
污泥低温余热干化的模拟研究及参数优化
2023-08-29 12:05:44周印羲李晓姣
中国环境科学 2023年8期
周印羲,石 万,李晓姣,袁 进,3,余 丽,吉 伟,彭 雅
污泥低温余热干化的模拟研究及参数优化
周印羲1,2*,石 万1,2,李晓姣1,2,袁 进1,2,3,余 丽1,2,吉 伟1,2,彭 雅1,2
(1.太原理工大学环境科学与工程学院,山西 晋中 030600;2.太原理工大学环保产业创新研究院,山西 晋中 030600;3.山西科城能源环境创新研究院,山西 太原 030006)
利用Aspen Plus流程模拟软件对污泥低温余热干化过程进行建模,重点探讨了污泥干化效果、循环风量及旁通率等控制参数的影响,同时对干化过程的能耗进行分析.结果表明,污泥低温干化效果受到加热器和冷凝器出口温度的显著影响,加热器最佳出口温度为80℃,冷凝器最佳出口温度为40℃;在目标含水率为30%时,最小循环风量为97598Nm3/h,最大旁通率为0.70,增大循环风量,减小旁通率有利于污泥低温干化;SMER随着循环风量、旁通率的增加呈现先增加后减少的趋势,在目标含水率为30%时, 单位能耗除湿量(SMER2)最高可达24.7kg/kWh.Aspen Plus流程模拟软件可用于指导污泥低温余热干化的装置设计及参数优化,为推动其大规模应用提供理论支撑.
污泥;低温干化;余热;Aspen Plus;流程模拟
随着我国工业及城镇化的快速发展,工业污泥和市政污泥的产量逐年增加,如何妥善的处置受到了广泛关注.传统的污泥处理处置技术包括卫生填埋、土地利用和焚烧等[1],无论采用何种处理处置技术,关键在于降低污泥的含水率[2].采用常规的污泥机械脱水工艺,减水效果有限,脱水后污泥含水率仍在80%左右,必须采用干化技术将其含水率降低至40%,或者更低.污泥热干化技术通常采用蒸汽、导热油或高温烟气等作为干燥介质,具有干化速度快,效果好等优点,但需要消耗大量的能源,设备投资大,并存在二次污染问题.低温干化技术采用100℃以下干燥介质对污泥进行干化,是近年发展起来的新技术,其干化温度低,节能效果显著,过程安全,无爆炸风险,有害气体及臭气释放量也大大减少,降低了二次污染及尾气处理难度[3-5].低温干化主要包括低温热泵干化[6-7]、低温余热干化[8-10]、低温真空脱水干化[11-12]以及烟气直接干化[13-14]等.其中低温余热干化利用企业内部的低温热水作为热源,或与烟气换热后得到的低温热水[10],可最大程度地提高能源利用效率.
影响污泥低温余热干化系统运行效果的因素很多,其中最重要的是对循环风温度和湿度的调控.一般来说,循环风温度越高,相对湿度越低,干化效果就越好[15].而循环风的温度和湿度又与加热器和冷凝器直接相关.此外影响循环风温度和湿度的因素是循环风量和旁通率.目前,循环风量的计算主要通过循环风进出冷凝器的温差和热泵的额定制热量[16],或利用冷量平衡方程以及空气状态方程[17],存在着未考虑循环风中所含水蒸气、计算方法较为复杂等问题.更为重要的是,上述工作均未考虑旁通率的影响.综上所述,利用模拟软件开展循环风量和旁通率对控制循环风温度和湿度的研究十分必要.
Aspen Plus作为一款大型通用流程模拟软件,具有反应器、换热器等多种模型,可用于模拟干化过程.基于以上分析,本文采用33℃循环冷却水作为冷媒的冷凝器、90℃低温热水作为热媒的加热器,利用Aspen Plus流程模拟软件对污泥低温余热干化过程进行建模,重点探讨了污泥干化效果、循环风量及旁通率等控制参数的影响,同时对干化过程的能耗进行分析,以期为污泥低温余热干化装置的设计及控制参数优化提供新方法.
1 材料与方法
1.1 污泥低温余热干化流程
污泥低温余热干化系统采用冷凝除湿技术,包括污泥挤条机、污泥上料出料系统、网带干化机、热风循环系统、冷凝除湿系统(即冷凝器)、循环风加热系统等,见图1.湿污泥经挤条机成型后平铺于透气网带上,随网带向前缓慢移动.在此过程中污泥与循环风充分接触,水分不断蒸发污泥得以干化.网带一般设计为多层,首尾交错,污泥由上层网带掉落至下层网带,最终经出料机排出系统.底部干热空气与污泥经湿热交换后,温度逐级降低,湿度逐级升高,最后经最上层网带转变为湿冷空气,其中一部分经一级加热器复热后,直接返回干化机最上层网带底部;另一部分进入冷凝器降温除湿,所得冷凝水经收集后排至厂区污水管网.出冷凝器的低温饱和空气经加热器复热,又转变为干热空气,完成循环,再次进入网带干化机.其中冷凝器采用循环冷却水作为冷媒,加热器采用厂内低温热水作为热媒.
整个干化过程采用低于80℃的蒸发温度,能有效避免污泥中除硫化氢和氨以外更多有机物的挥发,减少有害气体及臭气释放;此外整个系统采用闭式箱体循环,局部呈微负压,可有效降低臭气及粉尘逸出.
