永磁同步电动机转子总成装配线技术探究
2023-08-23 01:40刘洪波
汽车工艺师 2023年8期
刘洪波
河南通宇新源动力有限公司技术中心 河南南阳 474550
在《新能源汽车产业发展规划(2021—2035年)》等政策指导下,新能源汽车产销规模不断扩大。作为核心零部件和关键上游产业,电动机产品实现了突破性增长。我国自主开发的永磁同步电动机已经实现了产业化配套,系列化产品的功率范围满足了350kW以下新能源汽车用电动机动力需求,系列化和市场应用程度走在世界前列。
新能源汽车驱动电动机要求具有电动、发电两项功能,按类型可分为直流无刷电动机、交流异步电动机、永磁同步电动机与开关磁阻电动机等四类。新能源汽车驱动电动机主要由定子、转子、电动机壳、连接器、旋转变压器和轴承等零部件装配组成,是新能源汽车的动力来源,其性能决定了爬坡能力、加速能力及最高车速等汽车行驶的主要性能指标。
永磁同步电动机的优缺点
永磁同步电动机是一种新型电动机,永磁同步电动机具有结构简单、体积小、高效节能、绿色环保、功率因数高及故障率低等优点[1]。
永磁同步电动机与直流电动机相比,它没有直流电动机的换向器和电刷等缺点;与异步电动机相比,它由于不需要无功励磁电流,因而效率高,功率因数高,力矩惯量比大,定子电流和定子电阻损耗减小,且转子参数可测、控制性能好;与普通同步电动机相比,它省去了励磁装置,简化了结构,提高了效率。
永磁同步电动机矢量控制系统能够实现高精度、高动态性能和大范围的调速或定位控制,因此永磁同步电动机非常符合新能源汽车动力系统的要求。与异步电动机相比,成本会相对高一些,且控制器复杂。
永磁同步电动机的整体结构示意如图1所示。
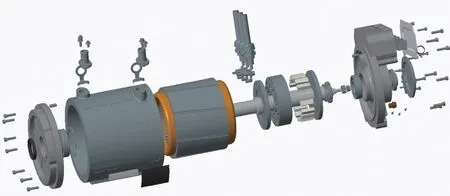
图1 永磁同步电动机的结构爆炸示意
永磁同步电动机的工艺流程及其原则
永磁同步电动机生产主要有以下工序:漆包线绕制、嵌线、端子焊接、定子线圈浸漆、定子热套、转子冲片叠压、磁钢装配、压装转子铁芯段、转子动平衡、定转子合装、旋变及编码器安装、三相接线和测试等。生产节拍可根据产品年度生产目标来考量,可对生产时间做弹性安排,以满足设备最大利用率。
根据工艺流程及厂房整体规划,产线主要有铁芯上料(磁钢上料)→机械手涂胶→机器人插磁钢→电动机轴压装→装止动垫圈→装锁紧螺母→压装止动垫圈→装旋变转子→锁螺母→激光打码等工序。采用自动化生产线可以实现产品的在线装配、自动翻转、转运输送、助力搬运及在线测试等工序。
生产线具有自动化程度高、结构合理、坚固耐用和易维护保养等特点。可以减少操作工人、降低工人工作强度,从而降低公司的运营成本和生产成本,提高生产效率和产品质量。
电动机生产线布局的参考原则如下:
(1)流畅 各生产环节的有机结合,环环相扣,采用步骤集中化放置和流水线布局原则。
(2)平衡 每个工位间资源分配合理,速率配置满足平衡原则。
(3)经济产量 适用小批量和大批量生产的情况,充分利用各工位区域,尽量减少地面空间原则。
(4)短距 尽量避免移动,流程不要交叉,能直线运行。
(5)固定循环 尽量避免例如搬运、传送等输送时间。
(6)防错 在硬件及设计布局上预防错误,降低生产带来的损失。
(7)柔韧性 对未来产品及发展变化具备充分的应变能力,采用弹性方案,可以增加或者减少工序。如果是小量多种类的产品,优先选择考虑“U”形线布局、环形布局等。
以上是电动机生产线布局的一些基本原则,只有充分了解运行机制,通过设计和各环节的连接,才能让电动机生产线更合理,运行更流畅。
转子总成装配机器的设计及其注意事项
永磁同步电动机的转子总成结构如图2所示。
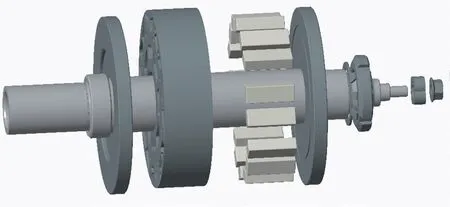
图2 永磁同步电动机的转子总成结构爆炸示意
转子总成组装的工艺流程如图3所示。

