俄罗斯焊接工艺评定制作过程管理
2023-11-02 08:14程永臻李鹏飞任成志丁昌之
石油化工建设 2023年5期
程永臻 李鹏飞 任成志 丁昌之
1.中石化第十建设有限公司 山东青岛 266555;2.中石化第四建设有限公司 天津 300270
1 俄罗斯焊接工艺评定用标准介绍
1.1 101 号令
《制造、安装、维修和改造危险生产项目的技术装置时使用焊接材料的规定(РД 03- 613- 03)》简称101 号令,该文规定了制造、安装、维修和改造危险生产项目的技术装置时使用焊接材料的规定,以及进行试验、技术检查(下文称为鉴定)、编写试验和检查结果的要求和条件。经俄罗斯联邦矿山和工业监督局2003 年6 月19 日第101 号命令批准通过。通过检查焊接材料的实际性能和特性、堆焊金属和焊缝金属的性能是否符合技术装置现行标准文件的要求,来确定在技术装置制造、改造、安装和维修中是否可以采用被鉴定的焊接材料。
1.2 102 号令
《制造、安装、维修和改造危险生产项目所用技术装置时的焊接设备使用规定(РД 03- 614- 03)》简称102号令,本文件规定了制造、安装、维修和改造危险生产项目所用技术装置时的焊接设备使用规定,并规定了进行试验、技术检查(下文称为鉴定)和处理其结果的要求和条件。经俄罗斯联邦矿山和工业监督局2003 年6 月19 日第102 号命令批准。进行焊接设备鉴定的目的是为了检查焊接设备是否可以保证各种焊接方式规定工艺特性,这些工艺特性用于确定在危险生产项目采用的技术装置制造、安装、维修和改造中焊接接合处的质量。
1.3 103 号令
《制造,安装,维修和改造危险生产项目所用技术装置时使用焊接工艺的规定(РД 03- 615- 03)》简称103号令,本文件规定了制造,安装,维修和改造危险生产项目所用技术装置时采用的和/ 或正被采用的焊接工艺使用规定,并规定了进行试验,技术检查(下文称为鉴定)和处理其结果的要求和条件。经俄罗斯联邦矿山和工业监督局2003 年6 月19 日第103 号命令批准通过。为了进行任何的焊接(堆焊)工艺生产鉴定,申请单位应该提交相应的资料,资料中含有所采用的焊接设备和辅助设备的说明,焊接(堆焊)方法,所采用的母体材料和焊接材料,被焊接的零件和焊缝的结构和尺寸,焊接工作模态和焊接工作的工艺验收,以及焊接接合处质量评估要求。从事危险生产项目的技术装置、设备和设施的制造、安装、维修和改造的单位在自己的单位内第一次采用被鉴定的工艺的情况下,以及在通过生产鉴定的工艺中具有超出“焊接生产国家鉴定委员会(简称HAKC)关于鉴定工艺申请单位准备就绪的证明书”或者标准文件中规定的使用范围的更改的情况下,进行焊接和堆焊工艺初次生产鉴定。
