
一种狭小空间大尺寸非标罐体整体运输安装方法
2023-11-03 03:30:46徐毛伟
石油化工建设 2023年6期
徐毛伟
贵州化工建设有限责任公司 贵州贵阳 550000
随着化工行业的迅速发展,化工厂对产能的不断扩大和提高,对工业厂房内一些非标储罐的尺寸和重量要求越来越大,厂房内非标设备数量也越来越多,厂房内部空间设计也越来越紧凑,对于这些非标设备的制造和安装需要更高的要求。
目前,工业厂房内一些较小的非标设备一般采用预制场制作,采用滚杠和牵引设备进行运输安装:较大一点非标设备在设备基础施工完成后在基础上制作安装。这些方法不仅施工成本高、施工效率低,还对施工安全难以保障,对成品半成品保护不利。
针对低空间厂房内设备运输安装,大型运输和吊装设备无法进入,厂房内设备尺寸大、数量多,工期紧的问题,通过长期的施工经验和反复的实践总结出一种全新的狭小空间大尺寸非标罐体整体运输安装方法。
1 施工工艺原理
主要利用自主研发运输装置,结合需安装就位设备尺寸、厂房空间、基础位置和标高,通过对运输小车层数和运输轨道标高和线路的设计,在厂房外边缘用吊车将设备吊装到小车上;小车在外力牵引下,通过运输轨道,将设备一次性由厂房外运输至设备基础上方;再利用设备基础上方预埋吊点,运用电动葫芦提升设备,将运输小车及轨道抽出,设备下落到到设备基础安装就位。小车层数是根据运输线路设计,运输途中需要转向的次数来确定。转向时通过下一层小车上设置的轨道与下一阶的轨道连接,上一层小车带着设备滑移到下一阶轨道上。运输小车每转向一次最底下一层小车脱落,解决了小车在轨道上运行的直角转向问题。根据设备尺寸对设备重心进行计算,设计运输小车两轨道的宽度,确保设备能稳定运输;根据运输线路设计需要的转向次数和设备基础高度,运输轨道每转向一次,轨道比上一阶轨道高出一层小车的高度,末阶段轨道底面与设备基础齐平,轨道安装时运用激光水平仪严格控制各段轨道标高在同一水平面。
2 施工工艺流程及操作要点
施工工艺流程:设备基础验收—运输轨道设计及安装—运输小车安装—设备运输—设备安装—运输轨道及小车拆除。
2.1 设备基础验收
根据土建提供的移交资料及基础设计图纸进行复核、验收。根据业主提供的基准点,将标高及中心线位置引至设备基础
2.2 运输轨道的设计及安装
2.2.1 轨道线路设计
运输轨道线路的设计应结合厂房空间和设备外形尺寸及设备基础位置,由厂房外运输起点到最远端,考虑需安装设备的位置,保证所有设备一次运输到位,避免轨道线路的二次设和安装。图1 为运输轨道示意图。
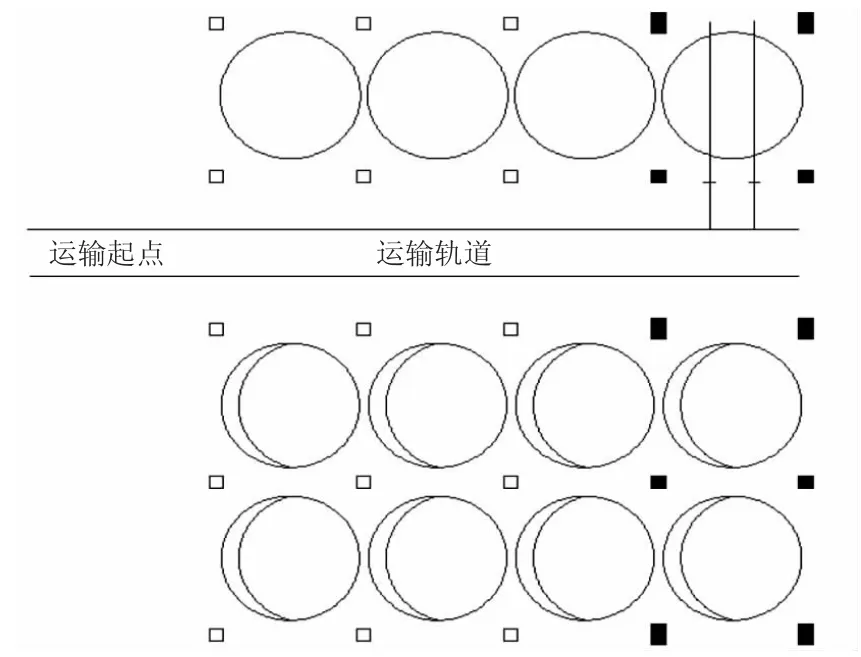
图1 运输轨道示意图
2.2.2 轨道标高设计
轨道标高应结合设备基础高度和运输线路需转向次数进行计算,运输每转向一次下一阶轨道应高出上一阶轨道一层运输小车高度,轨道最远端应轨道底面标高应与设备基础标高齐平。
