哈尔乌素选煤厂块煤防破碎技术研究
2023-11-04 03:11:46刘利波徐宏祥崔家画
煤炭工程 2023年10期
刘利波,徐宏祥,崔家画
(1.国能准能集团有限责任公司,内蒙古 鄂尔多斯 010300;2.中国矿业大学(北京)化学与环境工程学院,北京 100083)
块煤是我国煤炭市场的重要产品之一[1],在化工、造气、烧结等行业有很大的需求量,块煤在转载过程中破碎严重和产品限下率超标的问题引起了诸多选煤厂和学者的广泛关注[2]。杨林轩[3]对玉溪选煤厂块煤运输、储存、装车环节的产品进行了筛分试验,结果表明:块煤在转载、运输、储存、装车等环节均会发生破碎,造成块煤限下率增加,块煤销售价格降低,影响了企业的经济效益。同时,块煤在发生破碎时,车间煤尘增多,噪声增大,导致工人工作环境恶劣,工人的听力受损[4]。因此,研究块煤防破碎方法,对煤炭企业提高经济效益,保障职工职业健康均具有重要意义。
块煤破碎是块煤在外力作用下遭到撞击碎裂的过程,撞击是块煤发生破碎的重要原因[5]。块精煤从生产到装车需要经过带式输送机转载、入仓、装车等环节,因此带式输送机的转载溜槽和储煤仓是块煤发生破碎的主要位置[6,7]。目前,针对块煤防破碎的研究主要是针对溜槽的优化改造,主要有螺旋溜槽[8,9]、伸缩溜槽[10,11]和波浪式溜槽[12]。同时,随着近年来选煤厂智能化的推进,针对块煤防破碎控制系统也得到了一定程度的发展[13,14]。前人研究主要是在结合生产设计经验通过改造溜槽,延长块煤碰撞时间,降低碰撞速度,鲜有细致研究分析块煤受力情况和抛落轨迹。
哈尔乌素选煤厂块精煤产品在转载、入仓和装车环节出现严重的破碎,导致块煤装车产品限下率高、块精煤售价降低。本文结合哈尔乌素选煤厂生产实践,通过跌落试验分析了跌落高度对块煤限下率的影响,基于破碎力学模型得出了防破碎数学模型,并提出防破碎的技术路径,开展了块精煤防破碎技术改造。
1 试验方法
1.1 块煤限下率测定
哈尔乌素选煤厂块煤产品转载流程如图1所示,精煤脱介筛上层筛分得到25~200 mm粒级的块煤产品,经块煤溜槽落至785带式输送机,再转载至786带式输送机、产品仓706配仓带式输送机,进入槽仓存储。外运时经仓下给煤机至709带式输送机,然后经过781带式输送机转载至装车缓冲仓后进入定量漏斗,由装车溜槽将块煤装至火车,完成块煤生产外运全过程。

图1 块煤转载工艺流程
商品煤采样依据《商品煤样人工采取方法》(GB/T 475—2008)相关规定进行采样,煤样用孔径与粒度下限相同的筛子,按照《煤炭筛分试验方法》(GB/T 477—2008)的有关规定进行筛分,按照《商品煤含矸率和限下率的测定方法》(MT/T 1—2007)计算块煤限下率。
1.2 跌落试验
在实际操作中难以控制煤炭速度,由于物体在高度为h时自由下落,到地面后速度为v2=2gh,因此通过调整跌落高度的方式来控制块煤跌落撞击前的速度。煤的跌落试验参照《煤的落下强度测定方法》(GB/T 15459—2006)进行,选取25~200 mm粒级煤样,从不同高度自由跌落,收集跌落的煤样,用25 mm的试验筛进行筛分,并按照MT/T 1—2007计算跌落后块煤的限下率。试验重复三次,取均值。