对于危险设施的焊接工作,俄罗斯联邦工业安全领域条例要求“危险生产设施技术装置制造、安装、修理和重建使用应办理焊接工艺评定”,HAKC 负责对焊接进行认证和管理。HAKC 焊接认证体系包括焊工或焊接工程师认证、焊接工艺评定认证、无损检测人员资质认证和符合焊接工艺流程的焊接材料、焊接设备认证。HAKC 中心总部设在莫斯科,分部分布在各州,其中阿穆尔地区的HAKC 中心设立在斯沃博德内。
2 焊前的资料准备
2.1 焊接程序
焊接工艺评定是锅炉、压力容器和压力管道焊接之前技术准备工作中一项不可缺少的重要内容,是俄罗斯质量技术监督机构进行工程审验中的必检项目,是保证焊接工艺合理、正确的必经途径,是保证焊件质量,焊接接头各项性能符合产品技术条件和相应的标准要求的重要保证。通过相应的实验即焊接工艺评定验证焊接工艺的正确性和合理性,能够在保证焊接接头质量的前提下尽可能提高焊接工作的生产效率,降低生产成本,获取经济效益。
按照俄罗斯联邦生态、技术与核监督局的文件要求,将焊接工艺评定分为四大类型:
(1)第一类,管道和设备组成的装置;
(2)第二类,由板材或型材制作完成的结构;
(3)第三类,长输管线干线和支线组成的输气装置;
(4)第四类,由钢筋焊接组成的混凝土结构。
2.2 对人员的要求
在俄罗斯联邦地区,申请单位在提交焊接工艺评定申请文件前,公司应有相应的资质人员,这些人员要求包括四个级别:
(1)HAKC- Ⅰ级:普通焊工,包括起重运输设备、锅炉设备、燃气设备、油气生产设备、冶金设备、石油化工炼油及火灾危险行业设备、矿山设备、建筑结构、钢桥结构共计9 大项,71 小项;
(2)HAKC- Ⅱ级:高级焊工(类似国内的焊接作业班组长),可以完成具体的焊接工作,监督检查其他人的焊接工作,还可以口头和书面形式提出正确操作方法;
(3)HAKC- Ⅲ级:焊接工艺师,负责监督检查所有的焊接过程。作为项目的焊接工作领导人,负责监督检查所有复杂程度的焊接过程;
(4)HAKC- Ⅳ级:高级焊接专家,作为公司焊接领域的代表,对公司所有焊接工艺具有解释权,非项目施工过程中必备岗位。
上述人员在制作焊接工艺评定过程中必须是申请单位的员工。
2.3 对焊机和焊材的要求
安装公司采购的焊材和焊机设备应按照《第102 令》规定的内容进行认证,需要提供产品合格证、出厂报告、操作手册、焊材的金属成分报告等相关文件,从国内的采购的设备需要提供产品合格证、出厂报告等文件的公证件。由申请单位的焊接工程师(HAKC- Ⅲ级)按照РД 03- 495- 02 规范要求的格式提交申请文件,报HAKC 认证中心进行认证,认证周期大约1~2 个月。在国内采购的焊接设备要提前筹划,规划好入厂时间。