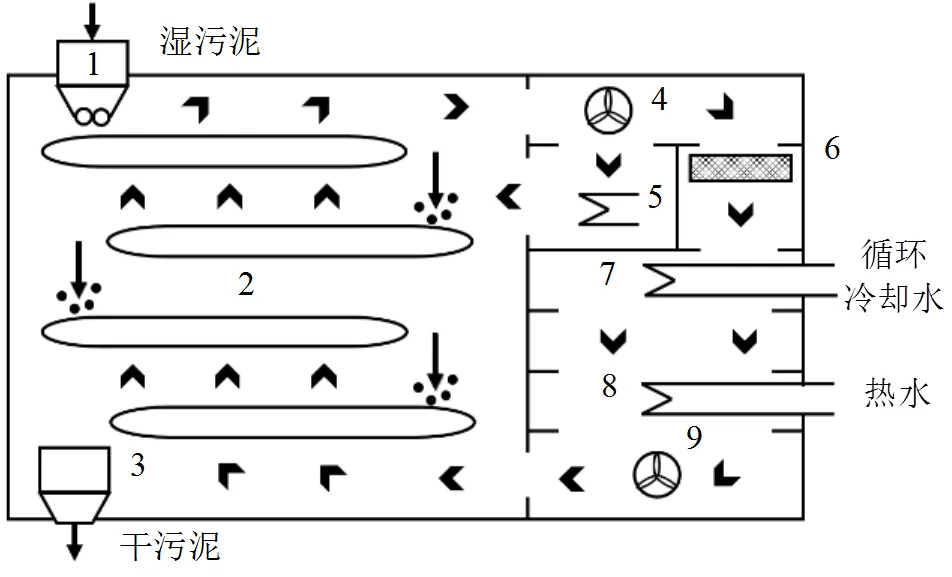
图1 污泥低温余热干化系统流程示意
1.挤条机;2.网带干化机;3.出料机;4.一级循环风机;5.一级加热器;6.过滤器;7.冷凝器; 8.加热器;9.循环风机
1.2 基于Aspen Plus污泥低温余热干化系统建模
1.2.1 模型建立 在Aspen Plus建模过程中,对实际流程进行了一定的简化.实际工艺中过滤器用于对循环风进行除尘,对循环风温度、相对湿度等参数没有影响,因此模型中没有模拟过滤器.循环风机、一级循环风机为循环风提供动力,假设整个干化过程中没有压力损失,因此在模型中未设置循环风机、一级循环风机.
基于上述简化,针对日处理量为50t的污泥低温余热干化系统,建立Aspen Plus模拟流程如图2所示.将DRY-REC(RSTOIC)模块和DRY-FLSH (FLASH2)模块结合模拟污泥干化机.污泥作为一种非常规组分(NC),其工业分析和元素分析见表1.污泥在DRY-REC模块将水分释放出来,在DRY- FLSH模块中水分进入气相(循环风)中,与干污泥相分离.在模拟过程中通过加入Calculator模块控制污泥干化程度,即干污泥目标含水率.HeatX模块用于模拟循环风冷凝器、加热器,FLASH2模块用于模拟气液分离器.模型主要输入参数及单元操作模块说明分别见表2和表3.
