
铝塑泡罩机生产中的质量风险及排查方向
2023-09-23 02:29吴志章杨开兵栾亚军
设备管理与维修 2023年16期
吴志章,黄 宇,杨开兵,栾亚军,李 程
(扬子江药业集团有限公司,江苏泰州 225321)
0 引言
近年来,扬子江药业集团有限公司乃至整个制药行业正逐步使用铝塑泡罩替换原来的瓶装包装形式。与瓶装药品相比,泡罩包装最大的优点是便于携带,可以减少药品在携带和服用过程中造成的污染,而且泡罩包装在气体中,阻隔性、透湿性、卫生安全性、生产效率、剂量准确性和延长药品的保质期等方面也具有明显的优势。目前最常见的医药用泡罩包装材料为PVC(聚氯乙烯)及PVDC(聚偏二氯乙烯)。
1 铝塑泡罩包装机形式与布局
现有的铝塑泡罩包装机大体可以分为4 类:滚筒连续式铝塑泡罩包装机、板滚连续式铝塑泡罩包装机、平板间歇式铝塑泡罩包装机和平板连续式铝塑泡罩包装机。公司在用的主要是滚筒连续式和平板间歇式。
平板式成型铝塑泡罩包装机按照加热成型布局又分为卧式和立式加热成型,卧式加热成型一般用于PVC 成型,因PVC 薄膜为单一材料,加热后不易变形,且卧式加热成型布局和传动设计相对比较简单、成本较低;立式加热成型则用于PVDC 成型,因PVDC 薄膜为PVC 表面增加PVDC 涂布,两种材料软化温度存在差异,加热后易弯曲变形(图1),立式加热成型布局可以通过PVDC 薄膜本身的重力降低其变形度,从而降低成型异常的风险,但立式加热成型布局及传动设计相对复杂,设备占用空间较大,成本相对较高(图2)。
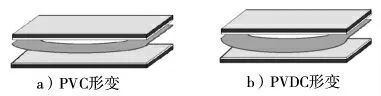
图1 加热成型中的形变
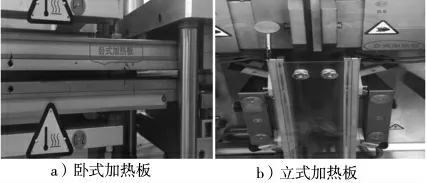
图2 卧式、立式加热成型布局
2 质量异常分析及排查方法
2.1 泡罩成型异常
(1)PVC/PVDC 薄膜是否合格。PVC/PVDC 薄膜如出现开裂或厚薄不均的现象,易导致成型的泡罩孔破裂或成型不良,如部分区域厚薄不均会导致后期热封出现无网纹的现象,影响外观或密封效果。
采用压塑成型的铝塑泡罩机对PVC/PVDC 的厚度要求较高,一般在成型模具设计定型时即规定了PVC/PVDC 的厚度要求,如PVC/PVDC 的厚度整体变厚时,对于泡罩的整体厚度也会产生影响,进而影响泡罩板进入热封工位(滚式热封);如冲裁步进机构也采用滚式步进方式,则会存在泡罩链跳动的风险,进而关联印字等机构。
(2)加热装置加热温度直接影响PVD/PVDC 薄膜(硬片)的软化程度,温度过高易造成硬片拉伸或成型时粘板,温度过低易造成成型泡罩不良。
(3)加热装置表面粘连PVC/PVDC 时,易导致相应位置的粘连PVC/PVDC 加热不足,无法满足成型要求。
(4)加热装置表面镀层损坏会造成局部加热过度,严重时粘连PVC/PVDC,导致成型异常;而成型模具表面镀层损坏则直接导致PVC/PVDC 脱模困难,进而影响泡罩成型。
(5)冷却系统异常或漏水易导致PVC/PVDC 粘板,造成泡罩成型不良或步进间距不足。此外,设备在设计时还要考虑冷水机的功率是否满足生产时的降温要求。
(6)成型模具孔洞表面不平滑易造成成型泡罩不规则,气路异常、漏气或模具压制不到位直接影响成型效果。