2 块煤跌落试验结果与防破碎数学模型
2.1 块煤限下率特性分析
块煤转载工艺流程中跌落高度(转载点最大高差)统计如下:脱介筛出料处10.5 m,785带式输送机转载处3.5 m,786带式输送机转载处9.4 m,706带式输送机入仓处29.5 m,仓下给煤机转载处2.1 m,709带式输送机转载处2.5 m,781带式输送机入仓处8.8 m,火车溜槽处4.5 m。块煤从精煤脱介筛筛上到装车车厢经历了8次转载,其中最大跌落高度为29.5 m,最小跌落高度为2.1 m。精煤脱介筛筛上产品和装车后车厢产品的块煤限下率的测定结果见表1。

表1 块煤25 mm粒级限下率测定结果 %
由表1可知,块煤在转载过程中发生了严重的破碎,精煤脱介筛筛上块煤产品25 mm粒级平均限下率为2.28% ,而装车后车厢中块煤产品平均限下率为36.54%,增加34.26百分点。
2.2 跌落高度对块煤25 mm限下率的影响
跌落高度对块煤25 mm粒级限下率的影响如图2所示。由图2中可知,随着跌落高度的增加,跌落后块煤25 mm限下率逐渐增大。当跌落高度为8~12 m时,跌落后25 mm粒级块煤限下率变化尤为显著,当跌落高度超过14 m时,跌落后25 mm粒级煤限下率增长趋于平缓。
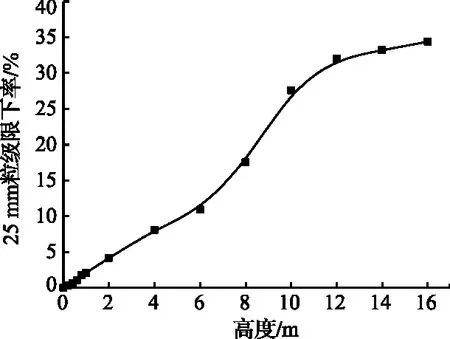
图2 跌落高度对块煤25 mm限下率的影响
2.3 破碎力学分析
根据碰撞接触力学原理[15,16],块煤破碎的最主要原因是块煤碰撞时产生的瞬时冲击力[17]。块煤转载过程中先是以一定的初速度做平抛运动,再做自由落体运动。假设:块煤在垂直自由下落的时间t1,块煤在接触到物体并与物体发生相对运动时间为t2,摩擦力为F0,块煤在接触到物体(落煤点)并同时发生形变时接触时间为t3,接触的阻力为F,受力分析如图3所示。
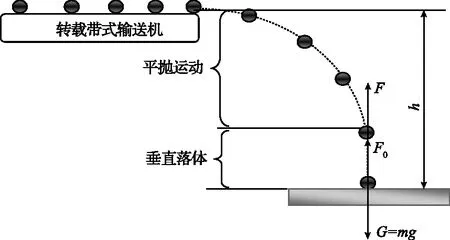
图3 块煤转载过程受力分析
首先,根据动量守恒定律得到:
Gt1-F0t1-Ft1=0
(1)
块煤在接触到物体受到挤压,挤压应力越大,即单位面积受到接触力F越大,块煤形变越大,当挤压应力达到一定值(δjy)时,则会发生破碎。因此防止块煤破碎应满足以下条件:
式中,g为重力加速度,m/s2;δjy为块煤最小挤压破碎应力,Pa;δ为块煤所受挤压应力,Pa;m为块煤质量,kg;h为转载点两设备之间的落差,m;A为块煤与被撞物体的接触面积,m2。
由块煤防破碎数学模型可得,t2时间越长、摩擦力F0越大、高差h越小及碰撞接触时间t3越长,块煤所受挤压应力越小,块煤越不容易发生破碎。综合分析结果,结合块煤转载系统实际情况,提出以下转载系统块煤防破碎改造方案。
3 块煤防破碎技术改造
