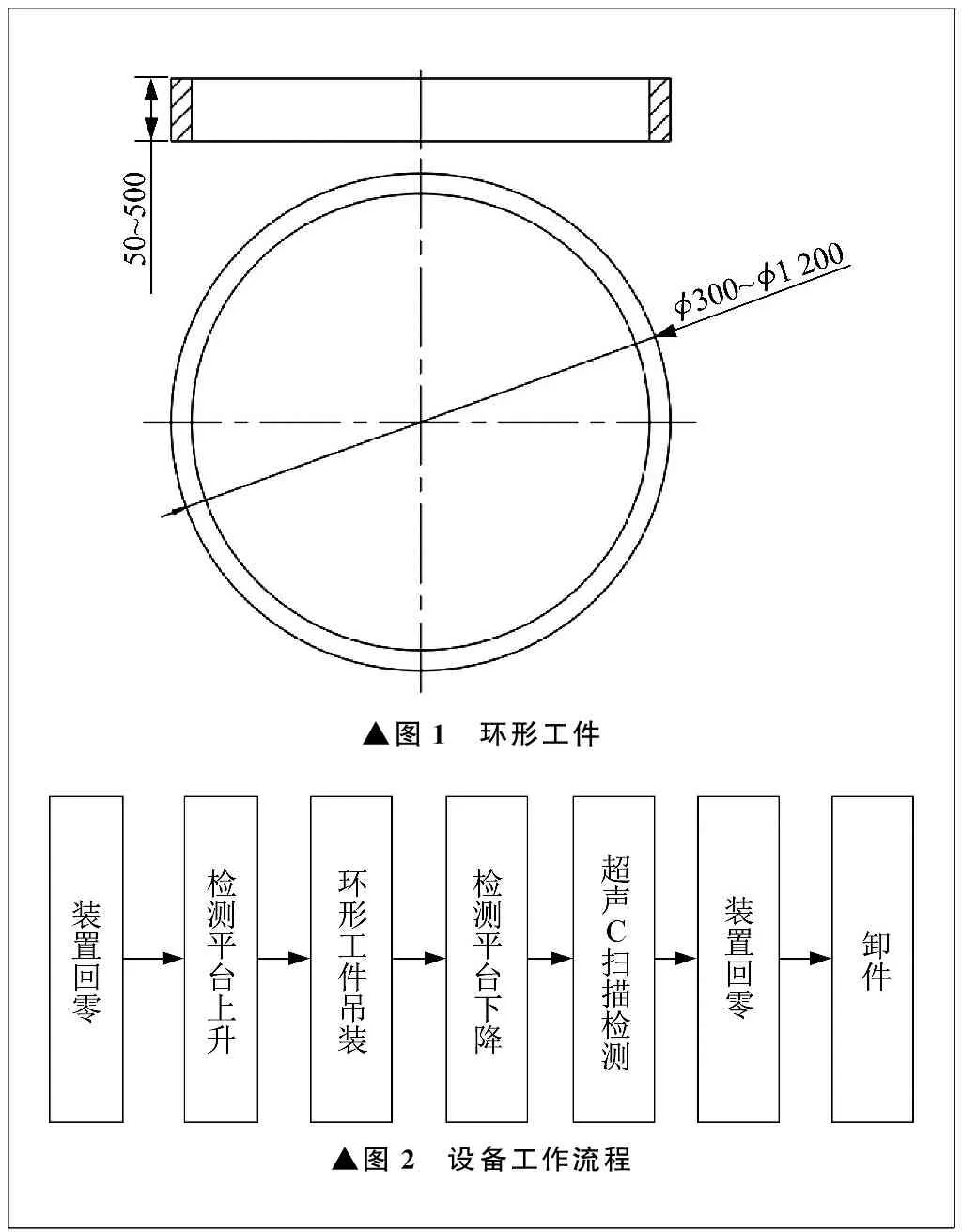
▲图1 环形工件▲图2 设备工作流程
设备主要功能是检测平台能自动上升至吊装区,将环形工件吊装完成后,能实现工件的定位与装夹。检测平台下降至工作表面处,工件围绕轴线旋转,观察定位安装是否正常。检测探头开始动作,运动到设定位置,工件开始旋转两三圈。检测完成后,系统根据检测数据给出信号,生成检测结果。探头上升回到初始位置,检测平台上升至吊装高度,夹紧装置松开,根据检测结果将工件吊装至对应的码垛区域。设备工作流程如图2所示。
2 水浸法超声检测设备结构
完成大中型环形工件探伤,一般可选择水磨法或水浸法。采用水磨法探伤,由于工件直径较大,检测过程中探头与工件接触时间较长,在力的作用下,探头易产生磨损。探头属于检测装置的核心零件,磨损后会直接影响探伤精度和准确性。并且环形工件存水包的设计较为复杂,探头部分结构臃肿,运动稳定性差,对探伤精度影响较大。采用水浸法探伤,探头结构轻巧,动作灵敏准确,在探测过程中探头与工件不接触,没有摩擦运动,不会造成探头磨损,探头使用寿命长。采用水浸法的缺陷是工件需浸泡在水下,回转和夹紧机构也在水下工作。权衡利弊并经过测算,两种方法相较而言,水浸法超声自动检测环形工件,在设备检测精度及经济性、稳定性等方面都要比水磨法好。根据环形工件设计的水浸法超声检测设备结构如图3所示。
