
不同螺槽深度下异向双螺杆挤出机流道仿真分析
2023-10-24 02:38张一明黄志刚杨亚楠
食品与机械 2023年9期
张一明黄志刚杨亚楠
(1. 北京工商大学人工智能学院,北京 100048;2. 塑料卫生与安全质量评价技术北京市重点实验室,北京 100048)
聚乳酸(PLA)是一种环境友好型材料,同时也是一种具有完全可降解性、高生物相容性和机械性能优异的热塑性材料,可作为石油基塑料的替代品,已被广泛应用于包装、农业、纤维纺织、医用和工程塑料等领域[1]。
双螺杆挤出机由于具有良好的加料性能、混炼塑化性能、排气性能、挤出稳定性能等特点,已被广泛应用于挤出制品的成型加工。双螺杆挤出机分为同向双螺杆挤出机和异向双螺杆挤出机两大类。异向双螺杆由于特殊的构型,形成了C型室,物料被封闭在彼此隔开的C型室中,封闭在C型室的物料不随螺杆转动,只沿螺杆轴线方向做正位移动,故其被广泛应用于挤出成型和配料造粒及其他方面[2]。
范涛等[3]研究发现,减小螺槽深度会使熔体热量的传递效果提高、有利于熔体的平稳传递。张雪晨等[4]发现,螺杆元件构型的变化对流道的剪切作用和建压能力有优化作用,且螺槽越深,轴向混合能力越强。Sun等[5]研究发现,增加捏合块错列角会提高材料的温度,有利于提高转化率,同时还可提高挤出料的拉伸效率,延长材料在挤出机中的停留时间,有利于强化混合及反应。彭涛[6]发现,开槽螺纹元件的建压输送能力较低,分散混合性能较弱,但其分布混合性能优于常规螺纹元件。综上,机械结构的设计对物料加工起到了决定性影响。例如单螺杆和双螺杆在进行轴向熔融输送时,单螺杆依靠摩擦力,而双螺杆依靠啮合螺纹的推力,这就导致了物料的内部分子键破坏方式不同,得到的产物性质发生改变。