(7)压缩空气压力、流量不足易造成泡罩成型不良,如成型机构采用伺服电机驱动,还应考虑成型吹气的保持时间是否充足。
(8)送料及出料的夹持机构宽度过宽易导致硬片偏移,影响泡罩链的整体连接效果,夹持机构宽度过窄则会导致硬片拉升,影响冲切效果;其行程过长或过短则会影响单次成型之间的间距,间接影响密封效果。
2.2 热封
当出现热封网纹不清晰、网纹深浅不一、热合时泡罩链偏移造成压泡等问题时,则需要从以下8 个方面排查。
(1)铝箔是否合格,热合面是否涂有符合要求的热熔胶。铝箔异常直接影响密封效果,可通过密封性试验仪进行检测判断。
(2)加热装置的温度是否过高或过低。温度越高,热封网纹越清晰,但需防止网纹过深造成透光;温度越低,热封网纹越浅,影响密封效果;加热装置中部分加热管损坏,会造成部分网纹不清晰、密封效果差。
(3)泡罩链或铝箔的运行是否有异常阻力。当机械传动出现异常时,泡罩链或铝箔无法到达规定位置,易出现泡罩链压泡或铝箔断裂,直接影响密封。
(4)热封模具是否合格,表面是否平整、光滑,泡罩链上成型出的泡罩能否顺利套入热封辊(板)的孔洞内。热封模具表面不平整,导致硬片与铝箔不平行,易出现不热封或压泡的现象。
(5)网纹辊(板)上的网纹是否纹路清晰、深浅一致。网纹磨损易造成磨损的密封部位网纹不清晰,如网纹表面粘连异物也会导致密封出现异常。
(6)热封模具的冷却系统工作是否正常、有效。冷却效果欠佳时,设备长时间运行后易导致热封后的泡罩链在脱离热封辊时粘连,导致泡罩变形受损,严重时会导致泡孔内的药粒受热改变药性或烫坏。
(7)热封所需的压力是否正常。压力越高,热封网纹越清晰,但需防止网纹过深造成透光;压力越低,热封网纹越浅,影响密封效果;压力的调整应与热封温度相匹配。
(8)热封辊(板)和网纹辊(板)是否平行。传动机构出现异常或调整不到位时,热封辊(板)和网纹辊(板)不平行,直接导致密封网纹的清晰度由一侧向另一侧变化,影响密封效果;轻微不平行时会造成铝箔起皱。
2.3 印字
目前铝塑泡罩机的印字方式均采用钢字压印,根据位置及加热方式的不同分为热打印、冷打印,打印在铝箔侧和打印在硬片侧。冷打印一般打印在硬片侧,而热打印一般打印在铝箔侧。当出现印字信息打印不清晰、打穿或打印位置不在规定范围内时需从以下6 个方面排查。
(1)加热温度是否过高或过低。一般情况下,加热温度越高,印字越清晰,但需防止将铝箔烫穿。
(2)字头是否磨损。个别字头磨损易造成打印信息深浅不一。
(3)打印机构的印字板和顶板是否平行。打印机构异常时,印字板和顶板不平行,字头受力不均匀导致印字深浅不一。
(4)受力缓冲装置是否正常。受力缓冲装置一般采用压簧,当压簧长时间使用后受力变形量不一致时,印字板和顶板之间部分区域受力降低导致印字深浅不一。
(5)步进距离是否匹配。当成型步距或冲裁步距出现异常时,易造成印字位置上下偏移。
(6)泡罩链上的印字位置是否平整。铝塑泡罩机在热封时有时出现铝箔起皱,当印字位置的铝箔起皱时,印字字头易将铝箔打穿。
2.4 冲切
目前铝塑泡罩机上的冲切机构大同小异,依靠动刀与定刀的相切运动,从热封后的泡罩链上的规定的位置冲切出规定尺寸的板块。当出现冲切出的药板尺寸或位置不符合规定时需从以下4 个方面排查。
