
一种陶瓷辊道窑温度自动控制系统设计
2023-09-30 01:01:58龙威舜,蓝万聪
佛山陶瓷 2023年9期
关键词:自动控制
龙威舜,蓝万聪




摘 要:在建筑陶瓷生产线中,辊道窑炉的烧成温度稳定对产品烧成质量起决定性的作用,辊道窑是一种连续性生产模式,这种模式决定了温度的自动控制要求比较高。由于各种原因,导致辊道窑很难持续满窑生产,会出现不间断的空窑现象。在传统窑炉的温度控制中,往往需要人工根据经验针对空窑的情况进行手动调节温度,这样无形中增加了很大的操作难度,同时容易产生不良品。本文设计了一套窑炉空窑温度自动控制系统,当出现空窑时,根据空窑位置及设定的温度控制参数进行自动调节,进而保持窑炉内部的温度稳定。
关键词:辊道窑;空窑;烧成温度;自动控制
1 前言
传统的陶瓷辊道窑生产中,当出现异常情况时,会导致窑炉空窑,这就需要窑炉操作员及时对窑炉温度进行监控并结合产品在窑炉内空窑的位置进行手动调节。由于原料配方或者设备故障原因等客观存在的因素导致出现空窑,对异常问题的处理高度依赖个人经验。本文设计的方案主要是通过获取各段窑炉的传动线速度并监控进砖信号开发对窑炉内产品位置进行实时动态仿真模拟控件,从而获取产品在窑炉内的位置状态信息,根据这些信息系统利用算法进行智能分析出窑炉内哪个位置存在空窑或稀窑,然后根据用户设定的温度控制参数,系统将自动进行温度调节,从而实现窑内温度自动调节到生产需求。空窑温度控制系统的投入使用将大大降低窑炉操作人员的工作强度,提升温度控制的及时度及精度,同时也在节约能源方面发挥着举足轻重的作用。
2 温度自动控制系统硬件设计
2.1整体控制系统硬件设计
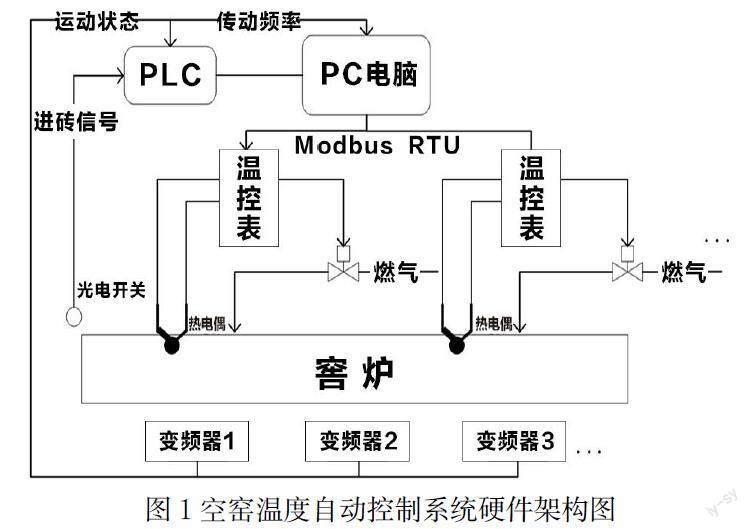
窑炉空窑温度自动控制系统硬件设计主要包括传动数据采集系统、进砖信号采集系统、温度控制系统三个部分,系统硬件结构图如图1所示。整个系统基于计算机系统实现功能,通过PLC采集进砖信号实现砖块位置传输给计算机,通过通讯模式实现对传动速度的采集和温度的采集,汇总给计算机通过算法实现窑炉空窑温度自动控制的功能。整个系统运行的最终目的是:当窑炉空窑或稀窑时,系统可以控制窑炉降低温度,当空窑结束时,控制窑炉恢复生产温度,从而达到在不影响产品质量的情况下节能的目的。
2.2传动数据采集系统硬件设计
计算机获取窑炉的速度,主要是通过采集变频器的频率,通过电机和辊棒之间线性关系换算成窑炉速度(如图2) 。
2.3进砖检测系统硬件设计
进砖信号的采集通过在窑头适当位置安装光电开关,信号输入到PLC,计算机通过与PLC通讯获取窑炉进砖信号。(如图3)
2.4温控控制系统硬件设计
窑炉的温度控制是通过温度传感器热电偶对温度采集,温度控制器根据采集的文图与设定温度结合计算机指令设置的参数进行PID自动演算,得出控制燃气的阀门开度,从而形成一个闭环控制(如图4)。热电偶按设计要求在窑炉各部位分散安装,热电偶通导线连接到温度控制器上,计算机通过串口通信获取各温控数据,计算机通过Modbus RTU通讯协议获取设置温控表参数。计算机设置到温控表的设定值进行PID运算输出开度参数到电磁阀设置燃气阀门开度,控制燃气流量,从而对窑炉温度进行调节。
3 温度自动控制系统中的软件設计
3.1窑炉砖块运动仿真系统设计开发
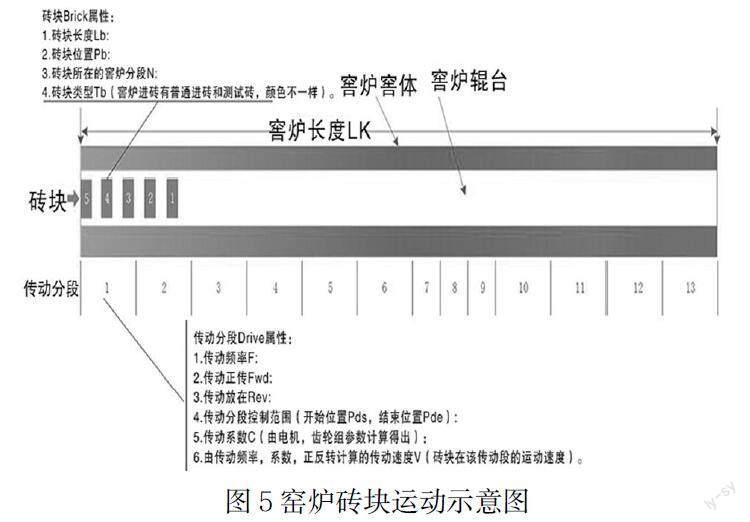
