
茶壶滤筒组装机设计
2023-09-07 14:59熊长炜莫天旭虞晓琼赵健洲刘志伟
河南科技 2023年14期
关键词:焊接
熊长炜 莫天旭 虞晓琼 赵健洲 刘志伟
摘 要:【目的】针对珠三角小企业茶壶滤筒生产现场人工用量较多、生产率较低和成本较高的实际情况,改进生产工艺流程以实现生产自动化。【方法】设计茶壶滤筒组装机的机械结构,采用振动筛输送滤筒、底盖和上盖;设计滤筒输送机构、滤筒往复送料机构、底盖装配机构、上盖装配机构、滤筒翻转机构和焊接装置。【结果】经过装配测试并改进完善,实现了茶壶滤筒生产自动化,并通过生产实践检验。【结论】该茶壶滤筒组装机能减少小企业的员工数量,实现机器换人转型升级,提高产品生产效率、产品质量和经济效益,降低企业的生产成本,提升企业的市场竞争力。
关键词:茶壶滤筒;组装机;焊接
中图分类号:TH122 文献标志码:A 文章编号:1003-5168(2023)14-0035-05
DOI:10.19968/j.cnki.hnkj.1003-5168.2023.14.007
Teapot Filter Cartridge Assembly Machine Design
XIONG Changwei1,3 MO Tianxu1,2 YU Xiaoqiong1,3 ZHAO Jianzhou4 LIU Zhiwei1,3
(1. Department of Intelligent Manufacturing, Dongguan Polytechnic, Dongguan 523808,China; 2. School of Mechanical Engineering, Dongguan University of Technology, Dongguan 523808,China; 3. Collaborative Innovation Center for Machine Vision and Intelligent Manufacturing, Dongguan Polytechnic, Dongguan 523808,China;4. Intelligent Manufacturing Skills Master Studio, Dongguan Polytechnic, Dongguan 523808,China)
Abstract: [Purposes] In view of the actual situation of large labor consumption, low productivity and high cost of teapot filter cartridge production site in small enterprises in the Pearl River Delta, the production process is improved to realize production automation. [Methods] The mechanical structure of the teapot filter cartridge assembly machine was designed. The vibrating screen was used to transport the filter cylinder, the bottom cover and the top cover.The filter cylinder conveying mechanism, the filter cylinder reciprocating feeding mechanism, the bottom cover assembly mechanism, the top cover assembly mechanism, the filter cylinder turnover mechanism and the welding device were designed.