
触摸屏技术在车载行业中的运用分析
2023-08-24 04:41王春平
消费电子 2023年7期
王春平
2020年9月22日中国在第75届联合国大会上提出“双碳”目标,并于2021年10月24日正式落地相关政策,中国新能源汽车开始呈现井喷式发展[1]。在国内市场汽车总销量基本维持稳定的情况下,新能源汽车的销量占比从10%以下增长至2022年的25.6%。从对车载显示的影响来看,随着国内汽车电动化趋势的加速,更智能化、美观化的车载屏幕将逐步替代传统的仪表盘、中控屏。无论从连接方法、使用体验还是美观度来说,车载面板显示都更适合新能源车。
而近年来,车载触摸屏的发展开始趋于多屏化、大屏化,对车载触控显示屏的显示效果要求越来越高。对于传统的无任何表面处理和光学处理的触控显示屏而言,在复杂的车内光线环境中会有多种不良影响。首先极易产生眩光,严重危害驾驶安全。其次,在多屏化的浪潮下,显示效果差的屏幕容易使车辆呈现“廉价感”。因此,更佳的触控显示效果,更好的光学效果是未来车载触控显示技术的发展趋势。
而触摸模组内嵌化、盖板3A处理、光学一体黑设计是未来几年内车载触控显示技术的具体发展方向。
一、车载触摸屏发展现状
(一)车载屏幕多屏化
根据数据显示,2021年全球车载显示面板的出货量为1.6亿片,而2021年全球汽车出货量约8000万辆。因此,单车平均显示面板数量约在2块左右。但随着现如今单车多屏化趋势,新上市的新能源汽车搭载三四块屏幕的情况也并不鲜见。根据Sigmaintell及华经产业研究院的预测数据,预计2025年车载显示面板的出货量可达2.26亿片。
(二)车载屏幕大屏化
不论是传统燃油汽车还是新能源汽车,针对车载交互及显示面板的变化体现在屏幕尺寸变大和显示技术升级两方面。根据高工智能汽车数据显示,2020H1 中国乘用车10吋以上中控屏装配率为32.6%,2022H1装配率提升到52.6%。以传统车企所推出的宝马5系为例,2009年发布的第六代搭载7吋触控液晶屏,而2021款已经搭载12.3吋的仪表盘和12.3吋中控屏,大屏和多屏趋势明显[2]。