目前,有关螺槽深度对螺杆挤出机混合效果的影响研究集中在单螺杆和同向双螺杆方面,有关异向双螺杆螺纹元件螺槽深度对聚乳酸流道内流场影响的研究尚未见报道。研究拟针对聚乳酸在啮合异向双螺杆挤出机中的流道进行数值模拟,应用Solidworks软件建立不同螺槽深度的螺杆元件三维模型,利用Polyflow流体仿真软件进行数值模拟,并采用粒子示踪法模拟粒子在流道内的运动轨迹[7],研究不同螺槽深度对聚乳酸流场中的压力场、剪切速率场和黏度场,以及轴向停留时间分布的影响,选择出合适的异向双螺杆构型来提高聚乳酸的性能,降低损耗成本。
1 理论模型的建立
1.1 建立几何模型
1.1.1 端面曲线的建立 根据双螺杆几何学的基本原理,通过相对运动法在Solidworks上推导出全啮合异向双螺杆的理论端面曲线,得到理论端面曲线如图1所示。推导出的全啮合双头异向双螺杆的理论端面曲线的8段圆弧方程[8]分别为:

图1 理论端面曲线
1、5段:
(1)
3、7段:
(2)
2段:
(3)
4段:
(4)
6段:
(5)
8段:
(6)
1.1.2 端面曲线的修正 通过Solidworks软件螺旋扫描端面曲线即可得到全啮合异向双螺杆三维实体。实际应用中,如果依照理论曲线加工,螺杆之间完全没有间隙,若在螺杆加工中实现无间隙不仅对加工刀具和工艺要求非常高,而且由于热胀冷缩两螺杆很容易干涉,存在很大的安全隐患,同时在螺杆根部容易形成积料和死角。因此,实际应用中通常对理论曲线进行修正(图2),使两螺杆螺棱侧面之间有一定侧间隙[9],修正后螺槽角α=90°,螺棱角θ=80°。
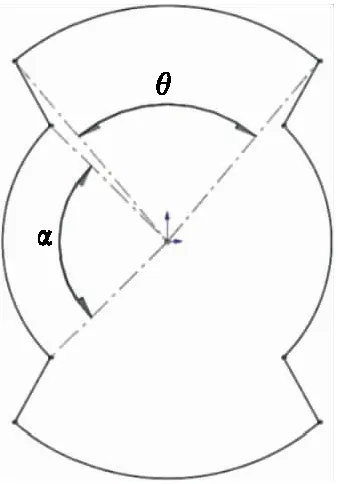
图2 修正端面曲线
1.1.3 几何模型的建立 通过表1、表2在Solidworks软件中绘制如图3所示的异向双螺杆三维模型,将左螺杆的中心点设定为坐标原点,X轴方向向右,Y轴方向向上,轴的方向和旋转方向根据右手定则确定:左螺杆逆时针旋转、右螺杆顺时针旋转、Z轴方向与挤出方向相同。由于螺槽深度变化不大,因此SF1模型代表S1和F1组合得到的模型,以此类推,SF2模型代表S2和F2组合得到的模型;SF3模型代表S3和F3组合得到的模型。