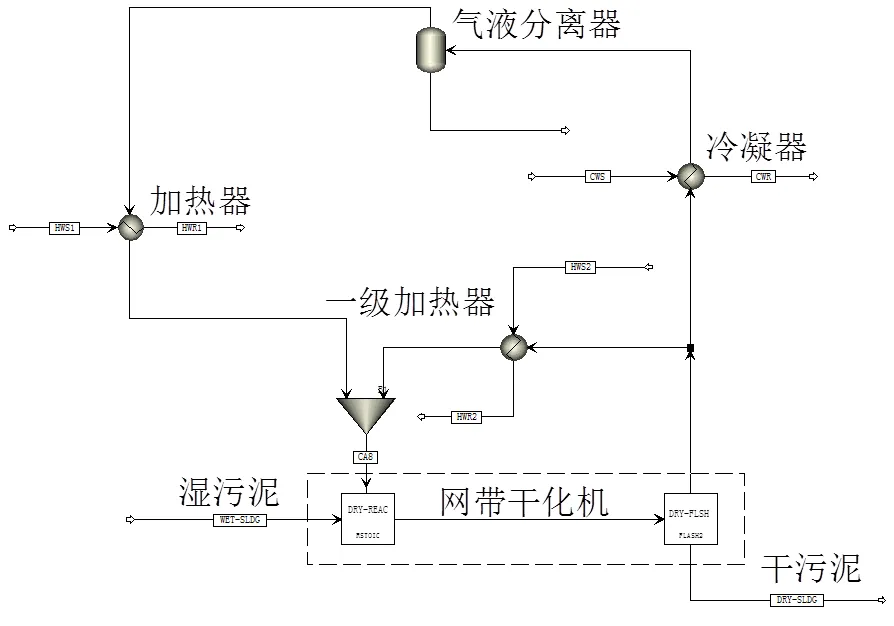
图2 Aspen Plus模拟流程图

表1 污泥的工业分析和元素分析
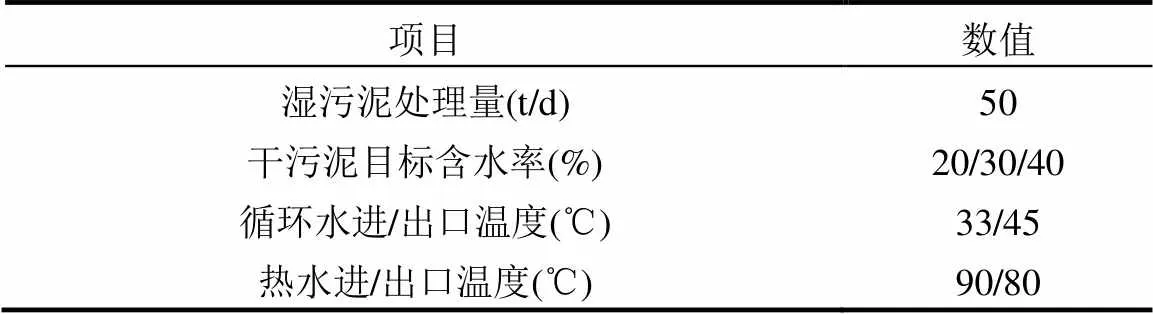
表2 模型主要输入参数
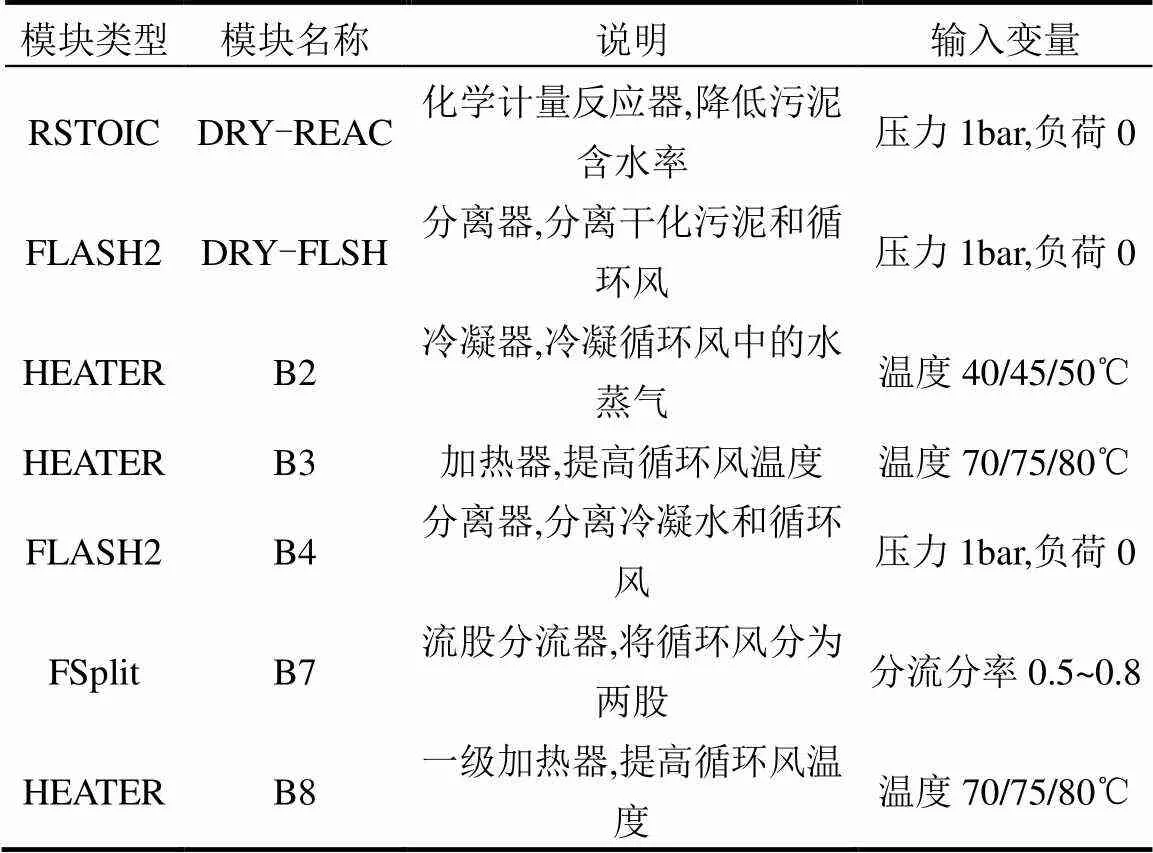
表3 单元操作模块说明
1.2.2 物性参数及方法 采用的物性方法为PR-BM[18],该方法适用于体系为非极性或弱极性的混合物.该体系中常规组分包括H2O、N2、O2,非常规组分(NC)包括污泥(Sludge).NC物性只需要计算焓和密度,焓计算模型采用HCOALGEN,选项代码为1111,四位数字分别代表燃烧热、生成热、热容和焓基准;密度模型采用DCOALIGT.
1.2.3 模型假设 由于污泥低温余热干化的实际过程较为复杂,故本文对建模过程进行如下假设:
①不考虑干化和换热过程的散热损失;
②污泥与循环风充分接触,湿热交换平衡;
③系统处于稳态,所有参数不随时间变化[19-20];
④不考虑过程中的压力降和泄露[19].
