预分解窑系统提产降耗技术改造及效果分析
2023-09-22 08:14:46庞海峰
四川水泥 2023年9期
庞海峰
(合肥水泥研究设计院有限公司,安徽 合肥 230051)
0 引言
近年来,随着国家“双碳”政策、能耗双控等环保政策出炉,水泥行业能效指标关系到水泥企业的生存与发展。为降低能源消耗成本,提升市场竞争力,越来越多水泥企业围绕能效指标有针对性地对设备和工艺进行技术升级与改造。在国家加快建设生态文明、大力推进节能减排的政策形势下,M 公司对设计规模为2500t/d 熟料的生产线进行了全方位的提产降耗改造。本文仅介绍其在预分解窑系统实施的技术改造和达到的改造效果。
1 项目概况
M水泥有限公司现有一条设计2500t/d水泥熟料的预分解窑生产线,由天津水泥工业设计院设计,平均产量3084t/d,熟料烧成热耗为116kg 标煤/t.cl,熟料综合电耗为64.6kWh/t.cl。
预分解系统采用TFD 分解炉(带有旁置流态化悬浮炉的组合型分解炉)+五级旋风预热系统,窑采用Φ4m×60m 斜度3.5%的三档窑。
改造前,预分解窑系统存在一定的局限,造成单位熟料能耗高,生产成本高,已经无法参与激烈的市场竞争。该公司根据企业自身的经营状况以及市场情况,决定对系统进行节能提产技改。
2 改造前生产线运行中的主要问题
(1)系统产量不高且不稳定。改造前,系统实际产量为2800~3150t/d。由于该生产线使用的煤比较好,平均发热量约6200kcal/kg,所以相对来说其产量并不算高,有进一步提升的空间。另外,TFD 炉属于离线炉,操作难度大,当生料或煤粉发生波动时,容易导致悬浮炉塌料,引发生料外溢事故。所以生产一直不稳定,产量波动范围大。
(2)煤耗偏高。熟料生产标煤耗偏高,基本在116kg标煤/t.cl以上,导致生产成本明显偏高。
(3)系统阻力高。C1 旋风筒出口负压在6100~6700Pa,大部分时间在6500Pa左右。
(4)熟料综合电耗高。熟料综合电耗平均为64.6kWh/t.cl,熟料用电成本较高。
(5)篦冷机冷却效率低。由于篦冷机冷却效率低,导致二次温度低,煤粉在窑内煅烧速度慢,煤粉后燃严重,导致回转窑中后部长期存在长厚窑皮,缩口和烟室存在严重结皮。
3 提产降耗的技改措施
3.1 技改目标
熟料产量≥3300t/d;熟料烧成综合标煤耗≤105kg/t.cl;C1 旋风筒出口风温≤310℃;预热预分解系统阻力≤6000Pa。
3.2 改造内容
为了达到熟料产量≥3300t/d,熟料标煤耗≤105kg/t.cl的目标,需对现有烧成系统进行技术改造。
窑尾的功能主要有,预热器利用废气热量预热生料、减少预热器出口含尘、在分解炉内燃料充分燃尽满足生料分解并进行热力氮的近全部脱除,因此关键的运行指标为预热器出口的温度、压力、CO 浓度、分离效率、自脱硝效率以及表面散热。分解炉的技改主要考虑延长停留时间和还原区时间,优化入炉风、煤和料之间的设计,改造后分解炉容积增加,三次风管上移,形成局部还原气氛来降低NOx的排放浓度。优化撒料盒的结构改善换热效率,对旋风筒入口与分解炉出口进行降阻优化。整体更换烟室,加大窑尾烟室最小有效面积,并相应更换窑尾密封。
3.2.1 预分解系统的技改