表1 螺杆元件建模参数

图3 异向双螺杆三维模型
1.2 数学模型的建立
1.2.1 基本假设 在进行异向双螺杆仿真前,考虑到实际情况和环境等众多影响因素,作出以下假设[10],并在此基础上进行仿真分析:
(1) 熔融体是不可压缩的且充满整个流道。
(2) 熔融体在流场中的各个位置温度都是相同的。
(3) 机筒壁面是无滑移的。
(4) 重力与惯性力忽略不计,且远远小于黏性力的体积力。
(5) 熔融体为雷诺系数较小的层流流动。
1.2.2 基本方程 熔体流动必须满足流体力学的三大基本方程:质量守恒方程(也称连续性方程)、动量守恒方程(也称运动方程)和能量守恒方程。因为在等温条件下进行,所以能量守恒方程不必求解。基于上述条件,基本方程为[11]:
连续性方程:
∇·v=0,
(7)
运动方程:
-P+∇·T=0,
(8)
式中:
∇——哈密尔顿算子;
v——速度矢量,m/s;
P——流体静压力,Pa;
T——应力张量,Pa。
其中,选用Bird-Careau本构方程[12]进行模拟数值计算,探究聚乳酸剪切速率和黏度之间的关系:
(9)
式中:
η0——零剪切黏度,Pa·s;

λ——松弛时间,s;
η∞——无穷剪切黏度,Pa·s;
n——流动指数。
模拟过程设定为等温条件,温度设为190 ℃;聚乳酸材料在190 ℃下的零剪切黏度为2 504.235 Pa·s、松弛时间为0.060 7 s、流体指数为0.253、无穷剪切黏度为1 Pa·s[13]。
1.3 有限元模型
1.3.1 网格划分 使用Gambit软件将建立好的3组螺杆元件和对应的流体区域进行网格划分,由于螺杆元件几何形状相对复杂,因此使用四面体网格直接进行划分;流体区域使用六面体规则形网格进行划分。划分后的螺杆元件和流体区域如图4 所示。
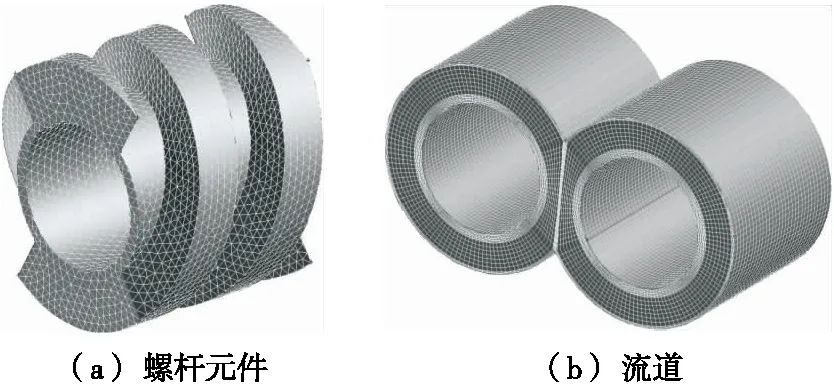