3.1 块煤防破碎技术方案
1)分级落差[18]。在块煤防破碎数学模型中,假设只有高差h是变量,其他值保持不变,时间t1与h成正比,降低h可以降低块煤的挤压应力,h越小,t1越短,块煤的冲量越小,与被接触物体产生的应力就越小,当δ<δjy时,块煤不会破碎。根据2.2中试验结果,h>8 m时,块煤产生破碎几率较大,因此对于h>8 m的转载环节可采取分级跌落和分级下滑等办法控制每级落差高度。
2)增大摩擦系数。块煤沿溜槽底板滑行的过程中,溜槽底板对块煤产生与其速度方向相反的摩擦力F0,可以采用增大摩擦系数μ的方法来增大摩擦力。增大摩擦系数的方法有:①溜槽底板间隔铺设耐磨橡胶板;②溜槽底板按网格状焊接圆钢或者扁钢。两种方法效果均较好,但其难点在于找准铺设的高度和间隔,如果铺设高度过高或间隔过小,会出现堵料的情况;第二种方法成本相对较低。
3)延长摩擦接触路径。块煤在下落时,可以延长其下落过程的行走路径,减小溜槽底板的倾角,从而降低块煤下落的速度,减少块煤破碎。此时溜槽可设为折线溜槽和曲面溜槽。块煤在折线溜槽内流动时在折点位置仍存在冲击。曲面溜槽分为两大类:一类是二维空间上的曲面溜槽,如弧底板溜槽、“S”型溜槽等[19-22],此类溜槽主要应用于无转向、高度和空间有限的转载点,在有限空间内使煤流更平顺地过渡到下一步设备,有效减轻块煤破碎和碰撞产生的噪音;第二类是三维空间上的曲面溜槽,如螺旋溜槽,此类溜槽在三维空间内以螺旋线的轨迹旋转下落的溜槽形式,块煤防破碎效果更好,但占地空间较大,螺旋溜槽主要应用于空间和高度较大的转载点,尤其是在煤仓内,效果最佳[21]。
4)延长碰撞接触时间。通过降低接触材料的弹性模量,如将接触材料由原来的钢材变为橡胶或煤堆,由于橡胶和煤堆的弹性优于钢材,可增加接触时间,达到防破碎的目的[23]。
3.2 脱介筛筛前溜槽防破碎改造
精煤脱介筛筛上物经收集汇总后,汇成一个溜槽,然后给入785带式输送机,改造设计如图4所示。
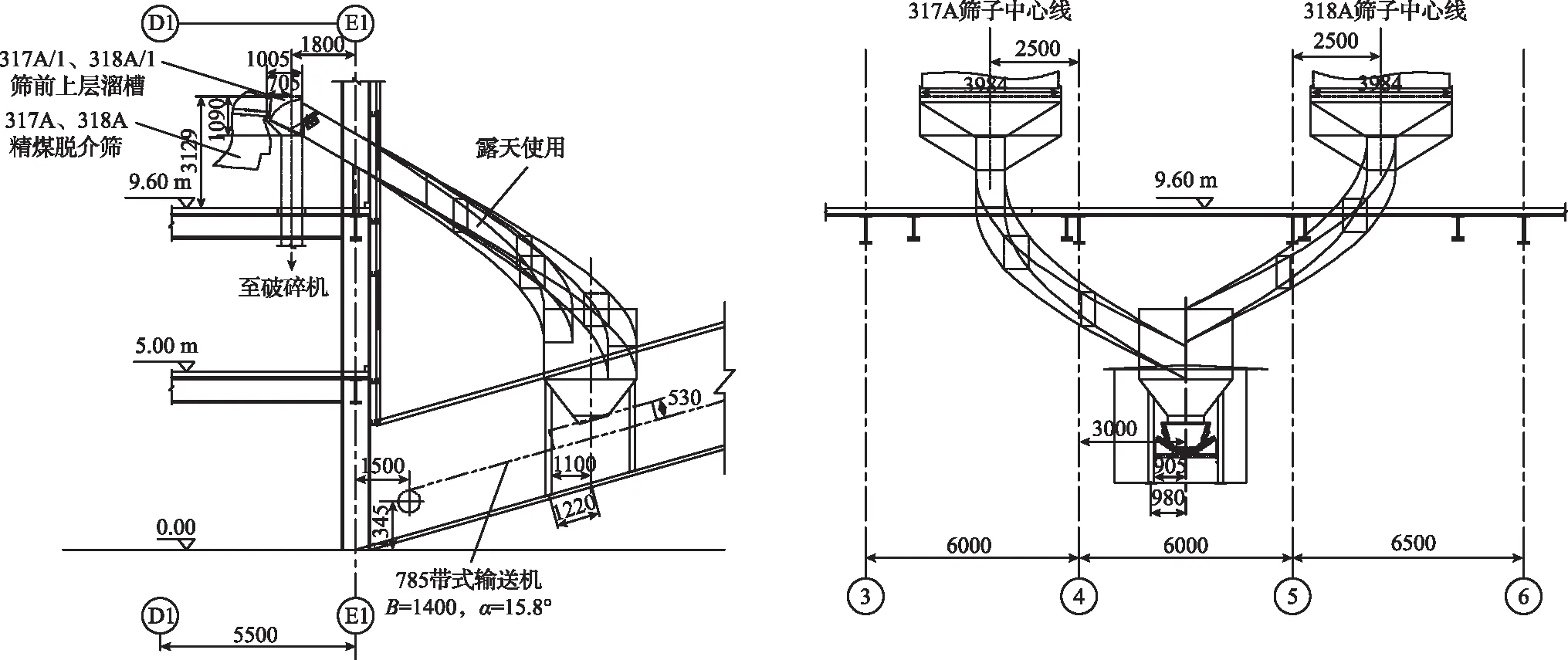
图4 精煤筛下块煤防破碎溜槽设计(mm)
1)筛前出料部位采用“高位接料”设计,保证块煤煤流顺畅,使物料沿底板或者侧板冲刷,由“撞击”变为“滑动”。
2)运动过程是煤流沿曲面溜槽导入段、通过段的底板曲面下滑至785带式输送机导料溜槽,降低块煤运动速度和延长颗粒的碰撞时间,减少块煤与溜槽侧板的非弹性碰撞,从而减少块煤破碎。
3)改善溜槽出料端结构,控制溜槽内物料出料速度和方向与785带式输送机基本相同。块煤破碎除和块煤运行速度有关外,更重要的是块煤转载过程中速度变化较大(含速度数值和方向),在出料端控制出料速度,达到和受料设备速度相同或相近,可有效减轻块煤破碎。
3.3 带式输送机机头溜槽防破碎改造
786带式输送机机头通过分叉分为两路,一路直接入仓,另一路给入787带式输送机,改造设计如图5所示。
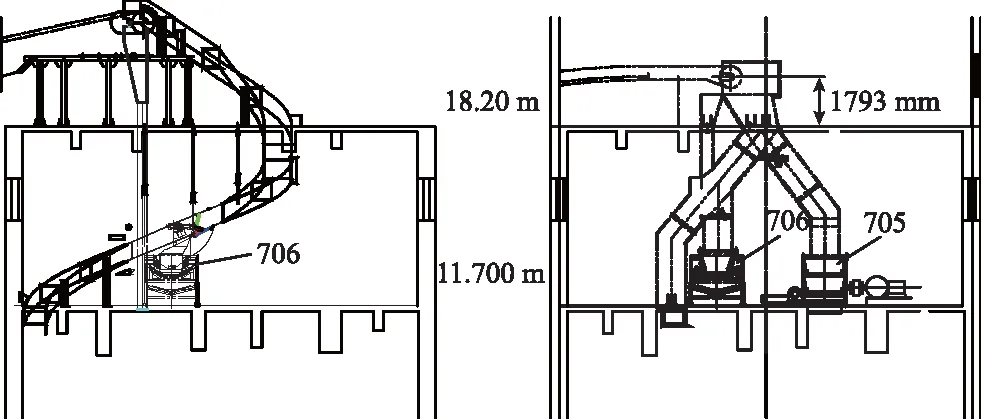
