
转杯纺技术发展回顾与趋势展望
2023-10-26 01:39汪军
棉纺织技术 2023年10期
汪军
(东华大学,上海,201620)
环锭纺在当今纺纱工业中占主体地位,但因存在工艺流程长、生产效率不高等问题,因此关于新型纺纱技术的研发和应用一直是纺纱学术界和产业界关注的热点。转杯纺纱属典型的自由端纺纱,将加捻与卷绕过程分开,不仅解决了环锭纺高速和大卷装之间的矛盾,而且显著提高了纺纱速度和生产效率。转杯纺具有高速高产、短工序、大卷装、改善劳动条件、原料适用广泛、成纱条干均匀、结杂少、耐磨和染色性能好等特点,同时也存在纱强较低、手感偏硬和不适合纺制细号纱等问题。综合而言,转杯纺是目前技术上最成熟、应用面最广、经济效益明显的一种新型纺纱方法,在过去的60 年发展迅速,已成为新型纺纱中的主力军[1-2]。目前全球有800 万头以上的转杯纺装备,其纺纱产能仅次于环锭纺。转杯纺面临的形势是:环锭纺装备的保有量可能会缩减,同时喷气涡流纺近年来异军突起,发展迅速[3]。在此背景下转杯纺未来发展何去何从也备受业内人士的关注。本文首先回顾转杯纺纱发展历史,分析归纳转杯纺纱技术的现状和进步,展望转杯纺未来的发展趋势,并提出一些个人见解,以期为转杯纺的发展提供借鉴与参考。
1 转杯纺发展历程
转杯纺在国内以前俗称气流纺,而国际上早期将其称之为自由端纺纱(Open-end Spinning),所以转杯纱至今在国际上还被称为OE 纱。实际上转杯纺只是众多自由端纺纱方法中的一种,目前国际上对转杯纺的标准名称是Rotor Spinning,在GB/T 6002.7—2003《纺织机械术语 第7 部分:转杯纺纱机》中的规范名称为转杯纺纱[4]。
1.1 国外转杯纺发展历史
早在1900 年左右,国外就有人开始研究自由端纺纱技术。1937 年丹麦人伯塞尔森(BERTHELSON)申请了第一个有关转杯纺的专利(英国专利号477259)[5],开启了转杯纺纱的梦想,其装置见图1。1955 年原捷克斯洛伐克棉纺织研究所集中很多专业的技术人员对转杯纺开展了为期10 年的系统性研究,并与埃立特克斯(Elitex)公司合作,研制出KS200 型转杯纺纱样机,在1965年的布尔诺(Bron)国际工程技术博览会上首次展出,引起了纺纱专业人士的关注。1967 年在巴塞尔(Basel)国际纺织机械展览会(ITMA)上展出了在KS200 型转杯纺纱机基础上改进的BD200 型自排风式转杯纺纱机,同年在原捷克斯洛伐克建立了第一家转杯纺纱厂,标志着一场纺纱不用锭子的革命进入了产业化应用的新阶段。与此同时,英国泼拉脱(Platt)、瑞士立达(Rieter)、德国因果耳斯达特(Ingolstadt)3 家公司为避开自排风式转杯纺的专利限制,开始研制抽气式转杯纺纱机。不久后在1971 年巴黎国际纺织机械展览会上就有10 家公司展出了各自的转杯纺纱机,表明转杯纺纱机的研制进入了全新的竞争阶段[6]。而后法国的SACM、德国的绪森(Suessen)、青泽(Zinser)以及比利时、美国、原苏联和中国的公司均进入转杯纺纱机的研制领域,转杯纺技术的研究进入一个百花齐放的时代。

图1 英国专利477259 中转杯纺示意图