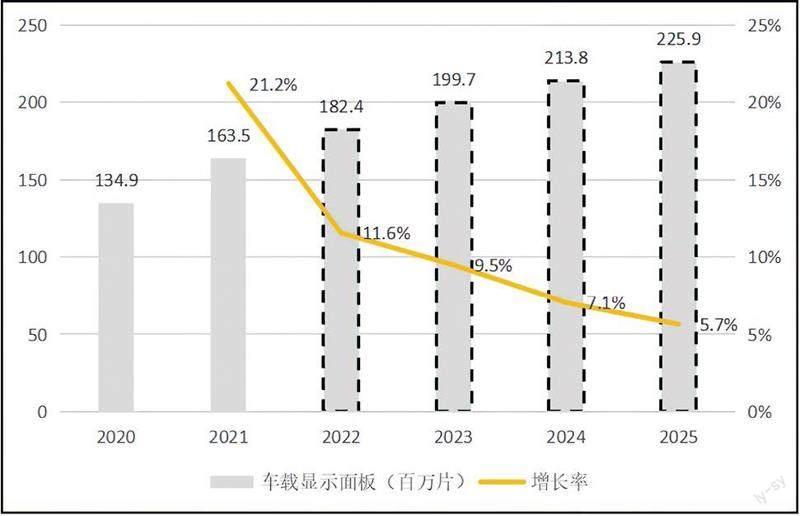
图1 全球车载显示面板出货量

图2 部分车载触控显示面板
二、车载触摸屏技术种类分析
当前车载触摸屏主要分为两大类,一种为外挂式,一种为内嵌式。主要区别在于触控sensor与LCM显示之间是否独立。外挂式触摸屏的触控sensor为独立结构,通过贴合的方式与LCM组合;而内嵌式触摸屏中,触控sensor线路集成在LCM屏幕上。

圖3 外挂式触摸屏及内嵌式触摸屏结构
(一)外挂式触摸屏
目前车载显示行业的外挂式触摸屏主要分为OGS和G+G两种类型:
G+G结构为一片玻璃盖板加一片触控sensor,G+G电容屏的优势是坚硬耐磨、耐腐蚀、高可靠性,但其后端工艺相对复杂、成本高,总体厚度较厚。而OGS结构则是在一片玻璃上同时实现触控图案加工及BM图案加工。相对于G+G结构而言,OGS在可以做到轻量化的同时,不损失透光率及触控手感。同时因为减少了贴合工序和一片玻璃基板,OGS的成本相对于G+G结构也有所降低。但OGS结构由于一般为大片制程,小片切割后强度相对较低。
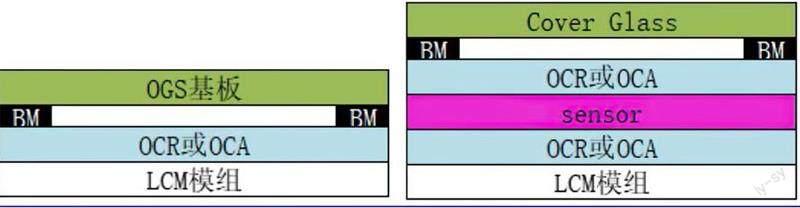
图4 OGS结构与G+G结构
外挂式的两种结构曾作为车载市场的主流,但由于其性能及显示效果相对于内嵌式有一定差异。因此,其市场份额正在被内嵌式触摸屏替代。
(二)内嵌式触摸屏
伴随着车载显示行业的发展,目前规模化的显示面板厂倾向于推动On-Cell和In-Cell车载触控解决方案。即将触控功能层内嵌在液晶面板的玻璃上。
On-Cell是指将触摸屏嵌入到显示屏的彩色滤光片基板和偏光片之间的方法,即在液晶面板上配触控sensor。但因为此技术需要将触控sensor图案制作在CF面基板上,因此总体良率会有所降低,成本相对于外挂式触摸屏会有所增加。但On-Cell技术的优点在于可以让屏幕看起来更加通透,增强了屏幕的显示效果,显示的画面直接呈现在眼前。