2 结果与讨论
2.1 循环风温度
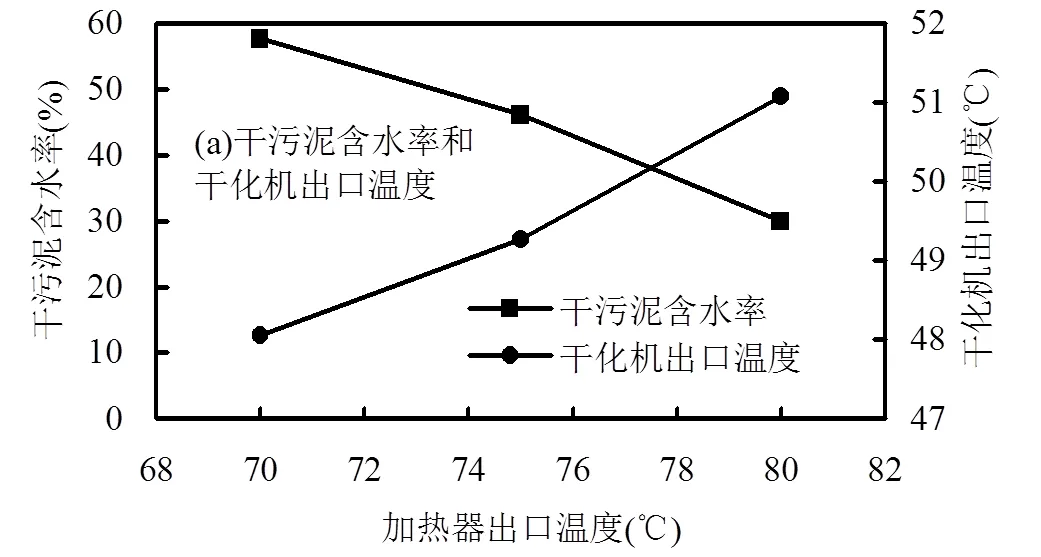
2.1.1 加热器出口温度 加热器和冷凝器与循环风的温度和湿度直接相关.图3为干污泥含水率、干化机出口循环风温度及相对湿度随加热器出口温度的变化情况.当循环风量和旁通率维持不变,加热器出口循环风温度为70℃、75℃、80℃时(一级加热器出口温度与之相同),干污泥含水率分别为57.8%、46.1%、30.0%.加热器出口温度越高,干污泥含水率越低,这一现象与文献[15]的试验结果一致.当循环风温度为80℃时,干污泥含水率达到目标含水率30%.随着加热器出口温度的升高,输入整个系统的热量增加,干化机出口循环风温度升高,相对湿度降低;加热器及一级加热器出口循环风的相对湿度随加热器出口温度的升高而降低.故加热器出口温度取80℃为宜.
2.1.2 冷凝器出口温度 图4为干污泥含水率、干化机出口循环风温度及相对湿度随冷凝器出口温度的变化情况.当循环风量和旁通率维持不变,冷凝器出口温度为40℃、45℃、50℃时,干污泥含水率分别为30.0%、37.1%、47.0%.冷凝器出口循环风温度越低,干污泥含水率越低.当循环风温度为40℃时,干污泥含水率达到目标含水率30%.随着冷凝器出口温度的降低,排出整个系统的热量增加,干化机出口循环风温度降低,相对湿度降低.加热器及一级加热器出口循环风相对湿度随冷凝器出口温度的降低而降低.故冷凝器出口温度取40℃为宜.

2.2 循环风量
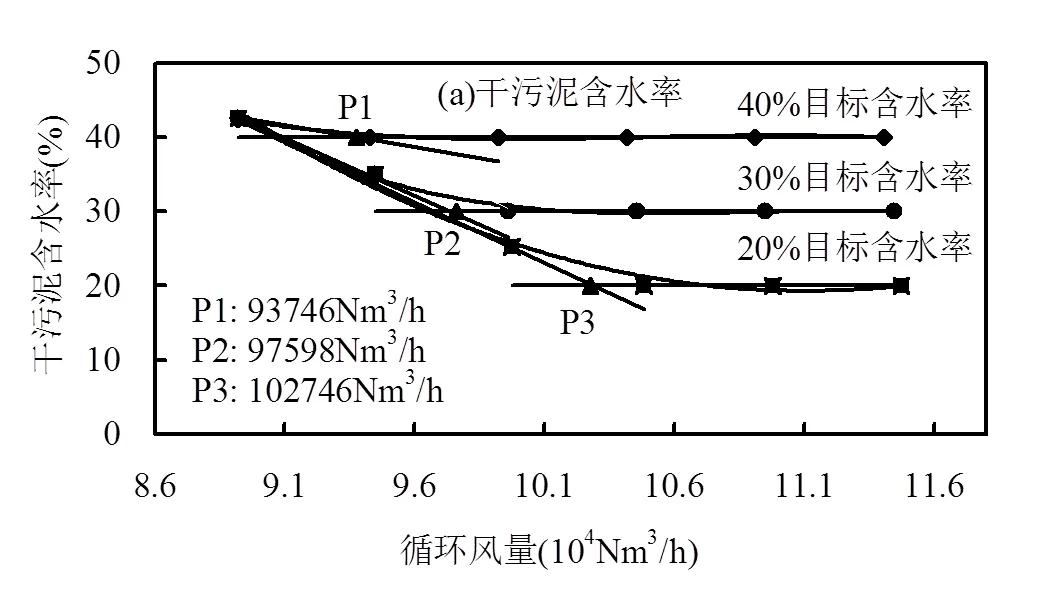
在模拟过程中通过加入Calculator模块来控制污泥的干化程度,即干污泥的目标含水率.图5(a)为干污泥含水率随循环风量的变化情况.在同一目标含水率下,随着循环风量的增加,干污泥含水率逐渐降低,并最终达到目标值.在此过程中,循环风量存在一个最小值,即图中P1、P2、P3点,循环风量过低将无法达到预期干化效果;且目标含水率越低,满足目标值所需的最小循环风量就越高,当干污泥的目标含水率由40%降至20%时,最小循环风量由93746Nm3/h升至102746Nm3/h,增幅达9.6%.因此在污泥低温余热干化过程中,循环风机选择合适的风量至关重要,风量过小无法将污泥干化至预期目标.
