
机械台秤偏载误差的产生原因和调修方法
2023-09-11 11:27:21周兴刚
品牌与标准化 2023年5期
【摘要】机械台秤偏载误差,也叫角差,我们平时称为台秤的四角误差,通常是指将约等于机械台秤最大称量1/3的标准砝码放在承重杠杆重点刀上方相对应的承重台板上,得到同一荷载在承载器的不同区域示值误差与该秤在此测量点的最大允许误差的绝对值作对比,如果超差,就需要进行调修,本文主要了解机械台秤的结构、如何判断机械台秤的偏差是否合格并寻找其原因、着重介绍机械台秤的偏差不合格的调修方法。
【关键词】机械台秤;偏载误差;调修方法
【DOI编码】10.3969/j.issn.1674-4977.2023.05.048
The Causes and Adjustment Methods of the Deviation Load Error in Mechanical Platform Scales
ZHOU Xinggang
(Qianxinan Prefecture Inspection and Testing Center, Xingyi 562400, China)
Abstract: The deviation error of mechanical platform scale, also known as angle difference, is commonly referred to as the four angle error of the platform scale. It usually refers to placing a standard weight that is approximately one-third of the maximum weight of the mechanical platform scale on the corresponding load-bearing platform above the key blade of the load-bearing lever to obtain the absolute value of the maximum allowable error of the same load in different areas of the load-bearing device. If it exceeds the tolerance, it needs to be adjusted. In this paper, We mainly understand the structure of the mechanical platform scale, how to determine whether the deviation of the mechanical platform scale is qualified and find the reasons, and focus on introducing the adjustment methods for the deviation of the mechanical platform scale that is not qualified.
Key words: mechanical platform scale; deviation load error; adjustment method
0引言
机械台秤是一种常见的称重工具,它作为一种简单、可靠、使用环境要求低(一般只要求地面平整)的称重工具,在各个行业和领域得到广泛的应用。当我们大量使用机械台秤时,难免会造成一些故障,其中机械台秤偏载误差超差就是最常见、調修最复杂的一种,本文根据笔者的工作经验叙述机械台秤偏载误差的产生原因和调修方法。