1979 年以制造自动络筒机著称的德国赐来福(Schlafhorst)公司,将自动接头技术引入转杯纺纱机,研发了Autocoro 全自动转杯纺纱机,并形成系列产品至今。德国因果耳斯达特公司和瑞士立达公司也紧跟其后研发了RU 系列和R 系列的全自动转杯纺纱机。全自动转杯纺纱机的转杯速度可达130 000 r/min~150 000 r/min,由此转杯纺进入了以普通自排风式转杯纺纱机和全自动抽气式转杯纺纱机并存的局面。但是由于全自动设备价格昂贵,普通转杯纺纱机需要人工操作接头等动作,因此1999 年立达Basetex 公司(原捷克Usti 公司,被立达收购)吸取全自动机和普通转杯纺纱机的特点,推出了半自动转杯纺纱机BT903型;2004 年苏拉捷克公司(原捷克Elitex 公司,被苏拉集团收购)也推出了D330 型半自动转杯纺纱机,其转杯速度可接近100 000 r/min,因这类机型有很好的性价比,转杯纺设备又进入了以半自动为主的时代[7]。2011 年赐来福公司推出了全新理念的Autocoro 8 型转杯纺纱机,采用单锭驱动技术可使每个锭位独立运行;采用磁悬浮轴承,将转杯速度提高到200 000 r/min,不仅提高了生产效率和智能化水平,还可以在一台设备上同时生产5 个品种[8]。
表1 是国外转杯纺发展历程中的若干事件,从中可以看出其发展历史和演变过程。国外的转杯纺纱机生产商经历了兼并、收购和整合,目前基本形成了赐来福(隶属卓郎集团)和瑞士立达两大公司竞争的局面,其均有全自动和半自动系列转杯纺纱机产品[9-10]。
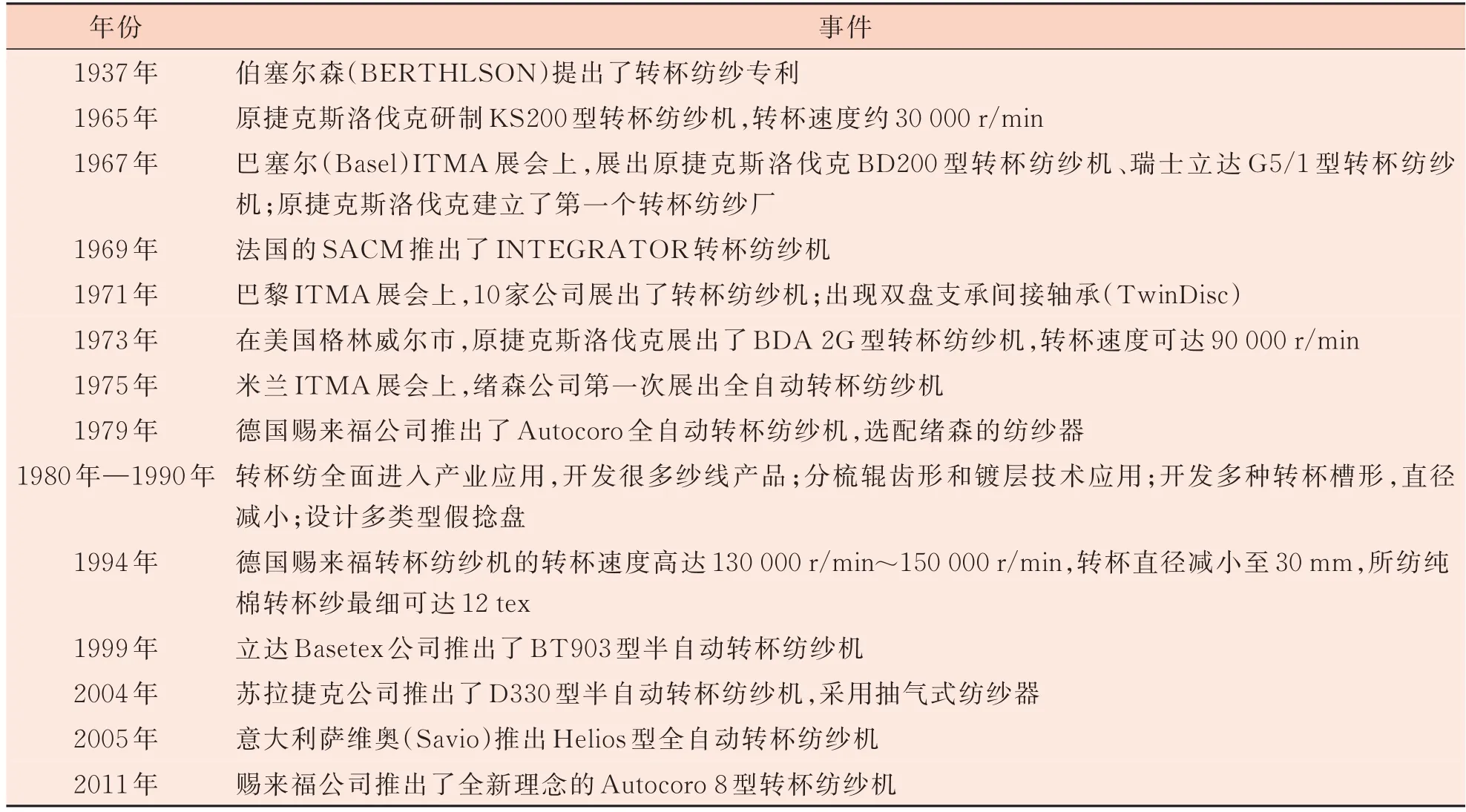
表1 转杯纺发展历程大事记
1.2 国内转杯纺发展历史
我国新型纺纱的研究是从1958 年华东纺织工学院(现东华大学)开始的。1965 年上海、重庆开始研究离心式转杯纺纱。随后,河北、北京、山西、天津、陕西等地先后成立转杯纺纱科研组,从事转杯纺纱单头机基本原理与纺纱性能测试分析的工作。1969 年河北石家庄科研组制成50 头转杯纺纱机后,上海、北京、天津等地先后进入多头机试验阶段。1974 年CW2 型自排风转杯纺纱机在北京诞生,1976 年北京CW2 型和上海的AN9-76 型自排风式转杯纺纱机投入中试。同时,天津的TQ3 型和石家庄的JA029 型抽气式转杯纺纱机也投入中试阶段。1978 年改革开放以后,国外转杯纺技术与国内独立研制的转杯纺技术相结合,推动我国转杯纺纱机进入工业生产阶段。20 世纪80 年代,我国与原捷克斯洛伐克通过技贸协定购买BD200SN 型机,并引进其制造技术,由山西经纬纺机公司自主生产FA601 型和BD200SN 型机,并迅速占据国内市场。此外,原天津纺机TQF4 型,上海的SQ1 型、SQ2 型,原西安远东机械制造公司的FA611 型,原四川川江机械制造有限公司的FA621 型等也先后投放市场[11]
由于转杯纺纱机的技术、经济社会效益为我国纺织界接受,2000 年前后国内许多纺机企业纷纷进入转杯纺纱机领域,半自动转杯纺纱机迅速发展,并在产品结构调整、开发新产品方面发挥了重要作用[12]。经过多年的发展,目前我国国产转杯纺的主要生厂商为浙江泰坦股份有限公司和安徽日发纺织机械有限公司,其产品以半自动转杯纺纱机为主体。同时山西经纬纺机公司和安徽日发纺织机械有限公司已开发了全自动转杯纺纱机的样机。在国内市场上,国产半自动转杯纺纱机拥有很好的性价比,占有很大的市场份额。