In-Cell技术则是潜在的触摸及显示的终极方案。与On-Cell技术不同的是,In-Cell技术是将触摸sensor直接集成在TFT面板之上,因此具有更高的加工难度。In-Cell技术无论是整体模组的厚度、显示色彩等都是最优的方案,且只需要一道贴合制程,因此能够节省不少的制造费用。但该工艺门槛相当高,且生产良率仍然偏低。得益于车规级TDDI芯片(触控、显示驱动一体化技术)的发展,近年来车厂的部分项目也有采用In-Cell方案。
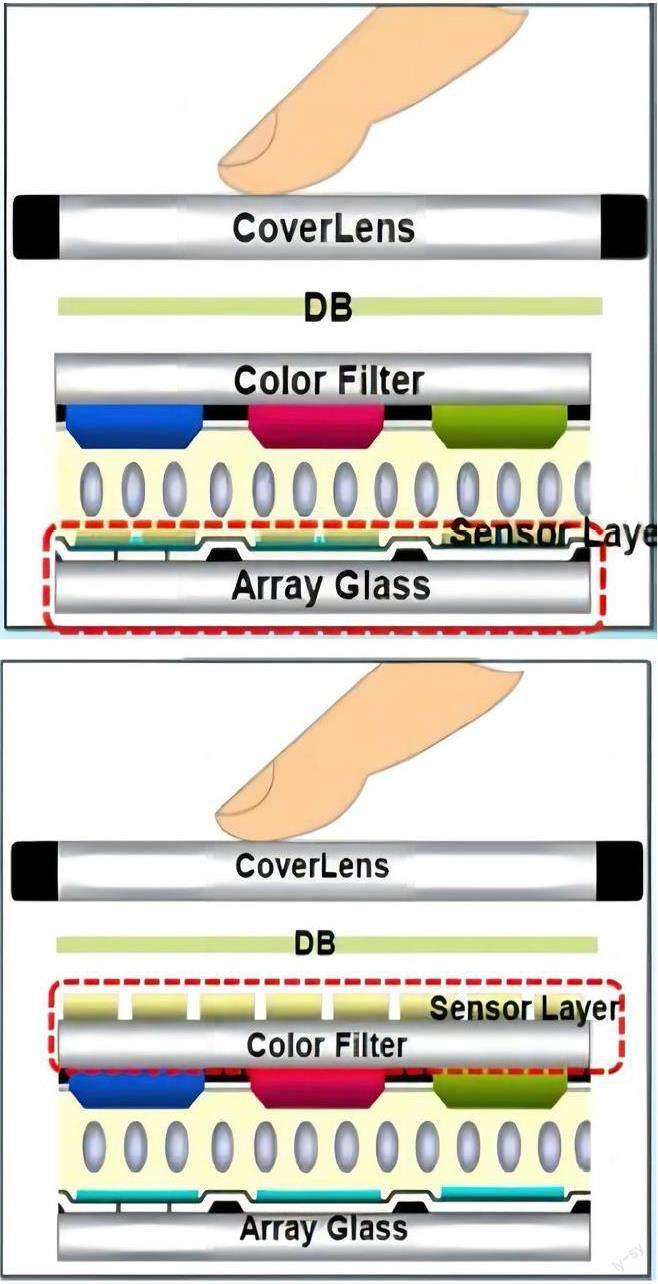
图5 On-cell和In-cell结构图
三、车载触摸屏表面处理技术
车载触摸屏作为用户直接接触、使用的窗口,表面需要进行一定的处理以提升用户使用体验。主要包含AG、AF、AR三种表面处理方式及一体黑系统化设计。
(一)表面AG处理技术
1. AG技术的应用
AG即Anti-glare,车载显示行业称为车载显示面板防眩光。由于车内外的环境光线影响,未做AG处理的玻璃表面会产生镜面反射,影响驾驶员视觉体验,甚至看不清显示界面。AG处理可将玻璃表面变成哑光的漫反射,降低了环境光线干扰,使显示的图像更为清晰、色彩更为艳丽、颜色更为饱和。目前AG的加工方式主要分为三类:喷涂AG、化学刻蚀AG、贴AG膜。
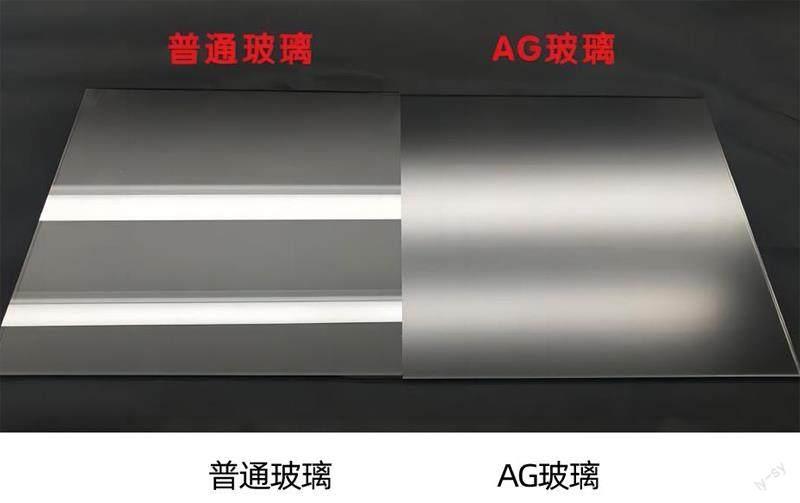
图6 AG玻璃效果
2.AG加工工艺及优缺点
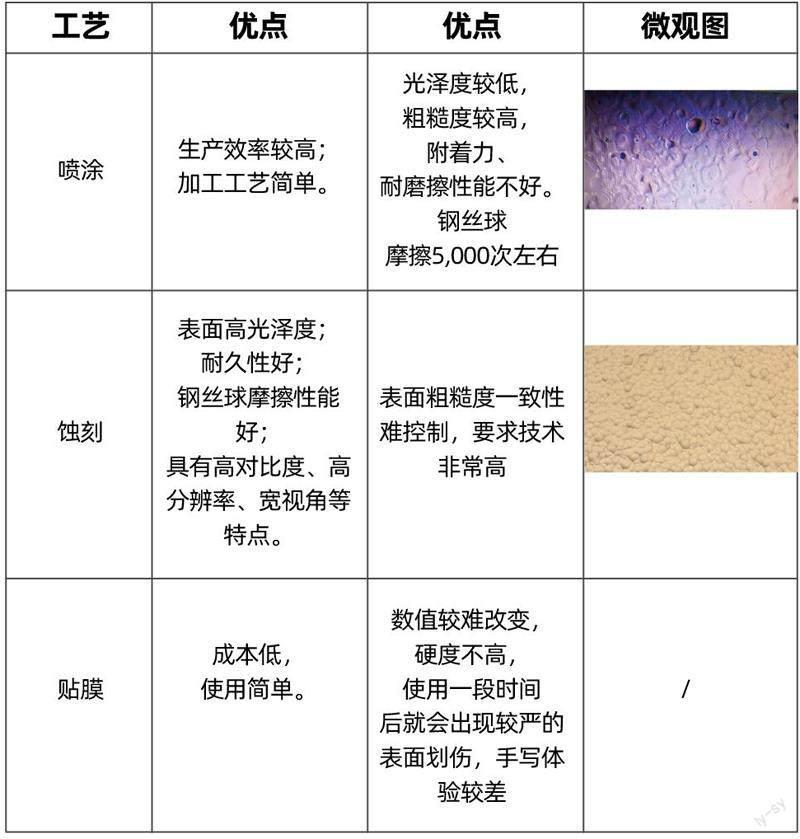
喷涂AG是通过喷涂化学药剂附着在玻璃表面形成哑光效果的膜层。喷涂加工是相对便捷的加工方式,能加工出不同光泽度和雾度的产品,但产品总体光泽度较低,且耐摩擦性能不好,因此一般作为低成本项目解决方案。
化学刻蚀AG是通过特殊的化学工艺,刻蚀玻璃表面形成哑光漫反射面。通过化学刻蚀加工后的AG玻璃表面光泽度高,且防腐、防指纹、防划伤,耐摩擦性能佳。该工艺门槛较高,表面粗糙度一致性要求高,具有较高的工艺难度,但却是比较理想的AG处理方式。
贴膜方式是将有AG效果的膜直接贴在玻璃表面,使玻璃成品具有AG效果。对于模组厂商而言,此类AG加工方式最为简单便捷。但因为膜材质地偏软,贴膜AG方式的耐久性能不佳。