图4 螺杆元件及流道的有限元模型
1.3.2 边界条件的设定 流体区域入口流体和出口流体为自由流动,因此法向力和切向力设为0 Pa;左右内孔属于滑移边界,没有流体能贯穿边界,因此切向力设为0 Pa,法向速度设为0 m/s;流道内壁面无滑移,因此法向速度和切向速度设为0 m/s,螺杆转速设为60 r/min。
2 仿真结果分析
2.1 压力场
如图5所示,因为异向双螺杆结构复杂性,所以啮合区出现局部高压情况,这种情况被称为压力突变[14]。3种螺槽深度不同的螺杆压力分布普遍不均匀,螺棱处压力较高,螺槽处压力较低。为了方便分析3种螺杆对应的流道的压力分布情况,在螺杆啮合区沿挤出方向建立压力参考轴线,得出轴向距离和压力的关系图如图6所示。随着螺槽深度的变浅,压力波动越大,对物料的延压有利,同时提高了双螺杆挤出机的建压能力。
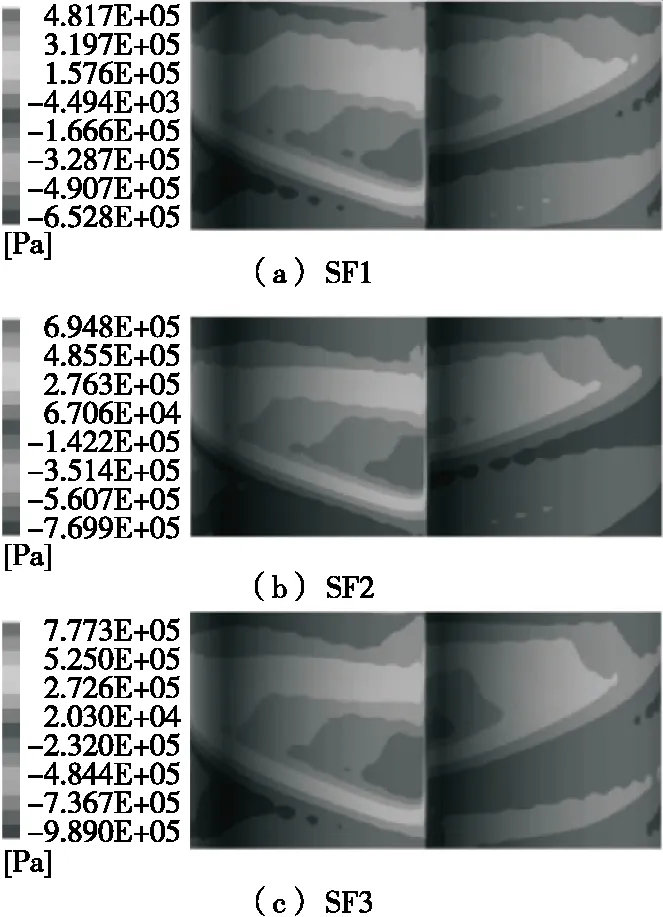
图5 不同螺槽深度下的压力云图

图6 轴向压力折线图
2.2 剪切速率场
由图7可知,3种螺槽深度不同的螺杆剪切速率分布不均匀,在螺杆啮合区和机筒内壁的间隙处出现最高剪切速率。由于剪切速率梯度的存在,聚乳酸熔体可以充分地混合。为了方便分析3种螺杆对应的流道的剪切速率分布情况,在螺杆啮合区沿挤出方向建立剪切速率参考轴线,得出轴向距离和剪切速率的关系图如图8所示。剪切速率的峰值点出现在螺棱位置,随着螺槽深度的变浅,剪切速率波动变大,剪切作用更强,分散混合效果更好。SF3模型在螺棱处出现突变值,说明此处产生漏流现象。
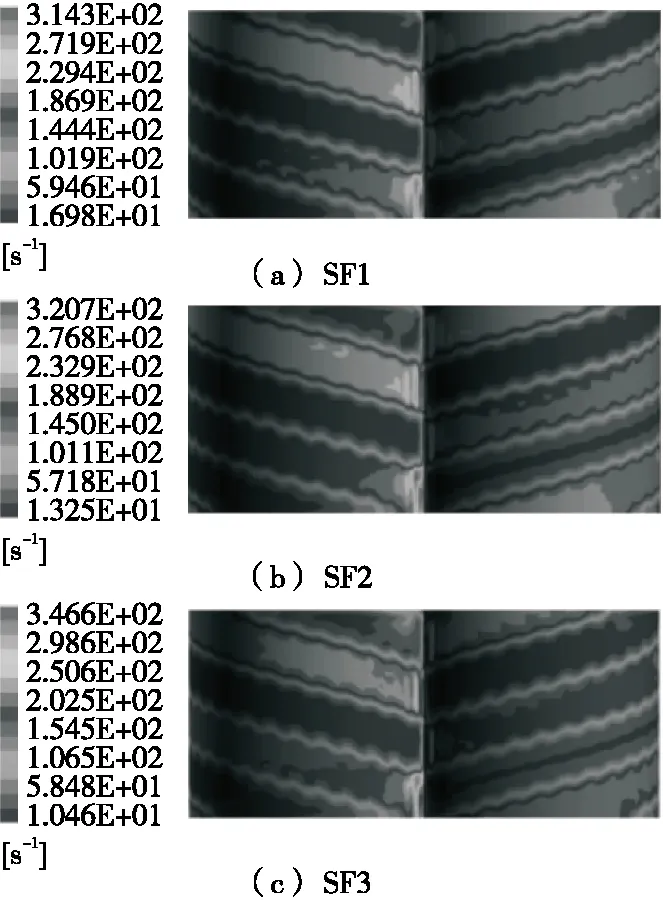
图7 不同螺槽深度下的剪切速率云图

图8 轴向剪切速率折线图
2.3 黏度场
如图9所示,根据“剪切变稀”现象[15],即在流动速度较大处剪切作用较大而黏度较小;在流动速度较小处剪切作用较小而黏度较大。通过对比图9和图7,发现符合此现象。为了方便分析3种螺杆对应的流道黏度分布情况,在螺杆啮合区沿挤出方向建立黏度参考轴线,得出轴向距离和黏度的关系图如图10所示。