2 转杯纺技术发展回顾与现状
2.1 转杯纺机理与纺纱器进展
转杯纺是典型的自由端纺纱方法,从其发展历史来看,转杯纺机理、纺纱器、工艺研究和产品开发是逐步发展与完善的。由图1 可见,伯塞尔森申请专利的核心是利用一个旋转件的离心力作用,将须条凝聚后引出。这个专利里既没有分梳辊和假捻盘,也没有引纱装置,该专利的名称是“一种用于纤维的离心纺纱方法”,可见这仅仅是转杯纺的雏形,当然其重要贡献是提出了一种自由端纺纱方法,突破了环锭纺和走锭纺的非自由端加捻的束缚。假捻盘的发明是转杯纺技术能够推广应用的关键之一,纱条从剥离点位置离开凝聚槽后有一段是自由纱段,该纱段捻度很低,容易造成剥离点处断头,很难持续纺纱。假捻盘其实就是一个立体摩擦盘,主要起假捻作用,假捻的存在使自由纱段强度提高,并且能将纱条捻度传递到凝聚槽,形成捻度传递长度,从而使连续纺纱成为可能[13-14]。随后,原捷克斯洛伐克就研发出可以连续纺纱的KS200 型转杯纺纱机,该型号设备当时是采用粗纱喂入罗拉牵伸方式进行喂给,条干均匀度较差[15]。在后续的研究中,人们又采用了分梳辊高速旋转分梳的方式,利用梳理、离心力和气流场的共同作用,将纤维条松解为单纤维流。至此转杯纺的成纱机理就有了一个较为完整的体系。
在上述的研究过程中,纺纱器及其关键器材也逐步成型。纺纱器是由喂给分梳机构、成纱机构及引纱管组成的独立部件,是转杯纺的核心组件,成纱过程中的喂给、梳理、排杂、输纤、凝聚、加捻、引纱等均在纺纱器内完成。其核心元器件为分梳辊与分梳腔、输纤通道、转杯、假捻盘和引纱管。从结构特征上分,纺纱器主要可以分为分体式纺纱器、联体式纺纱器、翻盖式纺纱器和纺特殊纱纺纱器。纺纱器的设计和构造需要考虑的因素有:转杯内负压的形成方式、有无排杂结构、转杯与分梳辊位置关系度、分梳腔结构与补风方式、输纤通道特征等[16-17]。原捷克斯洛伐克棉纺研究所和绪森公司对于纺纱器的发展做出了重要贡献,前者以自排风式纺纱器为主,后者主要为抽气式纺纱器。历史上出现过上百种纺纱器的型号,其中CE 系列、SC 系列、SE 系列和NSB 系列等曾得到了广泛应用,总体上这些纺纱器的基本构成和作用机制是一致的。
纺纱器中的核心元器件的发展对转杯纺发展也起到积极的推进作用。绪森公司发明的双盘支承间接轴承(TwinDisc),使转杯速度达到100 000 r/min 以上,赐来福公司推出的磁悬浮轴承能够让转杯速度高达200 000 r/min 以上,极大提高了转杯纺的生产效率。随着转杯速度不断提高,考虑到能耗的因素,转杯直径也随之不断减小,现在最小转杯直径为26 mm,突破了纤维长度要小于转杯直径的束缚。转杯凝聚槽的形状随着纺纱品种、纤维原料的种类而发展成T、V、G、R、S 等各种形状[18]。假捻盘按照工作面材料有金属假捻盘和陶瓷假捻盘,按照工作面表面形状可分为光面假捻盘、刻槽假捻盘和螺旋形假捻盘。同时为纺制低捻纱,在引纱管的转弯处安装阻捻器,利用阻捻效应提高杯内纱条动态捻度,降低成纱捻度[19-20]。分梳辊针布的锯齿型号也发展出了多个系列,基本能够满足不同纤维的要求[21],整体圈齿式分梳辊结构能够使分梳更为均匀。另外转杯和分梳辊的涂层技术极大延长了这些元器件的使用寿命,比如金刚镀等处理。这些核心部件的技术进步也给转杯纺的发展做出了很大贡献。