(1)冲切步进是否存在多送或少送现象。步进调整不合理或传动机构异常,易导致冲切出的药板纵向位置不符合要求。
(2)冲切导轨(导板)位置是否偏移。冲切导轨(导板)位置偏移,易导致冲切出的药板横向位置不符合要求。
(3)泡罩链成型步距是否一致。泡罩链成型步距与药板尺寸不一致时,冲切出的药板易出现羊角。
(4)冲切机构晃动或动作不匹配。冲切机构晃动或动作不匹配直接导致药板冲切出来的位置偏差,严重时会卡药板。
2.5 成像检测系统
铝塑泡罩机根据摄像头安装位置的不同分为前成像检测系统和后成像检测系统,主要检测药粒及药板的缺陷,并由剔废机构剔除缺陷药板。特殊设备在其他部位也安装了相机,用于不同功能的检测。摄像头光源根据安装位置不同又分为顶部光源、侧光源和背光源。
目前设备前后成像系统主要用于检测药粒的完整度、不同颜色和大小的药粒、药片异物、药板异物等,有些后成像还具备网纹检测和印字效果检测功能。当出现漏检或频繁误检时,需从以下5 个方面排查。
(1)光源异常。光源上有黑斑或亮度异常,易造成成像系统漏检或误检。
(2)参数设置错误。参数设置是否正确直接影响检测程序对采集图像的分析效果。
(3)药粒异常。经过压片或充填的药粒因料性问题本身存在的无法解决的缺陷,如黑点、长短胶囊等。
(4)相机像素衰减。相机使用到一定年限后因电子元器件老化导致的检测异常。
(5)触发相位错误或相机位置偏差。设备相位异常或相机安装松动,采集图像与系统设置位置存在偏差。
2.6 剔废
目前市场上销售的铝塑泡罩机剔废机构均安装了剔除确认装置,只有一些老旧设备未安装。剔除确认装置是对应该剔除而未剔除的药板进行检测的装置,确保缺陷药板不会流出。当剔废不准确时,需从以下3 个方面排查。
(1)剔除工位与其他设备工位(成像检测、密封)工位之间步数是否符合要求。一些老式的铝塑泡罩机不具备自动调整步数的功能,需要操作人员手动调节,以确保各工位之间的步数符合要求。
(2)参数异常或部分功能未打开。参数设置异常或一些特殊情况下的强制剔除功能未打开,导致设备剔废异常。
(3)传感器异常或剔废机构动作异常。剔废机构和剔除确认机构的检测传感器异常,或剔废机构的机械传动部分因压缩空气或真空泄露或机械传动延时,易导致剔废异常或检测异常。
3 结束语
铝塑泡罩机生产中出现的质量风险离不开设备本身、人员操作以及物料的控制。包装材料影响产品的泡罩成型、密封效果,待包装产品影响成像系统检测效果,设备本身的异常直接导致生产出不符合质量要求的铝塑板。故设备管理人员平时应对存在的风险点加强点检、清洁及维护,防止风险点变成故障点。而人员操作熟练度是决定设备运转是否可靠的先决条件,应加强操作人员的培训,杜绝因操作失误导致的质量问题。
猜你喜欢
铝加工(2023年3期)2023-08-31
阅读(科学探秘)(2021年9期)2021-05-30
今日农业(2020年14期)2020-08-14
汽车观察(2019年2期)2019-03-15
今日印刷(2016年2期)2016-03-17
少儿科学周刊·少年版(2015年9期)2015-11-03
西安工程大学学报(2014年2期)2014-02-28
中国建材科技(2012年6期)2012-09-01
中国建材科技(2012年6期)2012-09-01
中国建材科技(2012年6期)2012-08-26