除了影响干污泥含水率外,循环风量的大小直接影响到循环风的温度和湿度.图5(b)为目标含水率30%时循环风温度和相对湿度随循环风量的变化情况.当循环风量由89219Nm3/h增至94483Nm3/h时,干化机出口循环风温度、相对湿度基本不变,此时温度为50.4℃,相对湿度为100%,循环风已达到饱和;此后继续增大循环风量,循环风温度开始上升,相对湿度开始下降,增至114453Nm3/h时,温度升至54.8℃,相对湿度降为77%.造成上述现象主要是由于当循环风量超过最小值(97598Nm3/h,即图5中P2点)后,干污泥含水率已达到目标值30%,这一点从图3可以得到印证;此后继续增加循环风量,只会增加输入系统的热量,进而导致干化机出口循环风温度升高,相对湿度降低.模拟中将加热器、一级加热器出口循环风温度设为80℃,因而加热器出口循环风相对湿度基本保持不变.
分析:从题意和图形可知,A、C不相邻,B、D也不相邻,也就是A、C可以同色或不同色,B、D也如此;由此问题可较为直观地分为4类:①A、C同色,B、D也同色,有4×3=12种;②A、C同色,B、D不同色,有4×3×2=24种;③A、C不同色,B、D同色,有4×3×2=24种;④A、C、B、D都不同色,有4×3×2×1=24种.根据分类计数原理,故选择B.
循环风量的增加还将导致循环冷却水和低温热水用量的变化.图5(c)为循环冷却水和低温热水用量随循环风量的变化情况.随着循环风量的增加,循环冷却水与低温热水用量均出现增长.当循环风量由89219Nm3/h增至114453Nm3/h时,循环冷却水用量由72.5t/h升至85.3t/h,增幅17.7%;热水总用量由91.4t/h升至106.9t/h,增幅16.9%,其中加热器热水用量增幅较大(29.4%),一级加热器热水用量增幅较小(9.1%).综上所述,循环风量的选取应综合考虑,除了必须大于最小循环风量外,还应考虑干污泥目标含水率以及循环冷却水和低温热水的消耗.
2.3 旁通率
干化机上层网带上主要是新鲜的湿污泥,水分蒸发以表面蒸发为主.污泥表面的风量越大,水分越易蒸发.通过加大经一级加热器复热的空气量,使进入冷凝器的循环风量减少,可提高除湿效率[9,21].旁通率(BR)指流经一级加热器的循环风流量与循环风总流量的比值.旁通率越大,通过一级加热器的循环风量越大,则通过冷凝器的循环风量就越少.图6(a)为干污泥含水率随旁通率的变化情况.在同一目标含水率下,随着旁通率的减小,干污泥含水率逐渐降低,并最终达到目标值.在此过程中,旁通率存在一个最大值,即图中P4、P5点,旁通率过高将无法达到预期干化效果;当目标含水率为40%时,由于对干化效果要求较低,旁通率在0.5~0.8内对干污泥含水率影响不大.目标含水率越低,满足目标值所需最大旁通率就越低,当目标含水率由30%降至20%时,最大旁通率由0.70降至0.62.因此在污泥低温余热干化过程中,循环风旁通率过大无法将污泥干化至预期目标.
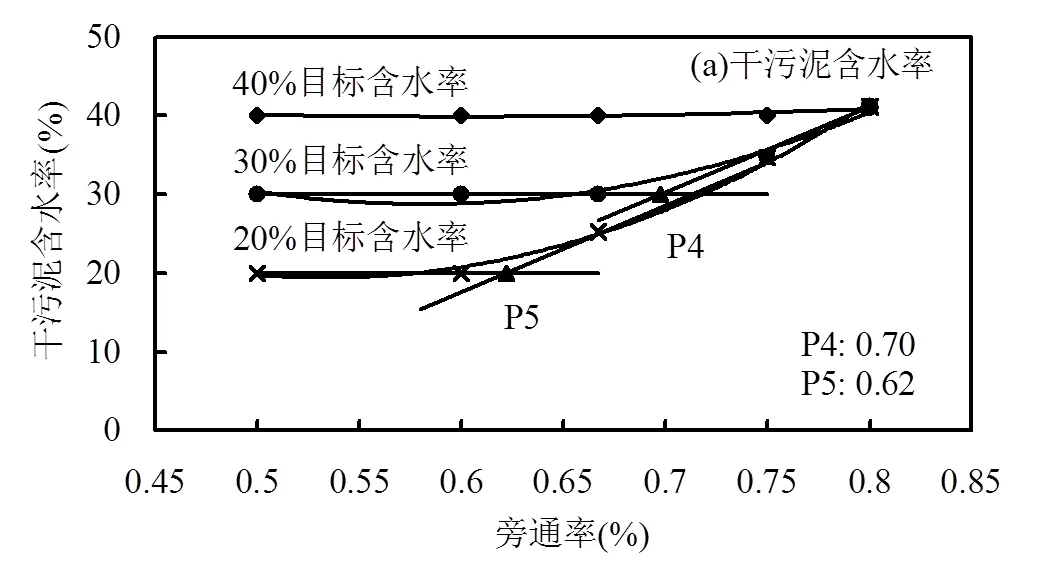
图6(b)为目标含水率为30%时循环风温度和相对湿度随旁通率的变化情况.当旁通率由0.5增至0.667时,干化机出口循环风温度变化不大,由50.5℃增至51.1℃,相对湿度变化较大,由87.0%增至97.1%;此后继续增大旁通率,循环风温度急剧上升,相对湿度很快达到饱和,当旁通率为0.75时,温度为52.4℃,相对湿度100%.造成上述现象的原因主要是当旁通率超过最大值后,干污泥含水率无法达到目标值30%,通过冷凝器的循环风量减少[22],致使循环风中水蒸气无法通过冷凝器有效排出,降低了循环风的带水能力,此时若继续增大旁通率,只会增加输入系统的热量,进而导致干化机出口循环风温度升高.模拟中将加热器、一级加热器出口循环风温度设定为80℃,随着旁通率的增加,通过一级加热器循环风相对湿度缓慢增加,而通过加热器空气相对湿度基本保持不变.