2.2 自动化和智能化方面的进展
全自动转杯纺纱机诞生于1975 年,德国绪森公司在米兰ITMA 上展出了全自动转杯纺纱机,主要特征是全自动接头。1979 年德国赐来福Autocoro 机型在产业界应用后,全自动转杯纺纱机一直是集各类自动化智能化技术于一体的典型设备,具有自动清洁接头、自动换筒、落筒及运输、自动在线检测、自动调节参数等功能,极大地提高了转杯纺纱机的生产效率,改善纺纱和卷绕质量,减少用工。以接头技术为例进行说明。
自动接头技术是转杯纺的一个关键技术。全自动接头综合运用机械、电子、气动、光学等技术通过模拟人工接头的过程而实现数字接头。Autocoro 机型的DigiPiecing 功能将数字控制接头集成在每个Autocoro 纺纱锭位,利用各电机驱动器确保高精度控制接头过程的精度。立达公司的AEROpiecing 接头技术将预先准备好的纱头快速导入转杯槽中,然后独立驱动的喂给电机精确控制喂入纤维量,以得到无痕接头[22]。自动接头强度可达正常纱的90%,粗节在140%以内。半自动接头与全自动接头的主要区别在于前者的清扫转杯、断头后在纱筒上寻找纱头、确定沉纱长度、保证接头纱尾蓬松性等工作是由挡车工操作完成。而接头瞬间的预喂纤维量、附加捻度、沉纱、纱引和卷绕时间是通过程控系统来完成,与全自动接头动作基本一致。半自动接头强度一般可达正常纱的70%,粗节在180%以内。随着半自动接头普遍采用步进电机控制喂给的方式,接头质量还有望进一步提高,与全自动接头质量相媲美。
2.3 适纺原料和纺纱号数
转杯纺最初的适纺原料就是废棉,用来生产粗号纱。随着技术进步,目前转杯纺的适纺原料及产品已十分广阔。适纺原料以棉为主,其次是化学纤维(粘胶、涤纶、腈纶等),同时一些非棉类天然纤维原料如短麻、短毛等品种也比较多。此外原料也不局限于废棉等低端原料[23-24]。转杯纺是自由端加捻,纤维伸直度略差,纤维内外转移程度低。转杯纱的结构分为纱芯和外层两个部分,纱芯结构较为紧密,捻度较高;外层纤维结构较为松散,捻度较低。与传统环锭纱相比,转杯纱结构比较蓬松,外观较丰满。同时纤维在纱体中呈圆锥形螺旋线和圆柱形螺旋线形态的比例只占30% 左右,且转杯纱表面会有一部分缠绕纤维[25]。表2 是转杯纺与环锭纺的纺纱对比,与环锭纺相比,转杯纺及其成纱有自身的特点,特别是对长度整齐度和细度均匀度差异较大的纤维有较好的适应性,对于14.5 tex 以上的粗中号纱有很好的适应性。而单纯就纺纱技术而言,目前能纺制8 tex 以下的细号纱,但是经济效益还不具备产业化条件。
前人曾就转杯纺纱工艺和产品进行过很多研究,特别是针对不同原料的转杯、分梳辊和假捻盘三大元器件优选以及转杯速度和分梳辊速度等工艺参数的优化,开发了很多纱线产品。此外,也有一些研究是针对转杯加捻和假捻作用机理展开的[26],随着流体计算软件的发展,近年来学者对纺纱器流场以及纤维在流场中的耦合作用的研究较多[27-29]。