图3 转子总成组装工艺流程
1.涂胶插磁钢
涂胶插磁钢工艺步骤如下:
1)利用铁芯定位键槽,将铁芯段放入导向工装上,在铁芯的每个磁钢槽内均匀的涂抹一段磁钢胶水,保证长度一致,涂抹量一致。
2)利用机器人的机械手自动抓取每段磁钢,按照要求的N、S极性,分别插入,保证插入深度的一致性。
3)插完磁钢的铁芯段,利用机器人的机械手进行抓取,放置到下一工序的放置工位。
4)此步骤利用机械手抓取,节拍时间短,装配精度高。
5)此工序按照双工位双设备来规划,圆周运动,起到转运距离少,旋转位移一致等特点。
涂胶插磁钢机器整体设计如图4所示,图5所示为涂胶插磁钢机器铁芯放置设计。

图4 涂胶插磁钢机器整体设计

图5 涂胶插磁钢机器铁芯放置设计
2.转子铁芯叠压锁紧
转子铁芯叠压锁紧工艺步骤如下:
1)机械轴抓取轴放置入定位工装上,装入前隔磁板,依次压入各段转子铁芯,再压入后隔磁板。
2)通过吸附工装吸附止动垫圈的端面位置,转运到轴端位置,放入止动槽内。
3)机械手抓取锁紧螺母放入螺纹上,通过拧紧枪进行拧紧。
4)全过程也分为多个工位,来保证每个工序可以同时工作,调高效率。
5)在压装过程中,设备利用压力和位移传感器对过程进行监控,进行制造数据的分析和管理。
转子铁芯叠压锁紧机器整体设计如图6所示,图7所示为转子铁芯叠压锁紧机器叠压放置设计。装配生产线的平面布局如图8所示。
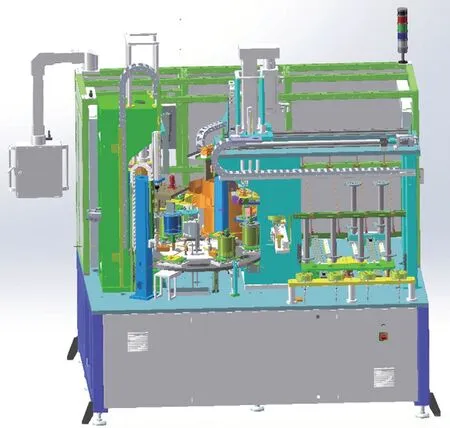
图6 转子铁芯叠压锁紧机器整体设计

图7 转子铁芯叠压锁紧机器叠压放置设计
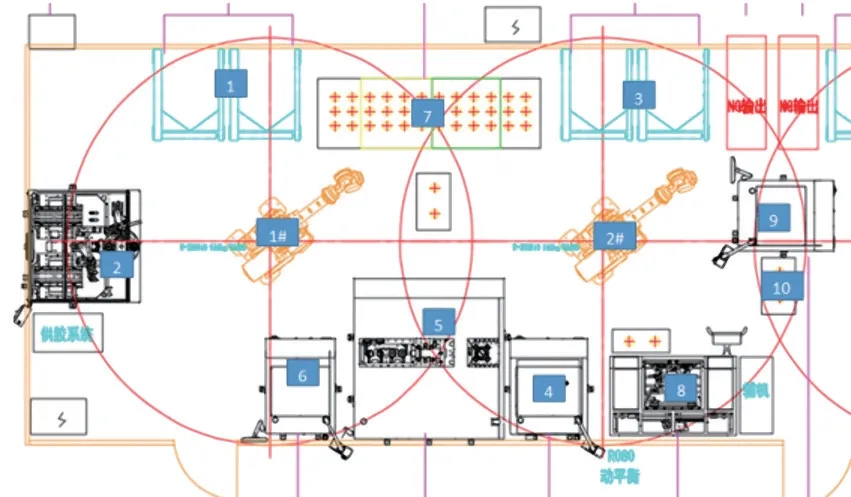
图8 装配生产线的平面布局
结语
从目前新能源汽车驱动电动机技术发展趋势来看,随着电力电子技术、大规模集成电路和计算机技术的快速发展,永磁同步驱动电动机将迎来一个更为快速发展的时期,朝着高功率密度、高转矩密度、高可控性、高效率、高性能及高性价比等方向发展,以满足新能源汽车不同应用场合的实际需求。采用新型的材料、先进的制造工艺、冷却散热技术已成为提升功率和转矩密度以及效率的主要手段。此外,不断提高材料利用率、驱动电动机的设计精度、工艺制造水平、产品质量和降低成本,成为新能源汽车用永磁驱动电动机主要的发展方向。
未来,通过提高材料利用率、驱动电动机的设计精度、装备工艺制造水平以及降低成本,不断优化生产制造工艺,合理安排生产线布局,提升自动化程度,降低生产制造成本,提高企业的资源利用率,以此推动永磁同步驱动电动机产业不断升级,提升供应链与产品集成水平,新能源汽车永磁同步驱动电动机将会百尺竿头、更进一步。
猜你喜欢
橡塑技术与装备(2022年8期)2022-08-05
装备制造技术(2021年9期)2021-12-17
装备制造技术(2021年2期)2021-07-21
粘接(2021年1期)2021-06-10
科学技术创新(2021年13期)2021-05-16
防爆电机(2020年4期)2020-12-14
航空制造技术(2020年14期)2020-09-06
微特电机(2019年1期)2019-02-25
经济技术协作信息(2018年8期)2019-01-14
上海电机学院学报(2015年4期)2015-02-28