表1 不同AG工艺优缺点
(二)表面AF處理技术
1.AF技术的应用
AF即Anti-fingerprint,中文为抗指纹。在玻璃表面形成一层疏油层,使玻璃表面具有较强的疏水性、抗油污、抗指纹性。由于表面光滑,与未经处理的表面相比,手指将更容易滑动,产生的脏污也将更容易清洁。AF的实现方式也分为三种:一种是在玻璃表面直接喷涂AF药液,其次是利用蒸镀设备进行真空镀膜,最后则是直接购买具有AF效果的膜材贴合在玻璃表面。

图7 不同水滴角示意图
上图是不同水滴角示意图。通常情况下,水滴角大于100°时,产品具有一定的抗指纹、抗污能力;水滴角大于110°时,产品具有较好的防指纹效果;水滴角大于120°时,产品具有超疏水效果。AF技术的发展几乎取决于氟技术的发展,当前消费市场的AF都是基于氟材料——全氟聚醚类。因此,对于盖板类产品的实际最大水滴角一般在110-120°。
2.AF加工工艺及其优缺点
三种AF处理方式中,贴膜方式最为简单方便,缺点是综合性能较差。而喷涂AF加工的产品,产品加工工艺简单、加工成本低,且产品综合性能也能满足一般车载市场的需求。而蒸镀AF工艺,其具有最佳的综合性能,但由于采用的是真空镀膜设备,因此加工成本较高。但也正是由于其采用了真空镀膜设备,生产厂商一般会将AR镀膜设备与AF镀膜设备连线,因此变相减少了一次工艺流程[3]。
(三)表面AR处理技术
AR即Anti-reflection,中文为减反射。当光从光疏物质射向光密物质时,反射光会有半波损失。在玻璃上镀AR膜后,表面的反射光与膜层下反射光的光程差相差半个波长时,薄膜前后两个表面的反射光相消,减少了玻璃表面的反射光。搭配AG处理后,屏幕表面的反射率极大地降低,使显示面板的色彩更鲜艳,更真实。
AR的处理方式一般分为两大类:一种为贴膜方案,另一种则是镀膜方案。贴膜方案的原理与AR或AF相同。镀膜方案则是在盖板表面通过磁控溅射镀膜或者蒸镀的方式沉积AR减反层。总体而言,镀膜方式的AR层具有更好的减反效果,但需要较高的工艺设备门槛。图8为盖板BM上的反射率差异,相比于无AR效果玻璃,不论是贴膜还是镀膜AR,反射率都有大幅度的降低。而采用镀膜AR时,反射率相比于贴膜AR可进一步降低约1%。