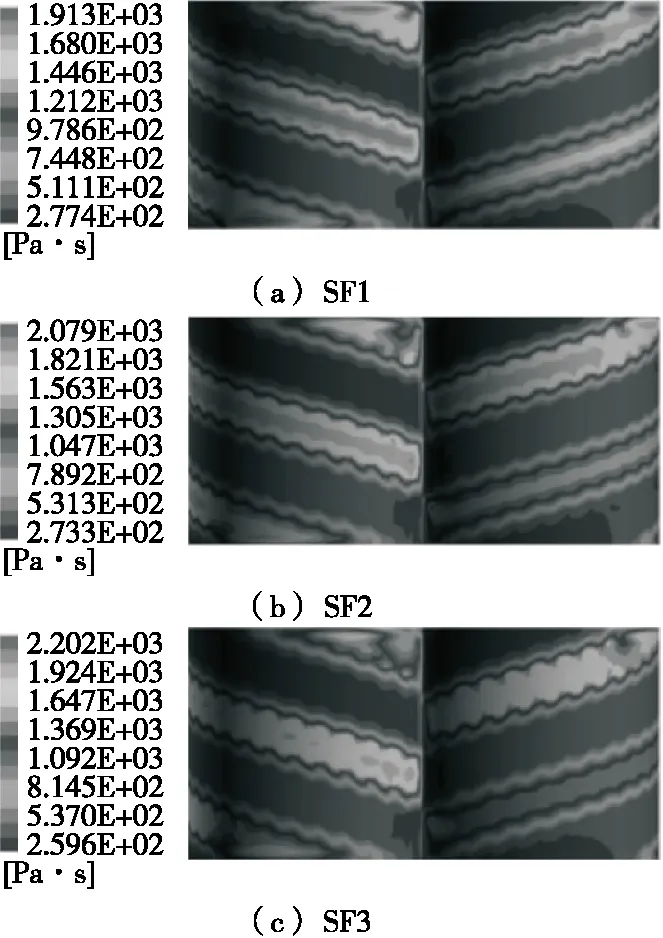
图9 不同螺槽深度下的黏度云图
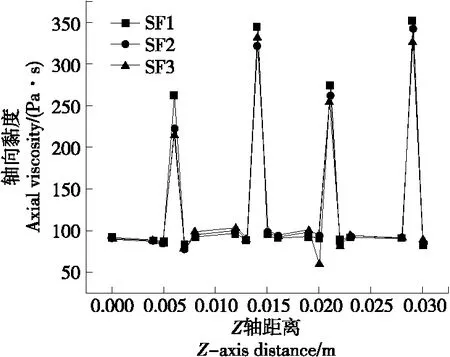
图10 轴向黏度折线图
2.4 停留时间分布
采用示踪粒子轨迹跟踪法,在流道入口布置2 000个示踪粒子,利用Polystat模块计算分析示踪粒子在流道内的运动轨迹,累积停留时间分布曲线如图11所示。3种模型的累积停留时间分布曲线趋势大体一致,当概率密度为0.8时,随着螺槽深度的变浅,停留时间逐渐变短。停留时间分布曲线如图12所示,螺槽越深,拐点之间的距离越大,曲线总长越长,轴向混合能力越好,但自清洁能力减低。
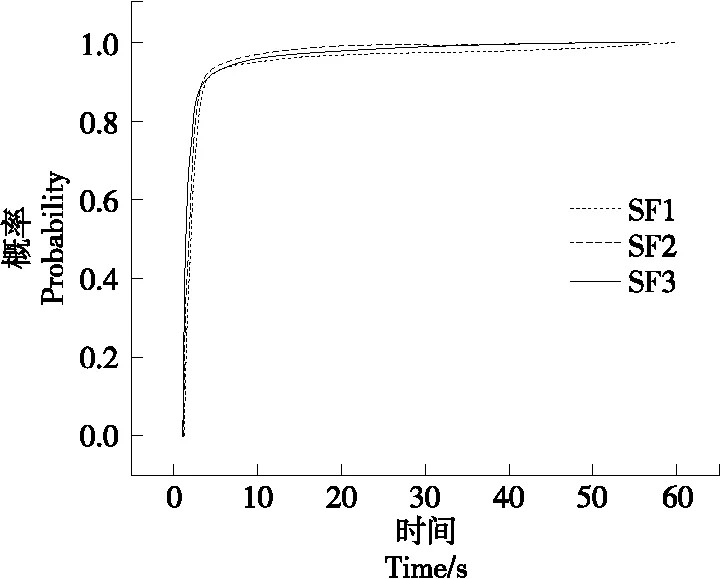
图11 累积停留时间分布曲线
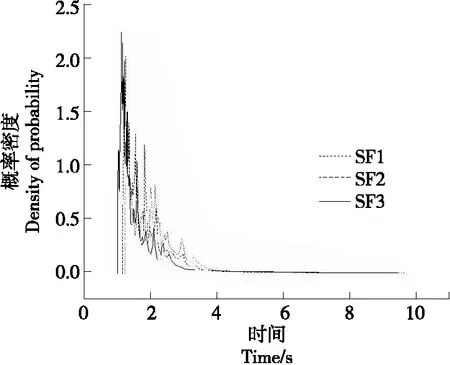
图12 停留时间分布曲线
3 结果与分析
3.1 试验条件
异向双螺杆挤出机:选择60,90,120 r/min 3种转速,进料速度为5 rad/s。
注塑机:融融温度182 ℃,注塑温度122 ℃。
旋转流变仪:平板模式,频率为0.01~20 Hz,温度为182 ℃,应变为1%。
3.2 试验结果分析
3.2.1 复合黏度 由图13可知,随着螺杆转速的升高,复合黏度随频率的增大逐渐减小,符合“剪切变稀”现象,即转动速度较大时剪切作用较大而黏度较小;转动速度较小时剪切作用较小而黏度较大。聚合物熔体的流动性取决于分子链段的运动能力,螺杆转速的增加改变PLA的分子结构,使其分子链断裂,降低其黏度[16]。
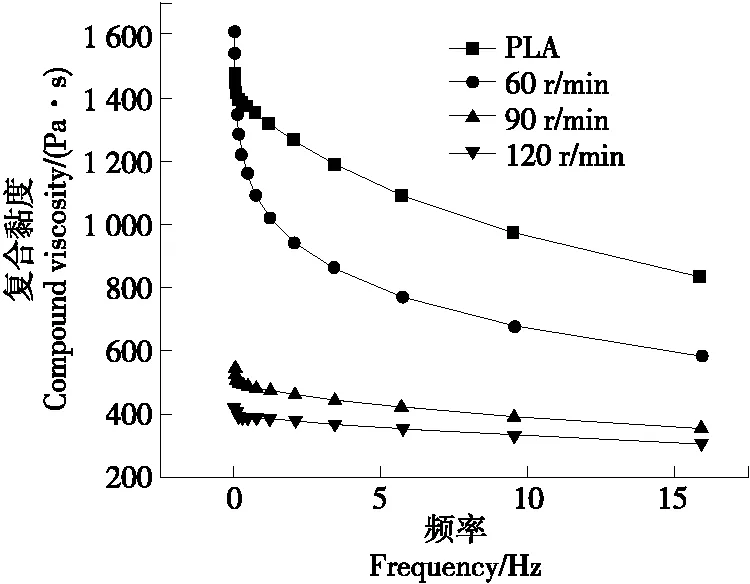
图13 不同螺杆转速下PLA材料的复合黏度
