实用新型专利申请的研究
2023-10-21 12:00:54凌华春
时代汽车 2023年18期
凌华春


摘 要:本实用新型技术结合狭小更换操作空间、铭牌贴附材料型面特殊,针对性设计制作一套专用辅助工具。1、利用平面镜成像原理使铭牌更换环境在平面镜中成像,操作人员可以清晰观察到更换环境作业情况,避免通过手感和经验盲操作带来失误导致铭牌破损、歪斜,刮花物料。2、特制热管顶端带有弯嘴长管,能便捷伸入铭牌更换狭小空间进行加热处理,铭牌更柔软利于撕除。杜绝用普通电吹风吹软铭牌导致仪表台烧蚀及作业时长等不利影响。3、特制异形钩铲进入作业区域刮离铭牌取出,取异形钩铲将新换装铭牌粘贴到边缘递送到前挡更换位置,对齐后从左右任意一端粘贴后逐步按压规整确保无气泡。
关键词:狭小操作空间 可视化作业 异形工具 规整无气泡
1 前言
本实用新型结合狭小更换操作空间、铭牌贴附材料型面特殊性,针对性设计制作一套专用撕除/粘贴辅助工具。杜绝盲操作导致物料划伤更换零件成本上升,提高铭牌更换效率。
2 背景技术要求
国家关于汽车整车状态技术法规要求:
①标牌标记方式可采用人工可读码或人工可读码与机器可读码相结合、电子数据存储的形式进行标示。具体形式分为标刻、标签粘贴或通过不可篡改的方式将符合相应标准规定电子数据存储在电子控制单元。
②标示部位外观要求整车生产企业在标刻、粘贴车辆识别的部件不应采用打磨/垫片/凿改/重新喷涂等处理方式,从上(前)方观察时,铭牌标识区域周边应有足够大面积的表面(指标刻、粘贴车辆识别代号部件的全部表面,但所外露表面能满足查看车辆识别码部件有无挖补、重新焊接、粘贴等痕迹)无任何覆盖物,如有应明确标示“车辆识别代号”“VIN”字样且覆盖物在不使用任何工具的情况下能直接取下及复原。
企业铭牌粘贴工艺规范:
①将打印出的标牌与跟车单核对应VIN号信息是否一致,字体大小是否符合要求,激光烧刻字体边界是否清晰,四周边界无破损;
②取专用清洗剂倾倒在清洁粘抹布上清洁粘贴区域,保证粘贴区表面无杂质、灰尘;
③将标牌粘贴到如工艺作业顺序书要求所示位置,位置确保标牌在L槽内部,靠近左侧L槽位置;
③用专用抚平软块轻轻按压标签,保证铭牌粘贴平整无气泡;
④VIN号粘贴工序完毕后下道工序需再次与跟车单核对关键信息是否一致;
3 返修工艺概述
轿车总装返修控制是控制整车质量,保证整车过程一致性和最终产品一致性的重要方面,从一定程度上讲,返修率的高低、返修水平的高低是一个企业工艺过程水平、质量水平的重要指标。返修量越大、返修水平越低,产品的质量水平越低;而返修量越小、返修水平越高,产品的质量水平越高。也就是说,很多的产品缺陷都是返修造成的,一是返修不彻底,没有完全有效的去除缺陷,另一个就是由于返修的不规范,由于返修而造成新的问题。对于同一种缺陷,可能有多种多样的返修方法,而不同的返修方法会带来不同的返修结果,个别的返修过程可能对于质量造成影响,为了保证整个生产的标准化、规范化,保证返修的效果及不至于带来新的质量问题,为此必须通过返修工作的工艺规范来明示生产过程中的返修工艺控制,并通过有效切实的执行来规范实际返修工作,保证生产过程中的返修能得到有效的控制。而现在在很多企业内都普遍的存在有返修过程而无返修控制或返修控制很弱的情况。
返修人员的安排必须是经过生产线多工位,多工段锻炼的多技能工和高技能工。这样要求是因为返修过程涉及的操作过程较复杂,而流水线上的单工位的操作者一般只熟悉本工位的操作,对其它工位的操作不熟悉,而返修过程可能涉及多个工段、多个工位的操作。因此,为了使返修过程得到有效的控制,使返修质量得到有效的保证,必须由生产线上的多技能工和高技能工使用合适或特制工具来完成。
4 具体返修痛点
因为生产顺序调整、设备刻印外观模糊故障、信息变更或员工粘贴操作失误等因素导致整车状态出现与工艺要求不符或车辆参数需要变更等更换铭牌情况,在实际更换前挡风玻璃铭牌操作时会存在以下困难点:
铭牌材质因防伪等法规特殊要求易脆断,粘贴在仪表台后难取下,利用市场购买的常规工具更换耗时且残存铭牌碎屑清理困难,容易划伤仪表台表面需要更换总成件消耗工时及物料,导致制造成本增加,降低品牌性价比。
汽车铭牌粘贴在前挡挡风玻璃内侧仪表台左边最下角落,盲区作业在内侧更换无法直接目视操作过程,撕除/更换/对齐标线等过程视线受阻眼手配合困难。需反复行走到前挡风玻璃外侧观察位置再操作。铭牌粘贴空间狭小,无法用手指进行操作更换。需借助辅助工具刮除、取放、对齐粘贴等动作,现有市场普通返修工具操作困难。
5 发明内容