本系统主要是设计一种算法,利用编程中的面向对象的编程思想,将砖块、传动分段分解为一个对象,然后将砖块和传动分段的各种参数量化为该对象的属性,将砖块和传动分段对象储存到数据集合中运用一系列算法运算,从而得到每块砖。当前时间点在窑炉内的精确位置情况,进而将砖块信息提供给空窑管理系统进行进一步的算法控制运算(如图5)。
系统定时获取所有传动分段的各个属性的参数,然后将传动分段储存到一个传动分段集合中,同时监控窑炉进砖信号,监控到有进砖信号立马生成一个砖块对象放入砖块集合中。当进砖信号保持时间tk大于一块砖在第一个窑炉分段运动一个砖块长度所消耗的时间tb时,tk清零,系统认为下一块砖已经进窑了,系统会再生成一个砖块对象放入砖块集合中,以此类推,直到进砖信号消除。同时,系统会对砖块集合进行监控,当砖块集合内的砖块数量大于0时,开始对集合进行定时循环,根据砖块所在窑炉分段的每周期速度对砖块的位置Pb进行改变。当砖块位置小于所在窑炉分段的开始位置Pds或大于结束位置Pde时,砖块所在窑炉传动分段N-1或N+1,当砖块位置大于窑炉长度时,当前砖块从砖块集合中剔除。
3.2窑炉空窑管理系统设计开发
通过系统获取到窑炉内的砖块信息,根据砖块的位置数据,再结合用户设定的各项空窑管理参数(如图6)进行对砖块进行分类,分类后的砖块将会被分成多个有头砖、有尾砖的砖块组。砖块进行分组后,系统只需要对各组的头砖和尾砖的位置进行监控,如果砖块组的头砖或尾砖进入或离开某个仪表或设备的监控区域,系统将会对该仪表或设备进行对应的控制,从而实现空窑自动温度控制。
3.3温度控制算法
本设计中温度控制采用温控器进行控制,温控器上的三个基本参数调节决定了供给燃烧器的气体正确流量的计算:比例调节、积分调节和微分调节(分别由比例范围Pb,积分时间Ti和微分时间Td进行定义),PID算法为经典的温度控制模式。基于砖块模拟仿真和空窑管理预设置的参数,当出现空窑或者恢复满窑时,触发了功能模块的功能,从而通过控制温度控制器的设定温度去匹配产品的烧成温度需求,进而通过PID演算出燃气阀门的开度去控制实际温度,从而形成一个温度场的闭环控制,达到温度场的稳定。
4 结论
本设计主要解决空窑温度稳定的问题,设计了一套算法仿真窑炉窑内砖块运动,搭配空窑自动调节系统,自动调节窑内温度、压力等相关的工艺参数,从而实现窑炉的稳定生产,大大减轻了操作人员的工作强度和避免异常空窑导致的生产异常问题。通过实践证明,搭载此系统的窑炉智能控制系统,不仅实现了温度控制的平稳,在节能方面也起了很大作用。
参考文献
[1]陆琳,纪航宇,周传芳,等.岩板辊道窑新型缓冷结构的数值模拟[J].陶瓷学报,2023,44(1):163-175
[2] 王嵩,吴刚,薛美盛,等. 辊道窑现场总线计算机控制系统[J].自动化仪表,2004,25(1):55-58.
猜你喜欢
装备制造技术(2021年4期)2021-08-05 07:39:12
电子制作(2019年22期)2020-01-14 03:16:42
经济技术协作信息(2018年33期)2018-12-06 08:54:52
通信电源技术(2018年3期)2018-06-26 06:33:28
电子测试(2018年11期)2018-06-26 05:56:54
电子测试(2018年6期)2018-05-09 07:31:47
电子制作(2017年13期)2017-12-15 09:00:31
铁道通信信号(2016年12期)2016-06-01 12:11:58
海峡科技与产业(2016年3期)2016-05-17 04:32:11
中国教育技术装备(2015年4期)2015-03-01 02:33:41