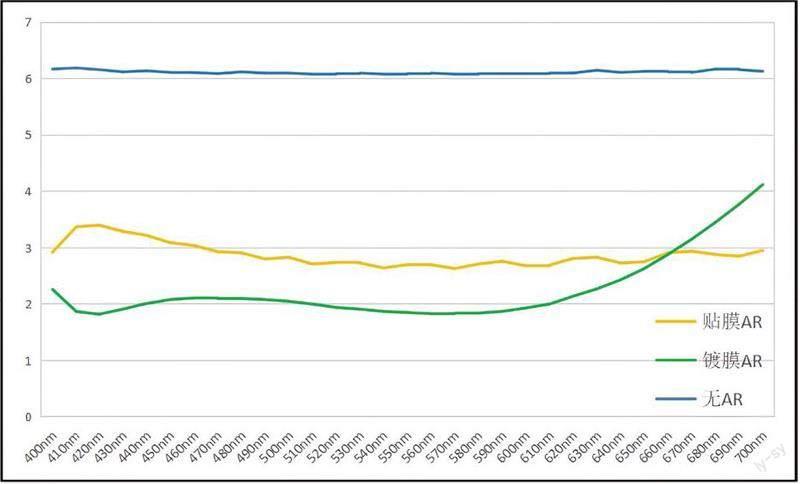
图8 不同AR效果反射率差异
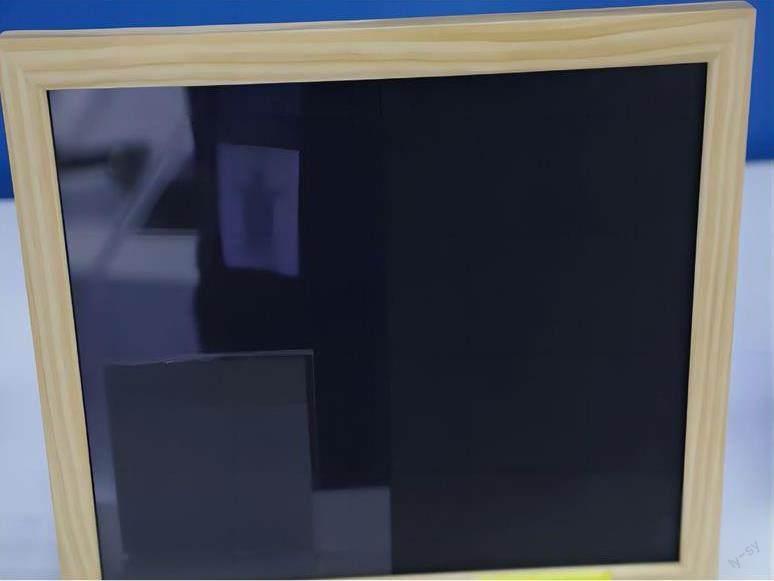
图9 无AR效果和有AR(右侧)差异
(四)车载显示一体黑系统化设计
当前大多显示屏的油墨区与视窗区通常是不同颜色的,显示屏在息屏状态下,显示区与边缘油墨区有明显的色差界限,视觉效果较差。随着消费者审美的提升,大家对美感的追求越来越高,于是就有了能够使中控屏在息屏状态下,显示区与边缘油墨区用肉眼较难区分的技术方案,这就是“一体黑”技术[4]。
量化而言,一体黑指的是显示触控模组成品的BM区域和可视区在D65光源10°视场下反射L*a*b*的接近程度。反映的是在息屏状态下,BM区域与可视区的一体化程度。其中L*反映了物体表面反射亮度,a*反映了物体表面的红绿情况(a*为正,则为红色;a*为负,则为绿色),b*反映了物体表面的黄蓝情况(b*为正,则为黄色;b*为负,则为蓝色)。实际管控中,反射Lab又包含了两种类型,一种为SCI(镜面反射+漫反射),一种为SCE(漫反射),两种测量方式的数据差异较大,为了确保一体的黑效果,通常两种模式下的ΔE需要同时管控。ΔE计算公式为:
根据人眼的分辨能力与理论数据对比,ΔE<2时,具有良好的一体黑效果;ΔE≤1时,一体黑效果极佳。影响一体黑效果的因素较多,LCM屏的色度、触控sensor或OGS的可视区色度、BM区域的色度、AR层、OCA、水胶等都会影响一体黑设计。因此车载一体黑的设计必须系统化进行,充分考虑各层材料的光学效果。与此同时,传统屏幕的使用通常只考慮正视,而车载中控屏无论是司机方向还是乘客方向,通常都包含斜视。而LCM屏由于内部偏光片的原因,正视和斜视方向的L*a*b*会有较大差异。因此,车载一体黑的设计通常还需综合考虑这两个角度的情况。
总结