2.4 转杯纺发展过程中有关争论
2.4.1 自排风式与抽气式之争
捷克自排风转杯纺纱机在20 世纪60 年代至70 年代统治了整个世界的转杯纺纱机市场。为规避专利,西方三大机械厂商(当时的瑞士立达、英国泼拉脱、德国因果耳斯达特)独自发展抽气式转杯纺纱机,从20 世纪70 年代起便在市场上展开竞争,前后共存了30 多年,一直到1999 年和2004 年立达Basetex 公司和苏拉捷克公司先后从自排风转杯纺纱机转向抽气式转杯纺纱机,这个竞争才有基本定论,自排风式转杯纺基本退出了历史舞台。其中主要的原因是转杯纺向高速方向发展,当转杯速度达到60 000 r/min 以上时,要求转杯直径减小,而自排风式的转杯其负压达不到要求。
2.4.2 半自动与全自动机型的竞争
赐来福公司1979 年推出Autocoro 系列全自动转杯纺纱机后,首先是全自动转杯纺纱机和普通转杯纺纱机(也是自排风和抽气式)之间的竞争。在这个竞争中,普通转杯纺纱机的低转速、低质量的人工接头难以适应不断发展的市场需求,而全自动转杯纺纱机的高昂价格又难以被发展中国家所接受,因此形成共存局面。21 世纪初开始,半自动转杯纺纱机崭露头角并迅速发展,在将纺纱器改为抽气式后,应用半自动接头技术,使转杯速度可达70 000 r/min~120 000 r/min,其成纱质量接近全自动转杯纺纱机的纱线质量,而设备价格只是全自动转杯纺纱机的1/3 左右,因而具有很强的竞争力,目前在中国全自动转杯纺纱机市场份额仅在10%左右,半自动转杯纺纱机则占据了90%左右,后者占有明显优势。
2.4.3 纺纱器是否排杂与排杂方式的探讨
早期“转杯纺纱需不需要排杂”的问题让国内外转杯纺纱研究工作者有过较长时间的争论。自排风式和抽气式纺纱器对于排杂有着不同的设计理念,直到20 世纪80 年代初,当时的BD200 型机也开始有排杂装置,这个争论才有了结果。棉纤维是转杯纺的重要原料,其纤维条含杂是不可避免的,因此在纺纱器内设置排杂装置是必要的。
而后关于排杂方式也有两种典型的形式。第一种是Autocoro 和R 系列的转杯纺纱机中采用的大负压、大面积排杂区、自由下落到杂质输送带回收的方式,这类纺纱器的技术来源是绪森公司。第二种则是采用专门的负压气流来回收排出来的杂质,这类纺纱器基本是由BD200 型机及其后续机型发展来的。两者并存了40 年,总体而言前者适合原料含杂少、纺制中细号纱,后者适合原料含杂多、生产粗号纱。许多研究表明气流分布对排杂的影响较大[30-31]。
3 转杯纺技术发展趋势与展望
3.1 新型纺纱器和新型结构纱线的发展
自1967 年CE 型纺纱器诞生以来,纺纱器内部主要组成基本没有变化,一般就是1 个喂入系统、1 个分梳系统、1 个输纤通道和1 个转杯,主要的区别是各组件的位置布局有异,关键元器件规格不同以及尺寸大小不一。2012 年东华大学提出的双喂入双分梳(DFO)纺纱器打破了这一格局,该新型纺纱器在设计原理、流场分布以及纺制纱线结构特征等方面均表现出与传统转杯纺有明显的差异,采用2 个喂入罗拉、2 个分梳辊、2 个输纤通道和1 个转杯的设置[32-34],不仅能够对纤维性能差异较大的原料进行混纺,而且其纱线产品具有特殊的结构和风格[35-37],比如类似段彩风格的涟漪纱和无须染色的结构牛仔纱。