1机械台秤的结构
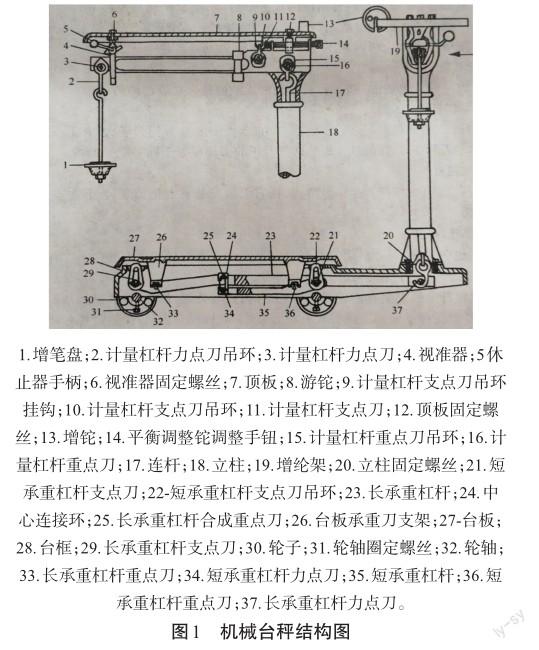
我们在调修机械台秤之前,必须要了解其结构,机械台秤主要由基础装置、承重装置、杠杆系统、杠杆的支持与联结装置、读数装置和休止装置六大部分组成。
第一部分:基础装置也叫台秤的底座,供安装承重装置、杠杆系统、杠杆的支持与联结装置等部件,也是与地面直接接触的部件,一般接触部分为轮子、不可调节底座、可调节底座三种形式。
第二部分:承重装置也叫台板,是台秤放置被称物和承受被称物重量的装置,一般为矩形和圆形,有时根据使用要求做成其他形状。
第三部分:杠杆系统(杠杆的材质一般为受温度影响比较小的金属做成)由长承重杠杆、短承重杠杆、计量杠杆(横梁)组成。
第四部分:杠杆的支持与联结装置由刀子、刀承(也称刀垫,有V形刀垫、圆形刀垫和平面形刀垫)、吊耳(也称吊环)组成。
第五部分:读数装置是读取衡量结果的装置。它通常有标尺游铊(或游铊增铊并用)式、指针度盘式和数字显示式几种形式。由标尺刻度、游铊、增铊、视准器、增铊盘、平衡铊六个部件组成。
第六部分:休止装置是防止计量杠杆摆动的装置,它经常与视准器连接在一起使用。
2如何判断机械台秤的偏差是否合格
2.1有标准砝码的情况
在有标准砝码的情况下,只需要按照检定规程JJG 14—2006《非自行指示秤》的方法在每一支承点施加等于该台秤最大称量的1/3砝码(承载器能够承受较小偏载量的秤除外,这种秤一般在各支承上加的砝码约为最大称量的1/10),施加砝码的区域一般按下面的两个要求来划分:1)通常情况下,将承载器分为面积相等的四个区域;2)对于带有特种承载器的秤,应将砝码施加到每一个承载器上。把砝码放到各相应的区域进行称量,读取各点的示值,算出不同位置称量的示值误差,该值与秤的最大允许误差相对比,当该秤示值误差超过相应载荷的最大允许误差时,就说明此台秤偏差不合格。需要调修解除故障。
2.2没有标准砝码的情况
在没有标准砝码的情况下,我们需要借助于一个约等于最大称量1/3的、相对稳定的物体,将其放在秤的中央读取该点的示值,再按上面的区域称量该物体得到相应的示值,算出各区域与中间点的示值误差后与秤的最大允许误差相对比,当该秤示值误差超过相应载荷的最大允许误差时,就说明此台秤偏差不合格。需要调修解除故障。
3导致机械台秤的偏差不合格的原因
导致机械台秤的偏差不合格的原因很多,最常见的有以下3种:
1)机械台秤与地面的接触不紧密,台秤的一只角或多只角与地面是悬空的,当把砝码放在悬空的这只角时,导致机械台秤台板不平行,从而造成偏差误差超过最大允许误差。
2)机械台秤的是通过承重杠杆的传力比来实现用很轻的增铊称量很重的物体,所以台秤的承重杠杆的传力比很细微的改变经常会产生测量结果很大的误差,这些误差往往就包含了偏差误差,有时也会由于台秤三把刀子与刀垫之间的结合不协调产生的并联传力杠杆的传力比不一致,从而造成偏差误差超过最大允许误差。
3)机械台秤的台板一般为矩形台面,它的四个承重支脚应同时安放在各承重杠杆的重点刀子上,并保证刀子刀口与刀垫紧密结合,刀子的损伤、刀垫的变形以及他们的接触部分受到污染等情况均会造成偏差误差超过最大允许误差。
4机械台秤的偏差不合格的调修方法
对于第1种原因所造成的偏差误差超过最大允许误差的情况,我们调修时应从以下3个方面进行:
4.1机械台秤与地面接触情况
1)地面不平整,这种情况比较容易处理,只需要寻找另一处平整的地方安放台秤或把地面处理平整即可。
2)台板与台秤底座连接是悬空的,这种情况我们应该先将机械台秤底座安放在平整的地面上,用手轻轻地往下按压底座的不同位置,确保底座与地面充分接触后再把台板放在底座上,用同样的方法看台板与台秤底座是否悬空。