[Findings] After assembly testing and improvement, the automatic production of the teapot filter cartridge was realized and passed the production practice test. [Conclusions] It reduces the number of employees of small enterprises, realizes the transformation and upgrading of machine replacement, improves the production efficiency, product quality and economic benefits, reduces the production cost of enterprises, and improves the market competitiveness of enterprises.
Keywords: teapot filter cartridge; assembly machine; welding
0 引言
目前,小企业生产技术面临各类问题,如效率低、质量低及成本高等。小企业机械自动化程度比较低,劳动成本较高,产品质量不高且不稳定。笔者参考了自动化生产线的同类案例[1-4],对茶壶滤筒生产的传统工艺技术进行了探讨,也对一些不合理的工艺路线进行改进,对茶壶滤筒生产流程进行优化。本研究设计出茶壶滤筒生产设备的机械结構,实现茶壶滤筒生产自动化,缩短了生产周期,降低了人工劳动强度,并减少了用工数量,极大地提高了生产效率和产品质量,从而降低企业生产成本,保证企业的经济效益,对提升企业自身的竞争力具有重要的意义。
1 茶壶滤筒组装机的总体设计
1.1 组装机的功能要求
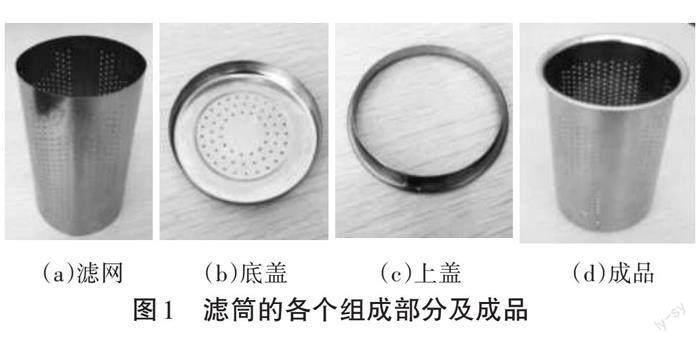
茶壶的滤筒由茶壶滤网(滤筒的圆柱部分)、底盖和上盖组成,如图1所示。
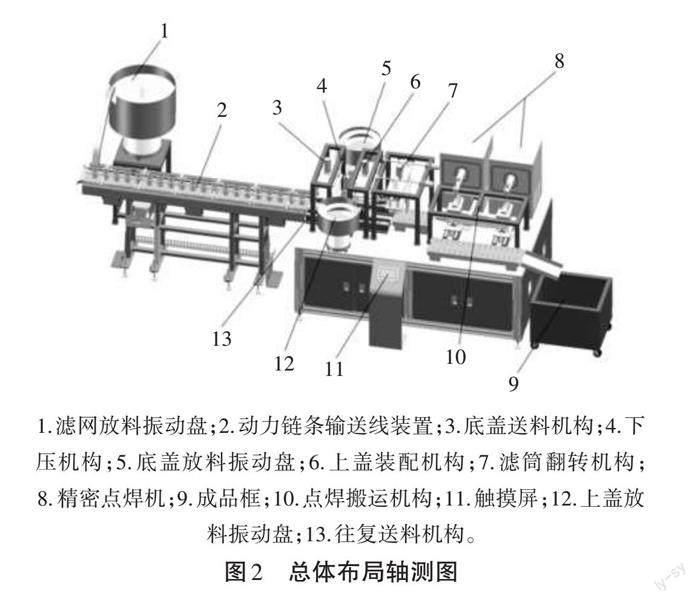
采用振动盘输送滤网、底盖和上盖进行组装,将滤网下端压入底盖后再将上盖压入滤网上端,接着把组装的滤筒送入焊接工位进行焊接,焊接时由电机带动滤筒转动,焊枪对准连接处进行六点焊接,焊枪的位置固定不动。组装机具体的总体布局如图2所示。
1.2 总体布局设计
根据滤筒的组成零件及焊接等功能要求,对茶壶滤筒组装机进行整体布局和机械结构系统设计。茶壶滤筒组装机主要划分为输送线装置、往复送料机构、底盖装配机构、上盖装配机构、滤筒翻转机构和焊接机构装置等六部分,如图2所示。
2 机械结构详细设计
2.1 滤筒输送机构设计
输送机构设计如图3所示。动力链条皮带输送机构接收来自振动盘投放的滤筒,为了配合下一道工序底盖送料机构、上盖装配机构的动作节拍,需要在此输送环节对滤网按照固定100 mm间距进行平稳有序的输送。动力链条皮带输送机构为带式输送机,其宽度为100 mm的PVC输送带,输送带支撑方式为托辊支撑。以伺服电机作为驱动,通过链条驱动所有托辊向同一方向转动前进而带动输送带向前输送滤筒。输送带上方设有滤筒限位机构,使滤网能够保持直立状态并让滤筒输送方向与往复运动机构卡爪抓取位置对正。
振动盘下料口设有传感器,每投放一个滤筒后传感器获取信号反馈至控制系统,控制系统通过伺服电机驱动输送带向前运行100 mm后等待振动盘投放下一个滤网,以此类推保持滤网在输送带上按照100 mm等间距排列输送至下一工序,往复运动机构的卡爪形状再次对滤筒进行位置校正。