2.2.3 双轨道间隔宽度设计
两轨道间隔宽度应根据最大运输设备外形尺寸,对设备重心进行计算,其重心在两轨道中心位置保证设在运输过程中有足够的抗倾覆能力。
2.2.4 轨道枕木间隔设计
轨道枕木间隔应根据拟运输最重设备重量和轨道的承载能力进行计算,保证运输安全的同时,合理布置枕木间距,减少枕木用量。
2.2.5 轨道安装
轨道安装必须严格按照设计的线路和标高,采用激光准直仪和水平仪测量,保证轨道双轨道的直线偏差在10mm 范围内,标高偏差在5mm 以内。两轨道间需连接固定,保证两条轨道的整体性;轨道安装拆卸应灵活快捷。
2.3 运输小车安装
运输小车应根据需运输设备的安装位置和运输过程中需转向的次数,确定好小车的组合层数,在设备运输起点位置将小组组装好安装到轨道上。小车安装应平稳,辊轮与轨道贴合紧密。图2 为设备运输车示意图。
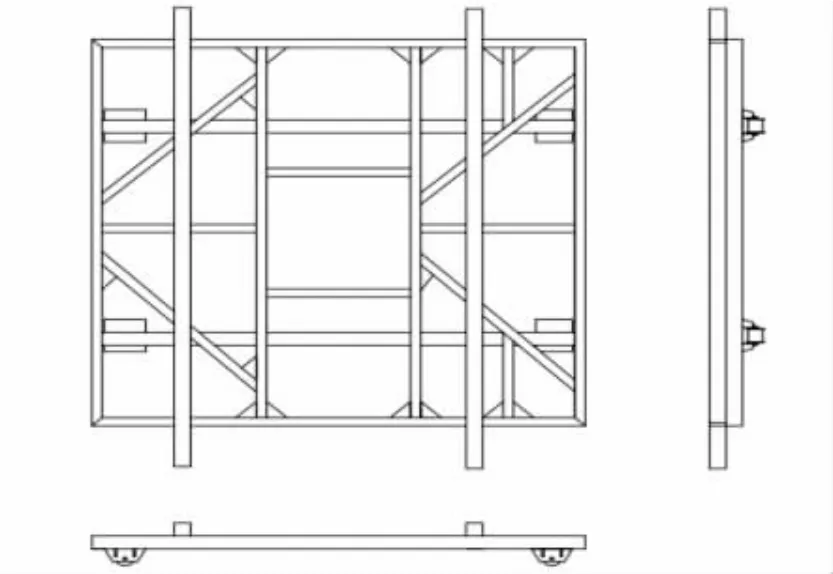
图2 设备运输车示意图
2.4 设备运输
设备在运输小车上要固定牢靠,运输过程必须保证小车处于匀速平稳行驶,禁止急起急停;专人监控设备及运输轨道状态,发现问题立即停止运输,待问题解决后方可继续运输。
2.5 设备安装
设备安装时应检查预埋吊点是否牢固,吊索具完好,通过计算确保使用的吊索具承载能力满足设备起吊要求。设备吊起后设备下方严禁作业人员进入。设备吊起后将小车和基础上部分轨道拆除,设备下落就位,同时按照设计和规范要求调整好设备管口方位和垂直度等。
2.6 运输小车及轨道拆除
运输轨道拆除应从最远端开始一次拆除,拆除时应保证该位置所有设备已运输完成,避免运输轨道的二次安装。
3 质量要求
(1)运输小车制作质量应能保证承载最重设备重量;
(2)运输轨道安装标高偏差在5mm 范围内,直线度偏差在10mm 范围内;
(3)设备运输时应严格计算设备重心,必须保持设备重心在两轨道中心,防止倾倒;
(4)非标设备安装的允许偏差,见表1;

表1 非标设备安装的允许偏差
(5)运输及吊装都只能有1 人指挥,保证指令统一,避免多指令导致误操作;
(6) 有作业人员作业前必须接受作业交底,熟练掌握操作流程;
(7)设备吊装到小车上后必须将设备固定牢固。
4 安全措施
严格遵守国家颁发的《建筑安装工程安全技术规程》及地方政府对施工现场安全的有关规定,并必须做到如下几点:
(1) 组织有经验的起重工作人员,并设专人负责起重、运输及吊装安全事务;
(2) 参加施工的人员要严格遵守起重安全技术操作规程,进入现场必须戴安全帽,高空作业必须带好安全带;
(3) 大件运输和吊装过程中,任何部位和环节发生异常均应立即报告指挥者,没有指挥者的命令,任何人不准擅自处理或离开岗位;