为了提产且节约投资,拆除悬浮炉及其配套设备,将离线炉改为在线炉,保留原分解炉并适当加长,增加鹅颈管;为减小系统阻力,加大关键部位的通风面积;分解炉煤、料采用分煤、分料的设计,可以灵活调整煤料的比例,达到脱硝条件的灵活调整以适应不同工况。分解炉下柱体、锥体改造,煤管上下2层,上部2个喷煤管布置在三次风管上部,下部2 个喷煤管布置在分解炉锥部;入分解炉下料管改造,一路进料进入三次风管上部,一路进料进入分解炉锥部,调节温度,以防结皮。
技改后分解炉系统具有结构简单、阻力系数低、双喷腾效应、湍流回流作用强、物料分散及换热效果好、温度场和浓度场均匀、气固停留时间长、原燃料适应性强等优点。
3.2.2 预热器系统的改造
C1 旋风筒是窑尾烟气经过的最后一级旋风筒,设计上要求具有较高的分离效率,降低出预热器烟气粉尘浓度,减少出预热器烟气带走的热量,在保持较高分离效率的同时,还应降低旋风筒的阻力,减少后续风机的磨损及收尘器的负荷[1]。
原有C1 旋风筒规格明显偏小,对应的截面风速偏高,将影响旋风筒内物料的分离,旋风筒的阻力也将显著上升。旋风筒规格扩大后,进口风速、内筒风速等均可相应降低,C1 旋风筒的阻力可显著降低。采用合适的蜗壳结构及内筒插入深度等,提高C1收尘效率。
C2-C5 旋风筒部分主要考虑降阻,主要通过增加进风口的面积来降低进口风速,从而降低旋风筒的阻力。试验表明,在一定范围内进口风速对压损的影响远大于对分离效率的影响,因此,在不明显影响分离效率和进口不致产生过多物料沉积的前提下,适当扩大旋风筒的进口面积,改造蜗壳,适当降低进口风速,可作为有效的技改降阻措施之一。如果进一步提产,旋风筒的阻力将进一步增加。根据入口面积和风速核算,对部分旋风筒进风口和蜗壳进行改造,扩大进口面积,相应修改各级风管风口。
当产量增大时,原有C2、C3、C4、C5 旋风筒截面风速偏大,进口风速及内筒风速太高,出口管道风速偏高。本次改造,增大了C2、C3、C4、C5直径,采用弱涡流低阻旋风筒蜗壳,增大内筒直径及出风管直径,保留原柱体部分。
3.2.3 下料管及撒料盒改造
本次改造对入炉料管进行多点分料设计以控制主炉温度分布、还原气氛的程度。同时由于分解炉扩容调整与撒料盒结构的调整,下料管也需要进行相应调整。料管改造的同时调整了支管上的分料阀、撒料盒,锁风阀等,并对管道进行重新布置。
为进一步改善预热系统的换热效率,本次技改计划对撒料盒结构进行优化,同时调整撒料盒位置。
3.2.4 烟室及窑尾密封改造
烟室是物料入窑和出窑气体入炉的连接部位,在设计上要求物料能平稳入窑,尽量减少扬尘,出窑烟气通过烟室产生的压损较小。本次提产设计中,更换为新设计的烟室,加大烟室缩口直径,烟室与回转窑连接部位进行优化,最小截面积较大幅度增加,有利于降低烟室压损,促进窑内通风[2]。本次烟室改造的优势如下:
(1)扩大斜坡与拱顶的垂直距离,降低系统阻力,改善窑内通风。
(2)将喂料舌头的包角增加到180°,适当加长烟室喂料舌头长度,减小密封处漏料的可能性。
(3)优化回转窑尾端缩口尺寸:加大回转窑尾端缩口有效尺寸,加大窑口护板有效直径,达到减少窑内通风阻力的目的,也为优化窑尾烟室结构创造条件。据此,进行了如下改造:
①烟室整体更换,扩大烟室最小通风截面,加大喂料舌头的包角;
②采用微晶板减少系统结皮;
③因烟室整体更换,现有的窑尾密封装置及窑尾护板也同步更换,以配合加大的烟室与回转窑的连接,同时优化回料勺扬料板角度及数量,减少潜在漏料和漏风风险。
3.2.5 三次风管局部改造
为了加强分解炉脱硝,控制氮氧化物的排放浓度,塔内三次风管入分解炉位置大幅度提高,大大增加了分解炉的还原区容积,因此提高了氮氧化物的还原时间和还原效率,可有效降低烧成系统本底氮氧化物排放浓度。
3.2.6 提高回转窑的转速
目前正常生产情况下,回转窑转速已经达到3.94r/min,接近4.0r/min(满转)。为提高回转窑系统的稳定性及可靠性,回转窑最高转速提至5.0r/min。
窑头现使用的是第三代篦冷机,主要存在的问题如下:二次风温低,在980~1050℃之间波动;出冷却机熟料温度高,熟料温度不会低于200℃;篦冷机入AQC 锅炉取风温度低,造成余热发电效率低,单位发电量低。
由于熟料温度过高,带来一系列的麻烦,它对后续设备的安全运行造成相当大的危害,经常烧坏熟料库底皮带输送机,使水泥磨的中空轴温度高,不能连续运行,尤其是夏天时熟料温度更高。
本次技改采用第四代推杆节能高效篦冷机更换原有的第三代篦冷机。其最大的优点:热回收效率高,能大幅提高二次风和三次风风温,提高入AQC 炉气体温度,回收熟料的热量多,使烧成系统煤耗降低。冷却配风仅为1.8Nm3/kg 熟料,相应的配套冷却风机总装机功率减少,电耗降低幅度较大。
技改时保留原窑头框架,拆卸原第三代篦冷机,更换第四代推杆节能高效篦冷机。
4 改造效果
4.1 水泥熟料产量提升
2022 年2 月14 日,生料喂料量由改造前的185t/h提高到202t/h,窑尾提升机电流由改造前的119A 提高到135.3A。由于生料称显示值比实际值小,所以该水泥公司进行盘库统计,确定当天全天产量为3340t。
2 月16 日,喂料量提升至209.7t/h,当天由于窑头喂煤称跳停,系统止料30min,即便如此,经盘库统计,当天的产量为3380t/d。
2 月17 日,喂料量提升至211.8t/h,窑尾提升机电流提高到136A,经盘库统计,当天的产量为3450t/d。
水泥熟料产量由3084t/d提高到3450t/d以上,目前生产线生产稳定,且产量还在进一步提升。
4.2 水泥熟料热耗下降
C1 预热器出口温度由原来的350℃下降到310℃,下降了40℃,随着产量进一步提高,C1 预热器出口温度会继续下降。系统热耗下降明显。根据2月14日、2月17 日盘库熟料产量和煤粉称下料量统计值,计算得出系统热耗为104.5kg 标准煤/t.cl。水泥熟料热耗由116kg标煤/t.cl降至104.5kg标煤/t.cl以下。
4.3 C1预热器出口负压降低
改造前,C1 预热器出口负压在6100~6700Pa,大部分时间在6500Pa 左右,改造后,C1 预热器出口负压在5500Pa左右,降低约1000Pa。
改造前,投料185t/h 时,高温风机转速需开到885r/min;改造后,投料量为211.8t/h 时,高温风机转速为816r/min。投料量增加了,高温风机的转速反而下降了,从另外一个方面也说明了改造后系统阻力下降明显,另外,改造后,高温风机还有富余,说明系统还有提产空间。