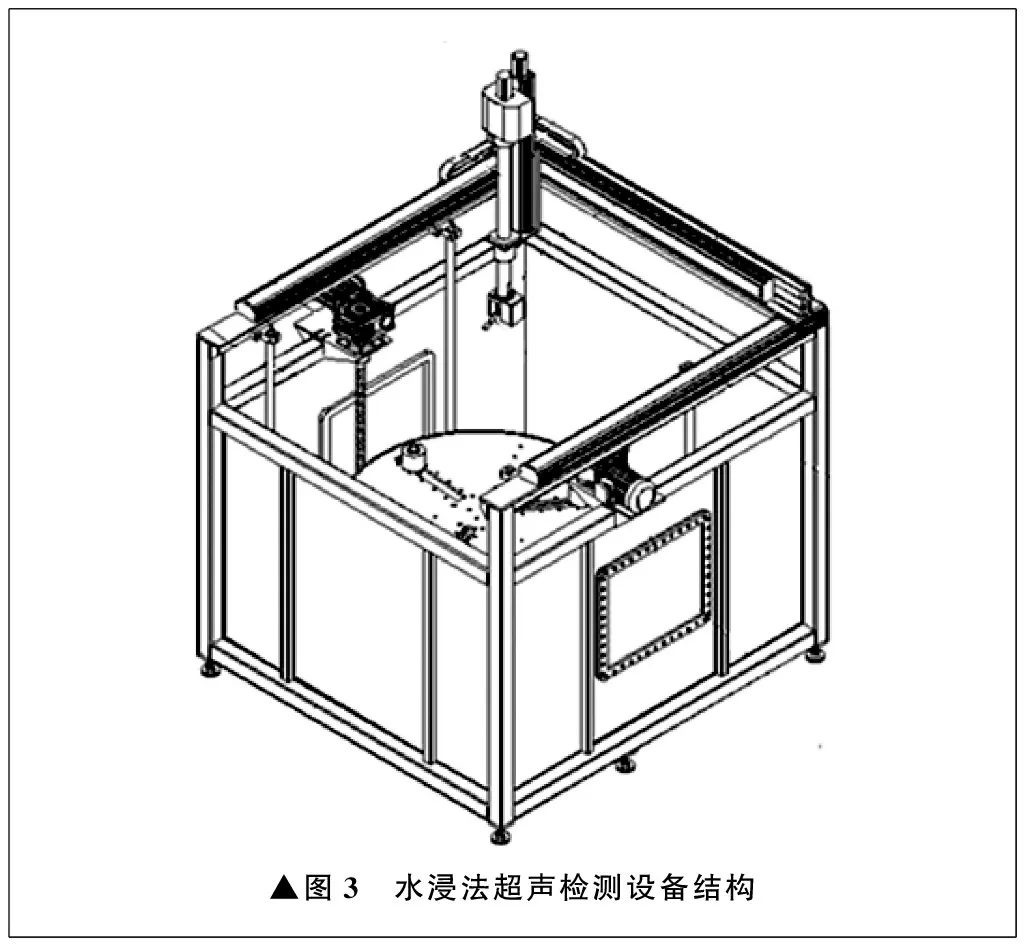
▲图3 水浸法超声检测设备结构
水箱设计留有维护窗口,可以观察水下运动情况,打开后还能为后期设备维护留有足够空间。探头运动可实现三坐标联动,探头结构轻巧,定位准确迅速。升降机构采用双动力系统,确保升降动力均衡稳定。定位机构采用三爪自定心设计,定位准确,夹紧牢靠。回转机构设置有周向支撑导轮,能确保检测平台运转稳定,噪声低。设备机械调节结构的调节轴数总计达7轴,X轴移动模组、Y轴移动模组、Z轴移动模组结合,可以实现对探测探头三轴方向的调节。通过探头架周向旋转机构和角度旋转机构的结合,可以实现对探测探头探测角度的调节。通过平台升降模组,可以实现对平台高度的调节。通过平台旋转模组,可以实现对平台转动的调节。
3 升降机构
设备正常检测时,环形工件表面及探头需浸没在水下。为方便受检产品的安装,设计了一套升降机构。工作中,由升降机构带动检测平台上升到水箱以上。吊装环形工件,定位夹紧后,升降机构带动检测平台下降没入水下设定好的距离,然后停止。工作台升降导向机构采用四根对称布置的圆柱光轴,升降传动为两套对称布置的滚珠丝杠机构。升降机构如图4所示。

▲图4 升降机构