2015 年江南大学提出了多通道转杯纺纱,通过改变采用3 个喂入罗拉的纤维喂入量纺制不同颜色和结构的纱线[38-39]。可以预见未来对纺纱器的改进还将持续,如长短粗细差异大的纤维混纺纱,类股线结构的纱线均可能出现。就像集聚纺、赛络纺是对于传统的环锭纺改进一样,转杯多组分混纺纱、色纺纱、低捻柔软纱和转杯赛络纱等产品将有望产生。
3.2 转杯纺机理和关键器材的发展
从转杯纺工艺流程来看,喂给罗拉的传动方式应用步进电机直接传动比较合适,目前在国内外的很多机型上已经使用,可以精确控制喂给量,在改善纱线质量、提高接头质量和纺制竹节纱等方面有很大优势。分梳的工艺要求是将纤维条变成连续、均匀的单纤维流,分梳最主要的作用是松解纤维,而不是梳理,从目前高速摄影观察结果看,现有技术还达不到单纤维流,因此未来分梳应该朝“柔性梳理和精细梳理”的方向发展。有关分梳辊结构、针布齿形、针布处理等是值得深入研究的,单纤维流进入转杯是有利于改善排杂、提高纱线均匀度和纱线强度。输纤通道的形式对成纱质量影响也比较大,从纺纱工艺要求而言,将通道内纤维流均衡地输入转杯是输纤通道的主要作用,长通道和整体式通道是发展趋势,当然其具体形状和尺寸还需要结合流场分析来综合确定。转杯凝聚槽在现有槽形的基础上将发展更多的形状,并应当深入研究槽形与成纱结构、质量的关系。未来会出现能够定期清除凝聚槽内局部积聚的粉尘和杂质,实现自清洁功效的转杯,这对提高成纱质量有很大的意义。假捻盘是对纺纱质量影响很大的关键部件,假捻的理论与实践的研究开发应该从假捻盘的材质、弧度、表面处理、形状、摩擦因数等方面着手;增强假捻作用和阻捻效应,纺制低捻转杯纱,增强纱线的柔软度等。
3.3 纱线产品多元化发展
20 世纪八九十年代,中国曾经开发过很多转杯纺产品,采用棉、麻、丝、毛和各种化纤开发了涉及机织用纱和针织用纱等很多领域的各类纱线。而后的发展基本上就是朝着高速细号方向发展,以提高转杯速度、减小转杯直径和纺中细号纱为目标,所纺原料以棉和粘胶为主,现在采用磁悬浮轴承的转杯极限速度已经到达200 000 r/min(实际生产适纺速度在150 000 r/min 以内),转杯最小直径为26 mm,纺纱线密度达到14.5 tex。但是转杯速度的进一步提高和纺纱线密度的继续降低受到各方面技术限制,同时也会大幅增加能耗,未来继续进步空间不大。而从另一个角度看,开发低速粗号高附加值的产品可能是转杯纺发展的另一条途径,比如说纺制特粗号纱,因为摩擦纺设备现阶段处于相对匮乏的状况。对于纺制线密度大的纱线,转杯纺低速不会影响其产量,包括特粗号纱和采用高性能纤维纺制产业用纱大有前途,比如碳纤维、聚酰亚胺纤维等[40-41],当然这还需要结合分梳技术的改进。
3.4 全自动与半自动技术的融合
全自动与半自动技术在未来会进一步融合,赐来福公司和立达公司均有全自动和半自动设备,从近年来推出的产品看,全自动和半自动技术已有融合趋势。未来全自动和半自动转杯纺纱机就统称为自动转杯纺纱机,从纺纱的技术特征看,所谓的全自动和半自动没有本质的区别,只是在设备成本、某些功能配置上有些差异。未来的自动转杯纺纱机均可在喂给、分梳、转杯的驱动上实现单电机驱动,并实现无人或少人操作。