旁通率的变化还将导致循环冷却水和低温热水用量的变化.图6(c)为循环冷却水和低温热水用量随旁通率的变化情况.随着旁通率的增加,循环冷却水与低温热水用量均出现下降.当旁通率由0.5增至0.8时,循环冷却水用量由83.9t/h降至72.8t/h,降幅13.2%;一级加热器热水用量出现较大增长,增幅48.9%,加热器热水用量出现较大下降,降幅60.0%,热水总用量由105.1t/h降至91.9t/h,降幅12.6%.综上所述,与循环风量相似,旁通率的选取也应综合考虑,除了必须小于最大旁通率外,还应考虑干污泥目标含水率以及循环冷却水和低温热水的消耗.
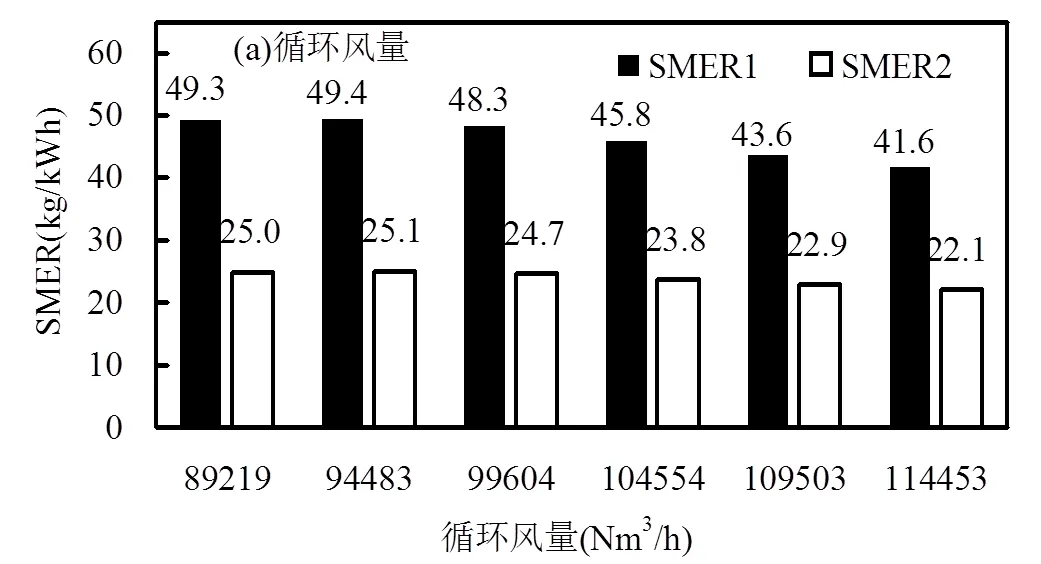
2.4 单位能耗除湿量(SMER)
污泥干化系统是利用外部能量蒸发水分来实现干化目的,常采用单位能耗除湿量(SMER)来评价干化系统的能量利用效率[23],其定义见下式(1).

式中:为干化过程中从污泥除去水分的质量,kg;为整个干化过程系统所消耗的总能量,kWh.在污泥低温余热干化系统中,系统能耗主要来自循环风机和一级循环风机,SMER1见式(2);若考虑循环冷却水及低温热水的泵送能耗,SMER2见式(3).式中:CF为循环风机消耗能量,kWh;FCF为一级循环风机消耗能量,kWh;CW为循环水泵消耗能量,kWh;HW为热水泵消耗能量,kWh.风机及水泵消耗能量采用离心风机和离心泵电机效率公式计算,其中风机全压参考文献[16]取值600Pa,风机和水泵效率取值0.8,机械效率0.98,电动机功率储备系数1.2.
综上所述,将Aspen Plus应用于污泥低温余热干化模拟,可节省大量的设计计算和现场调试工作,为推动其大规模应用提供理论支撑.但是在装置的实际运行中,因为污泥与循环风的湿热交换过程可能未达到平衡,所以下一步需结合干化动力学开展模拟;此外软件无法对干燥过程中有害气体及臭气的排放进行模拟,需开展相关试验工作,完善该技术的优势以提升应用价值.
3 结论
3.1 循环风温度(包括加热器出口温度以及冷凝器出口温度)显著影响干污泥含水率.研究表明,要实现干污泥目标含水率30%,加热器的最佳出口温度为80℃,而冷凝器的最佳出口温度为40℃.