(4) 起重重量不明不吊、超负荷不吊、看不清不吊、捆绑不牢或重心不明不吊;
(5) 设备运输前应熟悉设备布置平面图,了解设备的安装位置和方向;
(6) 大件设备运输前应充分了解设备外形尺寸和单件重量,并事先察看运输路线及安放位置的地形,提前做好清障、平整、加固等工作,确认能够顺利通过;
(7) 装运装置应合理放置,运输轨道布置合理,并采取稳固措施;
(8) 试吊时起吊高度和持续时间要适宜,试吊时应按正式起吊的劳动组织分工,严守岗位,密切配合,时刻注意设备、吊具有无异常;
(9) 试吊后再进行一次检查,确信无问题后,方可正式起吊;
(10) 设备吊运前各有关人员、工种应充分勾通,切勿将设备位号、管口方位安错;
(11) 编结绳扣,应使各股松紧一致,编结部分的长度按规定执行;
(12) 每班工作前检查机具、运输小车状态是否良好,运输轨道是否稳定可靠,索具是否有断丝、断股现象,发现问题立即处理或更换;
(13) 使用卡环应在长度方向受力,轴销卡环应有防销子滑脱措施,有缺陷的卡环严禁使用;
(14) 起吊捆绑钢丝绳与机件拐角处应加以防护(采用木板、铝板、半圆钢管、胶皮等),对精加工面应包覆麻袋、毛毡进行保护;
(15) 夜间施工必须有足够的照明。
5 效益分析
(1)工厂化预制大大提高生产效率,降低施工成本,有利于制作质量的控制及安全风险管控。
(2)采用的运输装置解决了工业厂房内空间狭小,非标设备尺寸大,安装时运输困难的难题。而且运输效率高,运输成本低,运输安全风险可控,设备成品保护好。
针对低空间大尺寸非标设备安装,本方法施工工艺先进,施工程序紧凑而不紊乱,劳动强度低,节约原材料、节约用电,施工进度快,质量优良,成本低,经济效益显著。同时采用的新技术、新工艺、新设备为安装质量提供了保障。通过在实践中的应用,采用此方法的施工费较传统施工方法节约30%,工期仅为传统施工方法的一半。
猜你喜欢
汉语世界(The World of Chinese)(2024年1期)2024-04-24 19:16:46
湘潮(上半月)(2023年3期)2023-06-14 05:34:58
设备管理与维修(2022年21期)2022-12-28 07:33:34
华人时刊(2020年23期)2020-04-13 06:04:14
建材与装饰(2020年6期)2020-03-18 04:42:42
制造技术与机床(2019年7期)2019-07-22 03:42:48
石油化工建设(2018年3期)2018-11-30 02:03:08
现代园艺(2017年22期)2018-01-19 05:07:32
项目管理技术(2016年8期)2016-05-17 05:39:19
采矿技术(2015年2期)2015-11-19 01:49:56