为减少取证认证对项目进度的影响,建议在俄罗斯当地采购已认证好的设备;国内的机动焊设备运输到俄罗斯后,需要进行HAKC 中心认证,获得许可后方可用于项目建设中,否则不得用于项目建设。
2.4 对焊接试件的要求
按照俄罗斯《第103 令》文件要求,取证焊接工艺评定的管径(Dn)和壁厚要覆盖所施工装置区的范围。《55 号文件》对于管径和壁厚见表1 和表2 的要求。
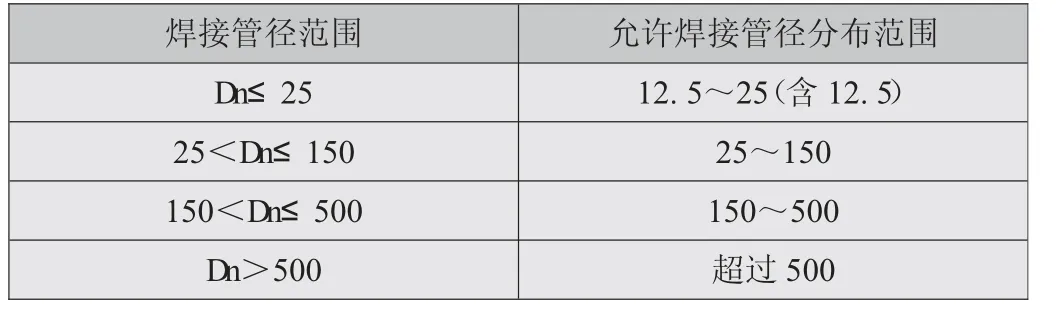
表1 管道焊接(堆焊)的管径范围 mm
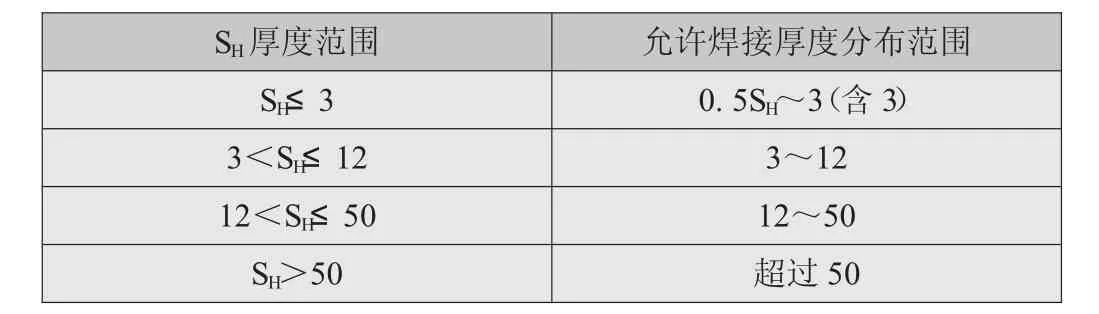
表2 管道和板材焊接(堆焊)的厚度范围 mm
2.5 提交管道焊接工艺评定文件
申请单位和HAKC 中心签署合同,按照HAKC 中心提供的焊接工艺评定申请文件格式填写,然后提交HAKC 中心审核申请文件。在提交申请文件期间,建议申请单位多和HAKC 中心沟通,确定一名高水平的中俄翻译专门用于协调联系,建立联系机制。
申请单位的Ⅲ级焊接工程师申请评定前都要与HAKC 中心人员确定试件样品焊接时间。在等待焊接期间,由申请单位的Ⅲ级焊接工程师确认试件数量、坡口型式、各种材料的质量合格证证明文件及有认证要求的认证资料等,按照申请文件中的规定的文件资料进行准备。
3 焊接过程中的要求
3.1 管道焊接试件的检查
(1)按照俄罗斯HAKC 中心对申请单位的焊接场地要求进行检查。焊接工艺评定的场地应设置在施工现场,其目的是焊接作业条件接近于施工现场;焊接工位可设置在管道预制厂房内或焊工练习场地,厂房内应通风、防雨、防潮湿,并配备焊条及焊剂烘干箱、排风扇、砂轮机等小型工机具设备。
(2)按照约定的时间到达管道焊接工艺评定取证场地,HAKC 中心人员检查焊机、焊材和保护气体是否取得认证,焊工人员的HAKC 证是否符合试件焊接要求,并对试件的外观、坡口、钝边等确认检查。确认合格后,允许进行组对、点焊、检查组对坡口间隙等,再确认合格后方可正式焊接。
(3)焊接过程中,HAKC 中心焊接工程师全程见证,并记录每层的层间温度、焊接电流、焊接电压等焊接参数。焊接完成后的焊接试件上,要登记焊接人员的焊工信息、焊接时间、申请单位名称等。将焊接试件送到HAKC中心进行检测,等待出焊接工艺评定文件。
(4)从提交焊接工艺评定文件到HAKC 中心出具正式焊接工艺评定文件,大约需要1~1.5 个月。若遇到俄罗斯假期或多家承包商申请时,其时间需要增加0.5 个月。所以,建议申请单位设立焊接工艺评定小组,快速推进焊接工艺评定取证工作,保证现场作业不受影响。