图5 产品入仓块煤防破碎溜槽设计
1)带式输送机出料部位采用“高位接料”设计,使物料由“撞击”变为“滑动”。自物料奔离点开始受煤,流煤底板曲线接近块煤抛物线,能保证煤流沿底板运行,使块煤在离开设备后几乎没有落差,减少块煤对溜槽底板的冲击,最终降低块煤破碎率[24]。
2)延长溜煤路径,优化溜煤角度,采用曲面溜槽。螺旋溜槽的防碎原理是将块煤的抛物线运动变成螺旋运动,通过合理的螺旋角和底板倾角设计,达到延长块煤的入仓行程和煤炭各种受力的平衡,确保入仓过程其速度和方向处于受控状态,以达到防碎的目的[25]。给入煤仓溜槽采用曲面设计,原理是煤流沿曲面溜槽导入段、匀速段的底板曲面下滑至入仓螺旋溜槽,降低块煤运动速度和延长颗粒的碰撞时间,减少块煤与溜槽侧板的非弹性碰撞,从而降低块煤的破碎率。
3)采用封闭式设计。该装置与仓内螺旋溜槽通过接口,法兰连接至仓内螺旋溜槽。
4 效益分析
精煤脱介筛筛前溜槽和带式输送机机头溜槽技术改造后,对装车后车厢产品的块煤25 mm限下率进行了五次测定,其结果分别为:17.83%,16.55%,21.22%,25.87%,20.09%,平均为20.31%,比改造前降低了16.23百分点,块煤防破碎效果显著。
块煤运输到港口后,进行筛分销售,筛分粒度为25 mm,筛上产品作为块煤销售,筛下产品作为电煤销售,其中块煤市场价格为620元/t,电煤价格为530元/t。防破碎技术改造前后吨煤销售价格见表2。

表2 防破碎技术改造前后吨煤售价对比
防破碎技术改造后吨煤综合销售价格提高了15元/t,按哈尔乌素选煤厂年生产1000万t块精煤计,年增加销售额1.5亿元,提高了选煤厂的产品利润。
5 结 语
通过块煤产品的限下率特性、跌落高度对块煤限下率的影响研究和块煤防破碎数学模型的建立,得出分级落差、增大摩擦系数、延长摩擦接触路径和碰撞接触时间是行之有效的块煤防破碎手段。基于此,哈尔乌素选煤厂进行了脱介筛筛前溜槽和带式输送机机头溜槽的防破碎技术改造,技术改造后块煤防破碎效果显著,块煤限下率较改造前降低16.23百分点,给企业带来了可观的经济效益,同时也为选煤厂块煤防破碎提供了一种新的方案。
猜你喜欢
选煤技术(2023年4期)2024-01-02 03:10:56
选煤技术(2022年3期)2022-08-20 08:39:18
选煤技术(2022年2期)2022-06-06 09:12:56
选煤技术(2021年3期)2021-10-13 07:33:28
煤炭加工与综合利用(2021年7期)2021-08-26 05:43:34
装备制造技术(2020年9期)2021-01-26 00:15:28
新能源汽车报(2019年13期)2019-06-11 11:01:41
选煤技术(2018年6期)2018-03-04 01:29:10
现代工业经济和信息化(2016年3期)2016-05-17 05:35:08
中国化肥信息(2016年29期)2016-05-17 04:25:26