2.2 滤筒往复送料机构
送料机构如图4所示。往复送料机构由左右对称的两部分组成。机构底座槽内安装有滚珠丝杠,通过电机驱动丝杠旋转,往复运动平台可沿着纵向导轨移动,往复运动平台与下方滚珠丝杠螺母固定连接,丝杠旋转时丝杠螺母可带动往复平台运动,通过系统控制驱动电机来控制往复运动平台运动的方向及距离。往复运动平台上方安装有夹紧气缸和夹爪支架,夹爪支架上等间距安装有4个卡爪,通过夹紧气缸的伸缩可以带动往复运动平台及夹爪运动完成夹取和释放动作。夹爪间距与滤筒间距保持100 mm,夹爪前段呈开口状,大于滤筒直径,可在夹取滤筒的同时对滤筒间距的偏差进行自动修正。
2.3 底盖装配机构
装配机构如图5所示。往复送料机构在底盖装配和上盖装配两道工序中往复运行传递工件。当滤筒由动力链条皮带输送机构输送至底盖装配机构前方时,往复送料机构向动力链条皮带输送机构移动并夹取4个滤网,夹取滤筒后往复送料机构向后运动将这4个滤网运送至底盖装配机构正下方预定工位。当传感器检测到底盖存料振动盘下料口存在底盖,回转气缸带动底盖抓取机构旋转,抓取底盖放料振动盘投放在缓存架上的底盖,回转气缸反向旋转90°使底盖抓取机构对准滤筒并将底盖平稳投放至第一个滤筒上。往复运料机构继续向后运动100 mm,此时底盖抓取机构将底盖安装至第二个滤筒上。当传感器检测到滤筒上方存在底盖时,下压机构将第一个滤筒上的底盖压紧至滤筒底部。往复运料机构继续向后运动完成第二个滤网的压盖动作后将两个滤筒运送至顶盖装配机构进行下一工序——顶盖的装配。
2.4 上盖装配机构
滤筒经过底盖装配机构完成底盖的安装后,由往复送料机构运送至上盖装配机构,与上一道工序相似,本工序需要准确抓取上盖并安装在滤筒顶部。如图6所示,往复送料机构作为底盖装配机构和上盖装配机构的共用部件,在两道工序中往复运行传递工件。
滤网在底盖装配机構完成底盖装配后,经由往复送料机构输送至上盖装配预定位置。上盖存料振动盘投放上盖至缓存架,当传感器检测到上盖存料振动盘的上盖缓存架存在上盖,回转气缸旋转使旋盖机构正对缓存架,下压气缸伸出,旋盖机构抓取上盖后下压气缸收缩复位,回转气缸旋转90°使旋盖机构正对滤筒上方。下压气缸伸出带动旋盖机构将上盖装配至滤筒上方,同时旋盖机构上的电机驱动抓手旋转使上盖旋进滤筒内与滤筒紧密配合。下压气缸收缩复位完成一次上盖装配并进入下一次上盖装配动作。上盖装配完成后由往复送料机构将组装后的滤筒运送至下一工序进行滤芯的翻转。
2.5 滤筒翻转机构
滤筒经过前面工序完成了底盖、上盖的装配工作,由于后方焊接工位焊接装置的布置特点,需要将滤筒水平放置,因此设计了滤筒翻转机构。如图7所示,两幅滚珠丝杠安装在方架上方,通过电机驱动丝杠旋转,丝杠螺母安装在运动平台上方,滚珠丝杠可带动运动平台沿丝杠轴向做往复运动。运动平台分为上下两层,上层与丝杠螺母固定连接,运动平台上层安装有导向柱和气缸。运动平台下层安装在导向柱上,通过气缸伸缩驱动可沿导向柱做竖直方向往复运动。运动平台下层安装有回转气缸,回转气缸末端安装有电机和抓手,回转气缸旋转可驱动电机及抓手做翻转运动,电机驱动凸轮轴旋转可带动抓手的开合。
上一步工序中滤网上盖装配完成,往复运料机构向前移动将装配好的滤筒运送至翻转机构下方,气缸伸出使抓手向下运动,同时电机旋转让抓手打开,到达滤筒位置后电机转动使抓手闭合抓取滤筒,气缸收缩使抓手升高。此时,回转气缸旋转90°,带动抓手及滤筒旋转,滤筒的姿态由竖直变为水平。此时,丝杠旋转带动运动平台上所有部件及滤筒向后移动至输送带上方,气缸伸出使抓手向下运动,电机旋转使抓手打开将滤筒放置到输送带上。输送带运行将滤筒输送至下一工位进行点焊作业。
2.6 焊接装置机构