本实用新型采取以下技术方案实现上述目的:
一种前档仪表台VIN号铭牌标签更换专用工具,通过不断验证优化结合实际操作空间设计制作一套专用工具来解决前档仪表台VIN号铭牌更换困难问题。
1、首先通过图1特制反光镜装置设置固定于引擎盖边缘后可在铭牌更换位置上方转动平面镜调整方向角度,实现在返修操作区域对面成像;
2、通过图2使用改制可伸缩调节加热枪嘴对需要更换的铭牌区域精准加热,降低铭牌粘贴附着力帮助更好撕除。所述加热枪嘴带弯钩,能够导向加热吹气。作业时便于前挡玻璃与仪表台狭小空间操作,精准控制加热区域避免加热范围大导致仪表台烧蚀;
3、用图4自制钩铲前端轻轻刮起铭牌边缘,缓慢向上提升直至铭牌撕脱。铭牌粘贴过牢固滑脱用另一钩铲两边夹紧上提直至铭牌撕脱。铭牌撕脱过程出现断裂重复用加热枪将铭牌加热后再取钩铲前锋口刮铲铭牌边缘缓慢上提撕脱。此结构设计前端锋口便于铭牌与粘贴面刮离,上升撕脱铭牌脱落可两边夹紧能够轻易伸入施力;
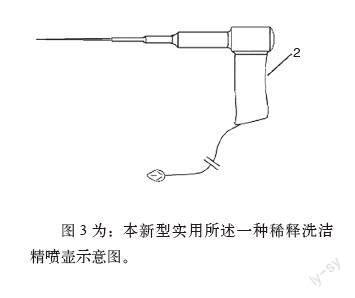
4、用图3喷壶喷涂少量洗洁精稀释液在铭牌粘贴位置辅助铭牌移动,取新更换铭牌在中段位置轻轻粘贴在刮铲前端利用平面镜观察将铭牌放入粘贴区域,取另一刮铲辅助移动调整至工艺要求位置后輕轻按压铭牌正面,用刮铲将铭牌对齐后从左右任意一端向反向压平确保规则无气泡,将平面镜取下更换工序完成。
本实用新型实用专用工具有益效果在于:
1、无需积累长久返修工作经验,教学一遍新操作工现场即可独立操作。利用平面成像原理操作工可以清楚看到铭牌详细情况,可以使铭牌撕除、粘贴实时情况可即时观察。杜绝反复行走到前挡风玻璃外侧观察位置再操作不增值工时损耗。
2、避免通过手感和经验盲操作带来失误导致铭牌破损、歪斜返工/刮花物料/返修作业时长等不利影响。
3、加热枪为带有弯钩加长可导向伸缩管,可便捷伸入铭牌粘贴位置狭小空间降低铭牌粘贴附着力,帮助更好撕除节省铭牌撕除操作时间。精准控制加热区域避免加热范围大导致仪表台烧蚀更换造成成本上升。
4、喷涂稀释洗洁精便于铭牌粘贴位置移动,提高铭牌粘贴工艺位置一致性。
5、异形刮铲打磨呈长椭圆型前端开锋口,便于铭牌铲脱刮离。后端脊背圆形便于铭牌粘贴按压定位去除气泡。降低劳动强度提高更换效率。
6 效果收益
1、特制反光镜装置:解决在内侧更换无法直接目视操作过程盲区作业,撕除/更换/对齐标线等过程视线受阻眼手配合困难。需反复行走到前挡风玻璃外侧觀察位置再操作,单台节省行走时间480s/台。
2、改制可伸缩调节导向嘴加热枪:对需要更换的铭牌区域精准加热,降低铭牌粘贴附着力帮助更好撕除,单台节省铭牌撕除时间720s/台。杜绝大范围加热不均导致仪表台烧蚀更换,节省装配时间21600s/台。
3、自制异形钩铲:解决因铭牌材质因防伪等法规特殊要求易脆断,粘贴在仪表台后难取下,利用市场购买的常规工具更换耗时且残存铭牌碎屑清理困难。结合操作区域需求选用不同异形钩铲便于铭牌铲脱刮离,后端脊背圆形便于铭牌粘贴按压定位去除气泡,单台节省铭牌撕除/粘贴时间1320s/台。
4、杜绝因更换铭牌刮花/烧蚀仪表台导致更换总成情况,年节约物料成本约1万元,减少人工更换成本约6000元。
5、通过此本新型实用专用工具运用,返修人员作业熟练度技能水平达道中等(企业标准工艺评估75%)即可完成返修作业,无需多次参与反复专项培训人员。满足技能要求人员选择面更广,人员调配更灵活。
参考文献:
[1]中华人民共和国国家标准-道路车辆标牌标签.GB/T25978-2018.
[2]李刚,果霖,徐人平.电动工具工业设计要素分析与研究[J].电动工具,2022,16629(10):1674-2769.
[3]王有成.材料成型与控制工程中的金属材料加工分析[J].内燃机与配件,2021,19475(10):1674-957.
[4]杨秀芳,于淑霞.汽车装调技术课程的诊断与改进研究[J].汽车维护与修理,2020,16613(10):1006-6489.
[5]李成.汽车模具制造中数控加工技术的应用问题探讨[J].专用汽车,2023,19999(10):1004-0226.
[6]严褒.基于虚拟现实技术的工业产品造型设计[J].现代电子技术,2019,16652(10):1004-373.
[7]张婉婷.汽车线束及其空间布置应用[J].汽车实用技术,2022,16638(10):1671-7988.
[8]程黎,龚玉英.机械加工技术中数控加工的运用[J].现代制造技术与装备,2022,16107(10):mmte.