3.2.2 储能模量与损耗模量 由图14、图15可知,随着螺杆转速的升高,PLA的G′与G″均随之巨幅减小。这是由于螺杆转速增加,PLA中分子链相互断裂,进一步提升了分子链段的自由运动,表现为G′与G″明显减小。
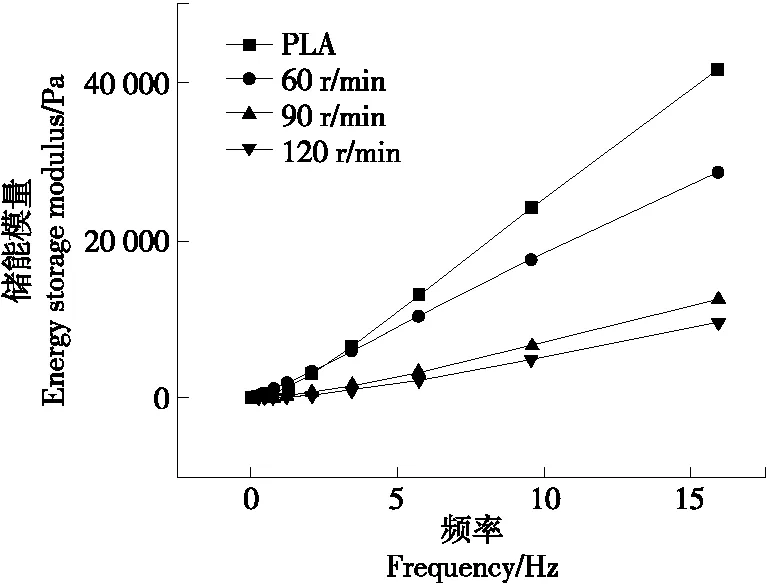
图14 不同螺杆转速下PLA材料的储能模量

图15 不同螺杆转速下PLA材料的损耗模量
4 结论
研究运用Polyflow流体仿真软件进行数值模拟,借助FieldView软件对后处理结果进行数值分析;对3种不同螺槽深度状态下的异向双螺杆挤出机的聚乳酸流体的压力场、剪切速率场和黏度场,以及停留时间分布曲线RTD进行了对比研究。结果表明:通过改变螺杆元件的齿根圆直径及其对应的流道直径来实现螺槽深度的改变,在其他条件相同的情况下,螺槽深度越浅,压力波动越大,剪切速率波动越大,但黏度波动越小;螺槽深度越深,轴向混合性能越高。仿真挤出过程中,随着螺槽深度的变浅,停留时间逐渐变短。螺槽越深,拐点之间的距离越大,曲线总长越长,轴向混合能力越好,但自清洁能力降低。随着螺杆转速的增加,聚乳酸材料的复合黏度逐渐降低,储能模量与损耗模量均呈现“剪切变稀”现象,符合仿真规律。后续应改善螺杆模型,对比与分析仿真结果,同时通过大量试验设计出更适于聚乳酸加工及改性的螺杆构型。
猜你喜欢
中国粮油学报(2019年4期)2019-07-12
中国塑料(2016年7期)2016-04-16
中国塑料(2015年3期)2015-11-27
中国塑料(2015年6期)2015-11-13
中国塑料(2015年2期)2015-10-14
中国塑料(2015年11期)2015-10-14
中国塑料(2015年8期)2015-10-14
中国塑料(2015年4期)2015-10-14
中国塑料(2014年8期)2014-10-17
火炸药学报(2014年5期)2014-03-20