车载显示及触控是智能座舱的重要载体,未来汽车座舱的发展必然会大屏化、多屏化,包括但不限于液晶仪表盘、中控屏、扶手屏、后排显示、副驾驶显示、流媒体后视镜、HUD等。同时随着用户对车载显示效果要求的不断提升,更好的使用体验、更低的价格也必定是未来各企业所追求的方向。因此,不论车载显示及触控面板的发展方向如何,3A效果、一体黑效果在未来触控显示的不同发展分支上都将不可或缺。
参考文献:
[1] 冯浩,熊兆钦. “双碳”背景下新能源汽车产业机遇及发展战略思考[J]. 决策与信息,2022(5):68-76.DOI:10.3969/j.issn.1002-8129.2022.05.009.
[2] 卢梦琪. 车载显示屏市场规模与尺寸齐升[N]. 中国电子报,2021-11-3(005).DOI:10.28065/n.cnki.ncdzb.2021.001465.
[3] 陈立. AR+DLC+AF 复合镀膜线技术和新型NCVM 磁控溅射单机技术[C]// 广东省真空学会(Guangdong VacuumSociety),广东省真空产业技术创新联盟. 第三届粤港澳大湾区真空科技创新发展论坛暨2019 年广东省真空学会学术年会论文集.[ 出版者不详],2019:1.DOI:10.26914/c.cnkihy.2019.007821.
[4] 张卫, 王庆浦, 徐佳伟, 等. OGS 触控显示模组一体黑技术研究[J]. 液晶与显示,2019,34(10):969-976.DOI:10.3788/YJYXS20193410.0969.
猜你喜欢
装备制造技术(2019年12期)2019-12-25
上海建材(2018年4期)2018-11-13
新教育(2018年8期)2018-08-29
当代贵州(2017年49期)2017-12-19
上海建材(2017年4期)2017-10-16
世界汽车(2016年8期)2016-09-28
中国司法鉴定(2015年4期)2015-02-28
河南科技(2014年12期)2014-02-27
自动化与仪表(2014年10期)2014-02-26