3.5 转杯纺基础理论研究
转杯纺成纱基本机理是清晰明确的,但是还有几个问题需要继续深入研究。
一是转杯纺加捻的问题。须条从凝聚槽中剥离到引纱出来的过程中,纱条的加捻过程较为复杂,涉及假捻、真捻、阻捻和捻陷等原理,包括假捻盘和阻捻器的作用。现在的机理基本还是定性和半定量的分析,建立较为精确的模型,进一步明细其机理是非常必要的。
二是纤维在气流场中的流-固耦合研究。纺纱器中有三大气流场的研究值得关注:排杂回收气流场、分梳与输纤通道气流场以及转杯气流场。对于气流场的分布和模拟近年来已取得很好的研究进展,但是对于气流场中纤维与流场的耦合作用还要继续深入,这对控制和改善纤维在成纱结构的分布以及形态很重要。
三是纤维条的分梳作用。目前分梳辊的分梳仅仅发生在锯条的齿尖顶端,而靠近喂给板部分的纤维很少受到梳理。如何将纤维条分梳成为连续均匀的单纤维流状态,这需要在分梳机构上进行改变,还包括对一些高性能纤维的纺纱分梳研究。
4 结语
纺纱技术是短纤维成为纺织品的一个必要工序,在新型纺纱研究历程中曾经涌现出很多技术,如静电纺、摩擦纺、离心罐纺、转杯纺、喷气纺和喷气涡流纺等,其中有的昙花一现,有的已经退出历史舞台,有的正在螺旋式发展。这些技术的发展表明,一种纺纱方式能否工业化应用,取决于适纺原料、成纱特点、生产成本、经济效益、自动化程度、后道产品对纱线的需求等诸多因素。对于转杯纺纱技术的发展总结如下。
(1)转杯纺未来依然能够在纺纱市场内占有一席之地。具体而言,14.5 tex 以上的纱线,基本是由转杯纺和喷气涡流纺为主,14.5 tex 以下的纱线市场基本属于环锭纺。转杯纺与喷气涡流纺之间是差异化竞争,喷气涡流纺适合长度整齐度和细度均匀度较好的原料,其优势是生产效率高;转杯纺对原料的要求不高,但是其生产效率不如喷气涡流纺,两者将长期并存。
(2)从加捻机理看,转杯纺、喷气涡流纺和环锭纺分别属于自由端、半自由端和非自由端纺纱方式,纱线结构特点各不相同,未来应该是错位竞争。总体上转杯纺的市场占有率基本保持不变,环锭纺的市场占有率略有下降,而喷气涡流纺的占有率会显著上升。
(3)转杯纺高速和细号纱的发展方向进入到瓶颈期,未来在这方面的提升幅度非常有限,而在粗号纱、多组分混纺纱、色纺纱、特种原料纱和新型结构纱等方面会有较大发展。
(4)转杯纺技术未来会向多元化方向发展,纺纱器的改进是核心,转杯、分梳辊、假捻盘、阻捻器等关键元器件的研发是重点,纤维-气流两相耦合和成纱机理等相关理论的研究是基础。
猜你喜欢
纺织学报(2022年10期)2022-11-01
纺织学报(2022年8期)2022-08-26
丝绸(2022年7期)2022-08-02
棉纺织技术(2021年11期)2021-11-16
中国纤检(2021年9期)2021-09-30
国际纺织导报(2019年7期)2019-03-20
山东纺织经济(2019年5期)2019-02-19
国际纺织导报(2016年4期)2016-10-26
纺织导报(2015年6期)2015-12-31
化纤与纺织技术(2015年1期)2015-12-26