3)台板或台秤底座有裂痕或缺损,或他们接触部位磨损严重,造成中间凹细外头大,这种情况需要更换新的同规格同型号的配件。
4.2机械台秤的台板承重超载
机械台秤的台板经常称量很重的重物,很多使用者往往是把重物直接放到台板上,甚至是直接把重物丢上去,台秤的台板经常受重物冲击而发生变形,导致台板面中间下陷,四周上翘,台板的支脚不能同时作用在各承重杠杆的重点刀子上,这种变形的台板,极易造成偏差误差超过最大允许误差,这种情况我们应先试着去机械修复台板,如修理不了的可直接更换新台板。
4.3机械台秤使用环境复杂
由于机械台秤使用环境复杂(如在室外使用、湿度大的地方使用、称量易腐蚀的重物等),机械台秤的一些配件受腐蚀后导致台板的支脚不能同时作用在各承重杠杆的重点刀上造成偏差误差超过允许误差。这种情况需要定期保养易腐蚀零件,如发现吊环或销钉等重要部位磨损或腐蚀严重,需要及时更换来消除故障隐患。
对于4.2原因所造成的偏差误差超过最大允许误差的情况,我们调修时应从以下3个方面进行:
1)如果测量偏差误差时发现:每一个承载器上的误差方向相同(同为正差或同为负差),并且大小基本一致时,可以用细纱布对机械台秤计量杠杆上的支、重、力三把刀子中的一把进行研磨修理,具体需要对哪一把刀进行处理,可以根据测量偏差误差的大小来做选择,支点或重点刀研磨修理的效果比较显著,可以在偏差误差比较大时使用,力点刀研磨效果相对小一些,可以在研磨修理支点或重点刀后偏差误差比较小时和机械台秤本身偏差误差比较小时使用。研磨修理时一定要注意,这样做的主要目的是同时缩小支力距或扩大支重距来达到减少偏差误差的原则,当测量偏差误差均为正时,研磨修理的是重点刀的内侧(与支点刀相对的一侧)或支点刀与重点刀相对的一侧,当然偏载误差不大时,也可以研磨修理力点刀的外侧(与支点刀相背的一侧),直至调修合格为止。当测量偏差误差均为负时,只需研磨刀子的方向与上述情况完全相反就行了,我们在研磨刀子过程中,需要缓慢地去研磨,边研磨边测试机械台秤的偏差误差,循序渐进,切不可研磨过猛,否则容易引起研磨过量,导致偏差误差往相反的方向变大。
2)如果测量偏差误差时发现:每一个承载器上的误差方向相同,但大小不一样时,我们按照上述的调修方法研磨修理计量杠杆的支、重、力点刀相应刀刃的侧面,让每一个承载器上的偏载误差基本相等后再研磨修理台板底下的承重杠杆上的重点刀,直至将偏载误差调修合格为止。
3)如果测量偏差误差时发现:每一个承载器上的误差方向不同,大小也不一樣时,这种情况是最难调修的一种,我需要把所有承载器上的误差都测量出来,并将他们的大小、方向做全面的分析,寻找一个误差相对合理的承载器上的测得值作为参考点,先把与这个点方向相反的点研磨修理后,达到方向大小与该点的测量偏差误差相接近后再研磨修理其他的点,最后达到承载器上所有点的测量偏差误差基本一致后再研磨修理台板底下的承重杠杆上的重点刀,直至将偏载误差调修合格为止。
对于4.3原因所造成的偏差误差超过最大允许误差的情况,我们调修时应从以下两个方面进行:
1)定期给刀子刀口与刀垫的结合处做清洗并除锈,清洗完后打点润滑油。
2)刀子有损伤、刀垫变形应及时更换相同的配件。
【参考文献】
[1]非自行指示秤:JJG 14—2016[S].
[2]李士军.机械维修技术[M].北京:人民邮电出版社,2007.
[3]刘杰,陈福亮.机械设备维护与修理[M].北京:北京交通大学出版社,2010.
[4]赵亚军.天平·砝码·秤检定与调修[M].北京:中国计量出版社,2000.
【作者简介】
周兴刚,男,1981年出生,工程师,学士,研究方向为计量力学、温度及化学。
(编辑:谢飞燕)