本套升降机构的优点是结构简单,安装及维护方便快捷。升降系统的构件标准化程度高,经济性好。滚珠丝杠螺母副传动精度高,配合伺服电机,容易实现高度方向的高精度定位。对称布置结构及直线轴承的应用,使系统升降传动平稳,结构刚性稳固。由于采用双电机驱动,带来的技术难点是如何保证双电机驱动的同步性。通过在电气系统中运用可编程序控制器控制联调,解决了双电机的同步性问题。通过采用自锁机构,实现了检测平台在高度方向上任意位置的停机锁定功能。
4 定位及夹紧机构
环形工件以空心套筒为主,此类工件外圆均进行了精加工或半精加工,外形为规则圆柱面,表面精度较高。这种类型的工件最适合采用三爪自定心机构。本次设计利用三爪自定心机构的定位夹紧原理,设计了针对环形工件的专用夹爪,在定位、夹紧工件的同时保护工件表面不因夹紧而受损。夹爪的驱动方式巧妙地应用齿轮传动配合丝杠导轨的结构,定位夹紧操作简单,并支持手动夹紧和自动夹紧两种模式,降低了用户操作难度。定位及夹紧机构如图5所示。
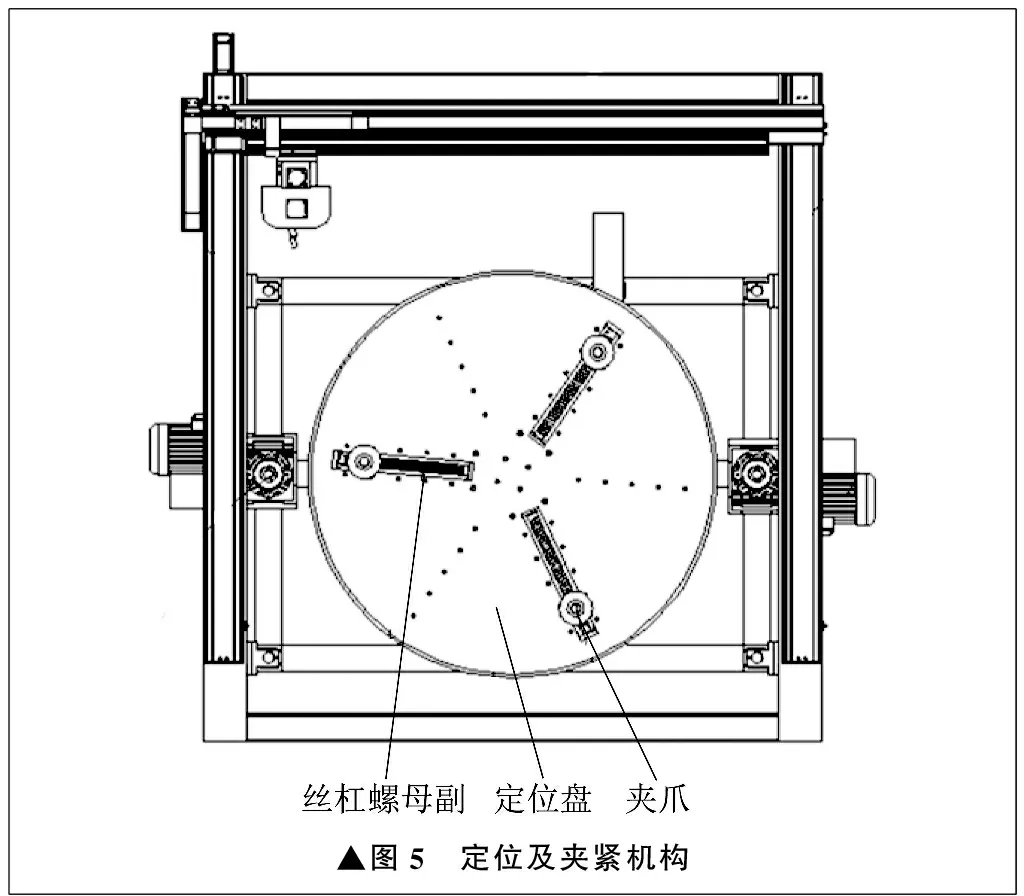
▲图5 定位及夹紧机构
5 旋转机构
工件检测过程是在水下完成的,当检测探头定位后,工件需要绕轴线旋转。整套旋转机构均浸没于水下,防水防锈问题是旋转机构要解决的主要问题。另外是降速问题,如何将电机速度调整到符合工件检测的旋转速度,也是设计的关键。设计中通过计算、模拟、试验,最终确定采用不锈钢材料制备水下传动部件来解决防锈问题。采用水下电机驱动,解决电机防水问题。采用蜗轮蜗杆传动配合齿轮传动,实现传动比的调节,获得合适的转速。
6 结束语
笔者对环形工作自动化超声C扫描设备进行了机械结构设计。设计中探头的动作实现三坐标联动控制,探头支持周向调节及水平角度调节,工件装夹部分支持垂直方向任意位置精确停止及周向回转运动。设备整体运动轴数达到7轴,自动化程度及检测效率高。
猜你喜欢
青少年科技博览(中学版)(2022年11期)2023-01-07 06:21:30
汽车维修与保养(2021年8期)2021-02-16 00:28:20
制造技术与机床(2019年7期)2019-07-22 03:42:06
现代机械(2018年1期)2018-04-17 07:29:48
西南农业学报(2016年4期)2016-05-17 05:41:52
工业设计(2016年4期)2016-05-04 04:00:15
焊接(2015年9期)2015-07-18 11:03:52
中国当代医药(2015年8期)2015-03-01 02:01:36
浙江大学学报(工学版)(2015年1期)2015-03-01 01:17:23
组合机床与自动化加工技术(2014年12期)2014-03-01 02:22:54