3.2 中俄两国在焊接方面的差异
3.2.1 层间焊道要求
(1)俄国标准:对各种规格的管道每层焊道的布置和焊接顺序有详细的要求,如多层焊接的情况下,应对层道的焊缝进行分析;每层焊道的在相邻层中不重合,应相互偏移;后焊接的焊缝应能覆盖前面的焊道,相互错开的长度(a)为12~18mm,如图1 所示。
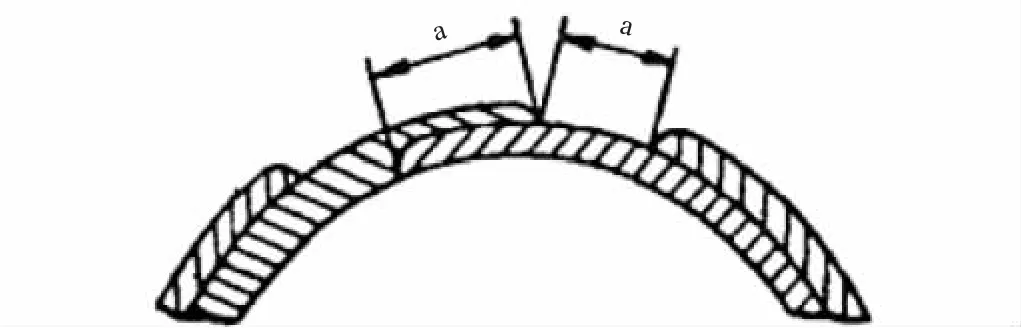
图1 俄国标准对焊道层间要求
(2)中国标准:多层多道的接头要错开。
3.2.2 返修要求
(1)俄国标准:对焊缝返修工艺要求严格,规定在下45°位置,使用砂轮机将焊缝打磨300mm 以上,经检查确认合格后再进行返修焊接。
(2)中国标准:对此方面无具体要求。
3.2.3 热处理的升降温速度
(1)中国标准:6250/ δ(单位℃/ h,其中δ 为焊件厚度,单位为mm),且≯300℃/ h ;
(2)俄国标准:俄罗斯规范ОСТ 36- 50- 86 附录4、5 中要求,碳钢/ 低合金钢(09Г2С,A333 Gr.6 等)热处理升温/ 降温速率均不得超过150℃/ h,合金钢(P5,P11,P9,P91 等) 热处理升温/ 降温速率均不得超过200℃/ h,其他金属材料热处理要求见表3。
3.3 焊评取证的试验
HAKC 中心对蒸汽、给排水管道、部分工艺管道的样品试件不做机械试验(所有焊评都是要做机械性能试验,只是种类不同),是否需要做机械试验需参考管道设计说明书要求,有特殊要求的管道需要进行低温冲击、硬度检测、RT 检测或超声检测。
3.4 后续工作
取得管道焊评工艺评定文件后,填报WPS 报业主方的焊接工程师审核。
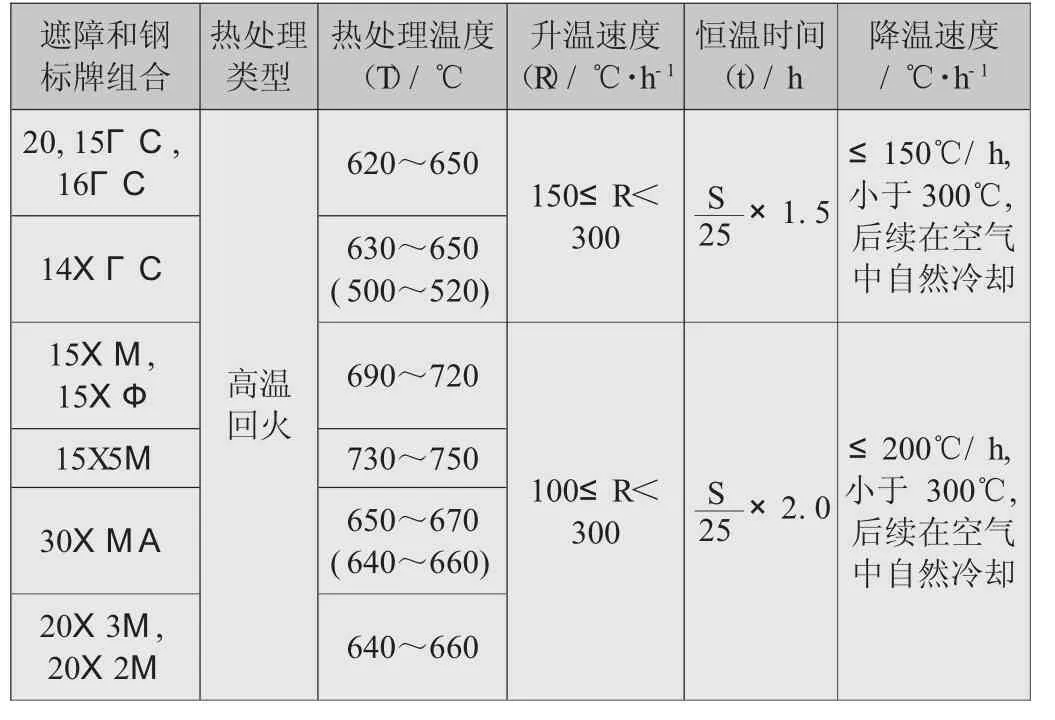
表3 俄国标准对热处理升降温速度要求
4 结语
对俄国焊接工作要求进行简单阐述,依次介绍了焊前文件编制、焊前金属检查、工艺评定、资质要求、焊前考试,为在俄国工作的中方焊接工作人员了解俄国标准要求,以及中方企业在俄罗斯焊接类工艺取证提供参考。
猜你喜欢
广东建材(2022年5期)2022-06-10
锻压装备与制造技术(2021年3期)2021-08-13
今日农业(2020年22期)2020-12-25
制造技术与机床(2019年10期)2019-10-26
中国特种设备安全(2019年3期)2019-04-22
常州工学院学报(2019年5期)2019-03-24
制造技术与机床(2016年7期)2016-08-31
设备管理与维修(2016年5期)2016-03-16
焊接(2016年7期)2016-02-27
燃气轮机技术(2014年4期)2014-04-16