滤筒被输送带水平输送至点焊机下方。此时需要将滤筒安装到点焊机定位模具上以方便焊接,焊接完成后需要将滤筒取下运送至成品料箱,完成滤筒的制作过程。为了实现上述工作设计一套点焊装置,如图8所示。来料输送机位于工位的前端,成品输送机位于工作位的末端,点焊搬运机构位于工位的中心位置,点焊搬运机构一侧为2台精密点焊机,下方设置2套点焊送料机构。特别说明的是,为了保持机构动作协调一致,2套点焊送料机构、2台精密点焊机的布置间距与点焊搬运机构的抓手间距相同,可实现2台点焊机工作的动作同时进行,提高生产效率。
点焊搬运机构如图9所示。点焊搬运装置以龙门框架作为基础,上方设有纵向和横向运动模组,横向运动模组与纵向运动装置的丝杆螺母固定连接,纵向运动机构可以带动横向运动机构及其附属部件沿纵向往复运动。横向运动机构的丝杠螺母与回转气缸固定连接,回转气缸下方安装有一对抓手,横向运动机构的丝杆可以带动回转气缸及抓手沿横向往复运动。抓手负责抓取和释放滤筒。
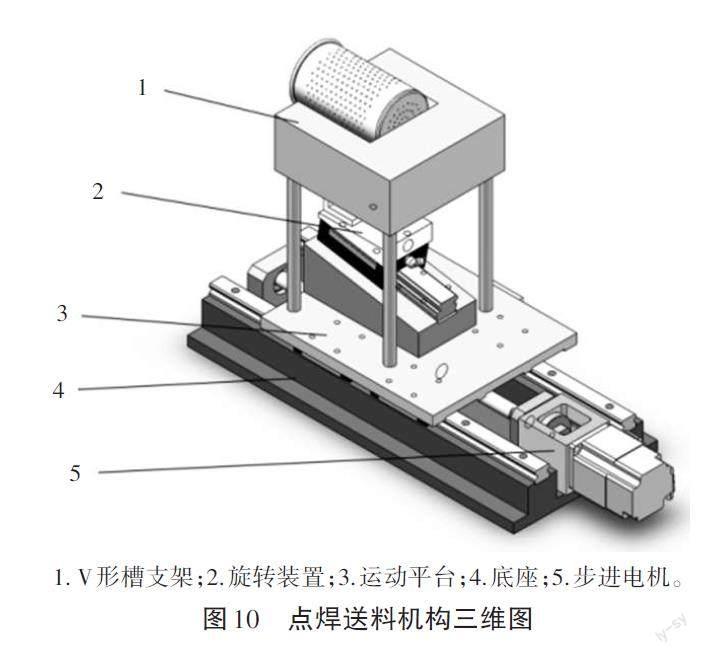
点焊送料机构如图10所示。底座内安装有由电机驱动的丝杠,丝杠螺母与运动平台固定连接。运动平台上方设有4根立柱,立柱顶端固定有V形槽支架,V形槽支架下方运动平台上倾斜安装一根导轨。导轨滑块上安装有旋转装置,旋转装置包含电机及转轮,通过电机驱动转轮旋转对滤筒焊口进行旋转,旋转装置通过气缸驱动可沿轨道方向前后运动。
滤筒装配完成后经由来料输送机输送至点焊搬运机构下方。系统控制点焊搬运机构抓取滤筒移动至第一焊接工位,此时第一焊接工位的点焊送料机构的运动平台移动至最后端为等待状态。点焊搬运机构将滤筒放置到V形槽支架上。此时,系统控制点焊送料机构将运动平台连同滤筒向前移动,滤筒的高度与精密点焊机定位模具一致,滤筒被推至定位模具上,精密点焊机开始对顶盖位置进行施焊,同时点焊送料机构上的打磨装置在气缸推动下沿斜轨道向前靠近滤筒对滤筒焊点进行打磨。焊接完成后点焊送料机构向后退回初始位置。点焊搬运机构会将制作完成的滤筒搬运至成品输送机,然后返回继续执行下一生产循环的工作,成品输送机将滤筒输送至末端经过下料溜槽落入成品料斗内,至此滤筒的整套装配及焊接工作完成。
3 结语
本研究在分析茶壶滤筒手工生产工艺缺陷的基础上,按照茶壶滤筒自动化组装机功能要求,完成对茶壶滤筒组装机机械结构的设计,较好地实现了组装功能。经过多次实际生产调试,企业將组装机投入生产使用,可减少用工数量,提高生产效率和产品质量,降低生产成本。但是茶壶滤筒的设计还可进一步优化,可以进一步改进生产工艺,将滤筒和上盖做成一体,再将缺口焊接和打磨制成成品,这些都有待后续进一步研究。
参考文献:
[1]余亮.纸箱码垛机器人及其成套装备设计与开发[D].马鞍山:安徽工业大学,2016.
[2]熊长炜,虞晓琼,李国臣,等.HDMI自动组装机的设计[J].信息记录材料,2020(6):116-118.
[3]王斌,刘蓟南.汽车蒸发器芯体组装机[J].湖北农机化,2020(12):117-118.
[4]李金琪,孙伟.断路器壳体配件组装机[Z/OL].https://kns.cnki.net/kcms2/article/abstract?v=kxaUMs6x7-4p_H5157itHVzbzj735XtTfF_z5peEpU-qurQdDmPu6Glj_HjA2qvWQ8munq00DDw0yZ6cmRjwFk-bd0ezHf5Q&uniplatform=NZKPT.科技成果数据库,2018.
猜你喜欢
现代商贸工业(2016年14期)2016-12-27
科教导刊·电子版(2016年30期)2016-12-26
现代商贸工业(2016年21期)2016-12-26
新教育时代·教师版(2016年30期)2016-12-05
科技视界(2016年22期)2016-10-18
科技视界(2016年21期)2016-10-17
企业导报(2016年12期)2016-06-17
企业导报(2016年8期)2016-05-31