4.4 熟料综合电耗降低
改造前,熟料综合电耗平均为64.6kWh/t.cl。改造后,根据2月16日、17日盘库熟料产量和系统用电量统计值,计算得出熟料综合电耗为55kWh/t.cl。
4.5 拉链机上熟料温度降低幅度大
回转窑系统技改前后的主要技术指标对比见表1。从表1可知,拉链机上熟料温度低于80℃。
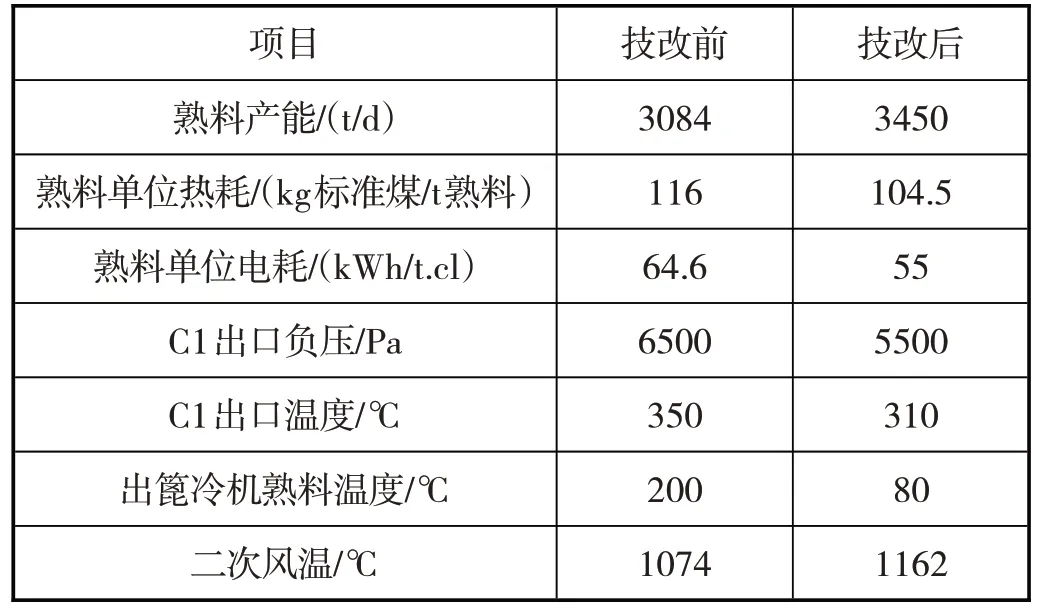
表1 技改前后主要技术指标对比
5 经济效益分析
5.1 产能提升
由3084t/d提升至3450t/d,产能提升366t/d,按年运转270d 计算(考虑该地区每年限产3 个月),年增加产能9.882 万吨熟料。改造前熟料的平均净利润约35元/t(不含税),改造后,熟料成本降低约12.3元,所以增产后的熟料利润应按47.3 元/t(不含税)计算,年增加利润467.4万元。
5.2 热耗降低
热耗由原来116kg标煤/t.cl降至104.5标煤/t.c(l煤热值以6200kcal/kg 计),年节省用煤量1.08 万吨(以技改前的3084t/d,年运转270d 计),按目前原煤采购价800元/t计算,年节省费用864万元。
5.3 电耗降低
电耗由原来64.6kWh/t.cl降至55kWh/t.cl,年节省用电799.37 万kWh(以技改前的3084t/d,年运转270d计),按平均电费0.55 元/kWh 计算,年节省费用439.7万元。
由上述分析可知:技改完成后,年增加经济效益在1800万元左右,不含建设期的投资回收期为12个月。
6 结束语
此次技改是在原Φ4m×60m 回转窑不动的情况下,充分考虑了现有原料磨、煤磨、废气处理系统以及窑尾预热器框架和预热预分解系统等的现状和特点,在进行了原料平衡和热工计算后对系统进行优化,充分发掘现有系统的潜力,并通过改造预热预分解系统、更换篦冷机等措施,最终实现Φ4m×60m 回转窑提产降耗改造的合同目标。本次烧成系统技术改造投资约1500 万元,停窑实际工期45d。改造后系统产量提高,预热器出口的气体温度和压力下降,窑能够保持稳定高产运行,煤粉后燃问题得到解决,熟料出料温度降低,窑二、三次风温度得到提高,达到了提产节能降耗的改造目的。
猜你喜欢
建材发展导向(2022年24期)2022-12-22 07:44:32
山东冶金(2022年3期)2022-07-19 03:27:12
选煤技术(2022年1期)2022-04-19 11:15:02
能源研究与信息(2021年3期)2021-11-20 14:38:38
昆钢科技(2021年4期)2021-11-06 05:31:06
山东冶金(2019年6期)2020-01-06 07:46:12
山东冶金(2019年1期)2019-03-30 01:35:08
建筑热能通风空调(2018年5期)2018-07-09 03:16:44
中国资源综合利用(2017年1期)2018-01-22 02:44:31
中国核电(2017年1期)2017-05-17 06:10:06