3.2 利用Aspen Plus对污泥低温余热干化过程进行模拟,结果表明,增大循环风量,减小旁通率,有利于污泥低温干化.在干污泥目标含水率一定时,所需循环风量存在一个最小值,而旁通率存在一个最大值.循环风量最小值、旁通率最大值随目标含水率的变化而变化.
3.3 在利用SMER进行干化系统的能效评价时,随着循环风量、旁通率的增加,SMER呈现先增加后减少的趋势.在目标含水率为30%、循环风量为99604Nm3/h、旁通率为0.667时,SMER2最高可达24.7kg/kWh,能同时达到含水率和能耗要求.
[1] 谢 昆,尹 静,陈 星.中国城市污水处理工程污泥处置技术研究进展 [J]. 工业水处理, 2020,40(7):18-23. Xie K, Yin J, Chen X. Research progress on sludge treatment technology of urban sewage treatment project in China [J]. Industrial Water Treatment, 2020,40(7):18-23.
[2] 翁焕新.污泥无害化、减量化、资源化处理新技术 [M]. 北京:科学出版社, 2009:15-20. Weng H X. New technology of sludge harmless, reduction and recycling treatment [M]. Beijing: Science Press, 2009:15-20.
[3] Goh L J, Othman M Y, Mat S, et al. Review of heat pump systems for drying application [J]. Renewable and Sustainable Energy Reviews, 2011,15:4788-4796.
[4] 方 兴,李志华,杨成建.冷热联用对市政脱水污泥低温干燥的影响[J]. 中国环境科学, 2020,40(6):2546-2553.Fang X, Li Z H, Yang C J. Discussion on the existing problems and advantages of heat pump low temperature drying of sludge [J]. China Environmental Science, 2020,40(6):2546-2553.
[5] 吴青荣,张绪坤,王高敏.城市污泥低温干化技术研究进展 [J]. 环境工程, 2017,35(3):127-131. Wu Q R, Zhang X K, Wang G M. Advances on low temperature drying technology of municipal sewage sludge [J]. Environmental Engineering, 2017,35(3):127-131.
[6] Zheng Q S, Cao L, Ni L, et al. Operating characteristics of sludge heat pump dryer and influencing factors of performance: A field experiment in an electroplating factory [J]. Applied Thermal Engineering, 2022, 212,118602.
[7] Zhang T, Yan Z W, Wang L Y, et al. Theoretical analysis and experimental study on a low-temperature heat pump sludge drying system [J]. Energy, 2021,214:118985.
[8] 柳兆忠.污泥低温干化技术在煤化工装置的应用及优化 [J]. 大氮肥, 2021,44(5):358-360. Liu Z Z. Low temperature sludge drying technology applied in coal chemical plant and its optimization [J]. Large Scale Nitrogenous Fertilizer Industry, 2021,44(5):358-360.
[9] 梁 静,薛会鸽,袁 钢.污泥低温冷凝干化机运行效果影响因素和蒸发除湿控制参数 [J]. 节能与环保, 2021,(6):94-96. Liang J, Xue H G, Yuan G. Influencing factors of operation effect of sludge low temperature condensation dryer and control parameters of evaporation dehumidification [J]. Energy Conservation and Environmental Protection, 2021,(6):94-96.
[10] 吕开雷,杨 淘,陈紫君,等.电解铝烟气余热低温干化处理市政污泥工程应用 [J]. 中国给水排水, 2021,37(12):120-123.Lu K L, Yang T, Chen Z J, et al. Application of low temperature drying in municipal sludge treatment with waste heat of electrolytic aluminum flue gas [J]. China Water & Wastewater, 2021,37(12):120-123.
[11] 许太明,孙洪娟,曲献伟,等.污泥低温真空脱水干化成套技术 [J]. 中国给水排水, 2013,29(2):106-108.Xu T M, Sun H J, Qu X W, et al. Sludge low-temperature vacuum drying system [J]. China Water & Wastewater, 2013,29(2):106-108.
[12] 李 拓,陈贻龙.广州鳌头污水处理厂污泥干化工艺设计 [J]. 净水技术, 2019,38(7):42-46. Li T, Chen Y L. Technological process design of sludge drying project of Aotou wastewater treatment plant in Guangzhou [J]. Water Purification Technology, 2019,38(7):42-46.
[13] 王国栋,戴之希,刘嘉伟,等.烟气干化污泥对颗粒物的去除作用及其影响因素 [J]. 中国环境科学, 2016,36(1):42-49.Wang G D, Dai Z X, Liu J W, et al. The effects of sludge drying on removal of particulate matters from flue-gas [J]. China Environmental Science, 2016,36(1):42-49.
[14] 王一坤,柳宏刚,周凌宇,等.烟气抽取位置对抽烟气干化污泥耦合发电机组的影响 [J]. 热力发电, 2021,50(2):43-48.Wang Y K, Liu H G, Zhou L Y, et al. Effects of flue gas extraction position on sludge-coal blending combustion generation units [J]. Thermal power generation, 2021,50(2):43-48.
[15] Wang Z Y, Xu L, Liu D, et al. Effects of air temperature and humidity on the kinetics of sludge drying at low temperatures [J]. Energies, 2021,14(22):7722.
[16] 李荣康,曹 琳,黄冠英.闭式热泵污泥低温干化系统的设计与分析 [J]. 低温建筑技术, 2020,42(10):142-149. Li R K, Cao L, Huang G Y. Design and analysis of a closed heat pump sludge low-temperature drying system [J]. Low Temperature Architecture Technology, 2020,42(10):142-149.
[17] 朱有法.闭式低温污泥干化系统设计 [A]//黄森军.《环境工程》2019年全国学术年会论文集 [C]. 北京:工业建筑出版社, 2019:757-765. Zhu Y F. Design of closed low temperature sludge drying system [A].//Huang S J.《Environmental Engineering》Proceedings of 2019National Academic Annual Conference [C]. Beijing: Industrial Construction Press, 2019:757-765.
[18] 杨儒浦,胡 松,池寰瀛.基于Aspen Plus的污泥热解与混烧技术经济特性对比分析 [J]. 可再生能源, 2017,35(6):798-804.
[19] 袁言言,黄 瑛,张 冬.污泥焚烧能量利用与污染物排放特性研究 [J]. 动力工程学报, 2016,36(11):934-940. Yuan Y Y, Huang Y, Zhang D. Energy utilization and pollutants emission in sewage sludge incineration [J]. Journal of Chinese Society of Power Engineering, 2016,36(11):934-940.
[20] 吴少基.污泥干化-热解耦合工艺的研究 [D]. 厦门:厦门大学, 2019. Wu S J. Study on sludge drying-pyrolysis coupling process [D]. Xiamen: Xiamen University, 2019.
[21] 王天皓,张振涛,杨俊玲,等.多级热泵串联干燥系统性能模拟 [J]. 制冷技术, 2020,40(4):15-21.Wang T H, Zhang Z T, Yang J L, et al. Performance simulation on multi-stage series heat pump drying system [J]. Chinese Journal of Refrigeration Technology, 2020,40(4):15-21.
[22] 胡传坤,高建民,付 翔,等.热泵除湿干燥系统循环风旁通率的试验 [J]. 木材工业, 2008,22(5):8-10.Hu C K, Gao J M, Fu X, et al. An experimental study of wind circulation bypass-rate in a heat-pump drying system [J]. China Wood Industry, 2008,22(5):8-10.
[23] Minea V. Drying heat pumps-Part II: Agro-food, biological and wood products [J]. International Journal of Refrigeration, 2013,36(3):659-673.
Simulation study and optimization of parameters for low temperature drying of sludge using waste heat.
ZHOU Yin-xi1,2*, SHI Wan1,2, LI Xiao-jiao1,2, YUAN Jin1,2,3, YU Li1,2, JI Wei1,2, PENG Ya1,2
(1.College of Environmental Science and Engineering, Taiyuan University of Technology, Jinzhong 030600, China;2.Innovation Institute of Environmental Industry, Taiyuan University of Technology, Jinzhong 030600, China;3.Shanxi Coshare Innovation Institute of Energy & Environment, Taiyuan 030006, China)., 2023,43(8):4099~4105
Aspen Plus process simulation software was used to model low-temperature waste heat drying process, focusing on the effects of drying parameters, i.e., sludge moisture content, recycling air flow rate and bypass ratio. Besides, energy consumption for the dying process was analyzed. The results indicated that the low-temperature drying of sludge was significantly influenced by the outlet temperatures of the heater and condenser. The optimal outlet temperature for the heater was 80℃, while the optimal outlet temperature for the condenser was 40℃. When the target moisture content was 30%, the minimum recycling air flow rate was 97598Nm3/h, and the maximum bypass ratio was 0.70. Increasing the recycling air flow rate and reducing the bypass ratio were beneficial for low-temperature sludge drying. The specific moisture extraction rate (SMER) exhibited an increasing-then-decreasing trend with the increase of recycling air flow rate and bypass ratio. When the target moisture content was 30%, the maximum SMER2 could reach to 24.7kg/kWh. Aspen Plus Simulation can be applied to guide the design of low-temperature sludge drying device and the optimization of corresponding parameters, and further provide theoretical supports for promoting large-scale application of low-temperature waste heat drying.
sludge;low temperature drying;waste heat;Aspen Plus;process simulation
X705
A
1000-6923(2023)08-4099-07
周印羲(1980-),男,辽宁兴城人,助理研究员,博士,主要从事工业窑炉协同处置固体废物及固体废物资源化利用的研究.发表论文10余篇.396434513@qq.com.
周印羲,石 万,李晓姣,等.污泥低温余热干化的模拟研究及参数优化 [J]. 中国环境科学, 2023,43(8):4099-4105.
Zhou Y X, Shi W, Li X J, et al. Simulation study and optimization of parameters for low temperature drying of sludge using waste heat [J]. China Environmental Science, 2023,43(8):4099-4105.
2023-01-09
工业窑炉协同处置固体废物技术创新平台项目(YDZX20191400002883)
* 责任作者, 讲师, 396434513@qq.com
猜你喜欢
绿色建筑(2021年4期)2022-01-20 03:21:56
云南化工(2021年8期)2021-12-21 06:37:46
中国特种设备安全(2021年12期)2021-04-26 14:37:32
装备制造技术(2020年2期)2020-12-14 03:09:22
电站辅机(2017年3期)2018-01-31 01:46:38
中学生数理化·高一版(2017年4期)2017-05-17 06:19:23
时代农机(2016年6期)2016-12-01 04:07:23
现代工业经济和信息化(2016年12期)2016-05-17 05:37:46
小学教学研究(2016年13期)2016-04-16 05:17:29
工程建设与设计(2016年8期)2016-03-11 15:57:32
