水泥生产中喂煤异常的分解炉出口温度先进控制
2023-07-19 03:51:10薛美盛谢忻南饶伟浩秦宇海
化工自动化及仪表 2023年3期
关键词:温度
薛美盛 谢忻南 饶伟浩 秦宇海

摘 要 水泥生产系统中,分解炉具有大时滞、强干扰特性,常规控制算法难以实现闭环控制。分解炉常出现实际喂煤量与给定喂煤量严重不符(喂煤异常)的情况,此时,手动控制效果也很不理想,温度常常超限。为此,提出一种基于广义预测控制+动态补偿+负荷补偿的先进控制算法,可以克服分解炉由于大时滞与喂煤异常带来的难控问题。该算法在某水泥厂分解炉上已经成功投运,极大地改善了温度回路的控制品质。
关键词 广义预测控制 动态补偿 喂煤补偿 水泥生产 分解炉 温度
中图分类号 TP273 文献标识码 B 文章编号 1000?3932(2023)03?0304?06
水泥作为一种重要的经济建设原材料,其生产过程的节能减排对我国实现“2060年碳中和”目标具有重要意义。2020年,全球水泥工业产量达到4.2 Gt,其中我国占53.84%[1]。在我国政府宏观政策导向作用的影响下,水泥行业节能减排技术应用推广加速,并取得了显著成效[2]。我国水泥产业在预分解窑节能煅烧等领域正在迅速跟进世界先進水平,但仍有相当部分预分解窑依然存在吨熟料能耗偏高、环境负荷严重等问题[3]。因此,水泥生产中的分解炉先进控制也成为水泥生产节能领域中的重要课题。
目前,针对分解炉控制问题提出的解决方案中,大多数仅适用于分解炉处于正常工况的情况。在先进控制方面,文献[4]提出一种基于广义预测控制的分解炉出口温度控制算法,有效降低了吨熟料能耗。文献[5]提出一种基于Elman神经网络与自适应控制的水泥窑先进控制方案,有效降低了氮氧化物的排放。在生产系统改造方面,文献[6]通过调整分解炉燃烧器的位置,有效提升了水泥窑产量,降低了煤耗。以上水泥窑节能方案都是针对正常工况,尤其是先进控制方面,在分解炉喂煤异常的情况下无法投运。
本课题针对喂煤异常情况下的分解炉出口温度控制问题,提出广义预测控制+动态补偿+负荷补偿先进控制算法,以降低喂煤异常情况对分解炉出口温度造成的影响。
1 问题分析
1.1 分解炉喂煤工艺流程简介
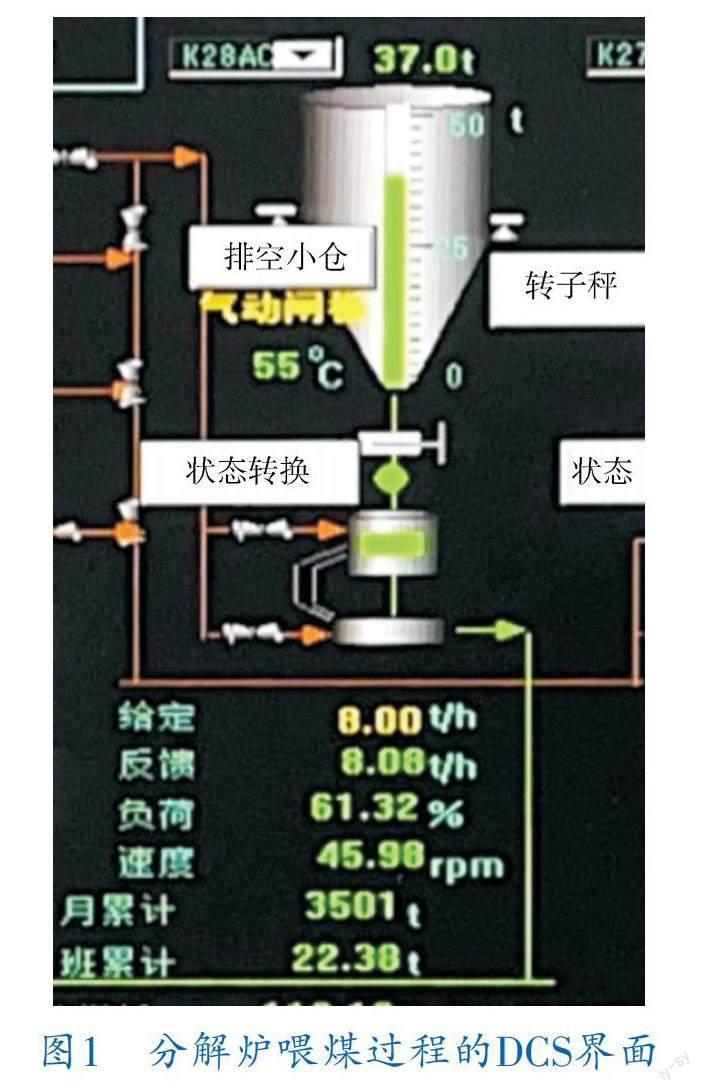
分解炉出口温度的操作变量是分解炉喂煤量。分解炉喂煤过程的DCS界面如图1所示。
原煤经煤磨研磨成煤粉后,进入煤仓。煤粉在煤仓中临时储存,由煤秤控制喂煤量。煤粉在经过煤秤后会经由转盘进入分解炉。喂煤的实际数量由煤秤反馈值和转盘负荷值指示。
1.2 分解炉出口温度控制问题分析
某水泥分解炉主要存在两个控制难点:
a. 从喂煤量到分解炉出口温度存在较大的时间滞后。用手动控制或传统PID算法难以取得较好的控制效果。
b. 水泥分解炉喂煤煤秤长时间处于异常状态,这种异常状态出现的频率较高,约每20 min出现一次。这种异常状态的具体表现为:煤秤所给出的喂煤量与实际喂煤量不符,且该煤秤在处于异常情况时不受程序控制。煤秤下方的转盘负荷可在一定程度上反映喂煤量。正常情况下,喂煤量在7~10 t/h波动,转盘负荷在70%~85%波动。当煤秤处于异常状态时,表现为两种情况,一种是喂煤量突然增大,此时煤秤仍在7~10 t/h波动,但转盘负荷升至100%以上,如果根据正常情况给定喂煤量定会导致分解炉出口温度急剧上升,发生危险;另一种是喂煤量突然减小,转盘负荷降至70%以下,此时分解炉出口温度急剧下降,导致水泥产品不合格。
针对以上控制难点,本课题提出采用广义预测控制解决分解炉出口温度时间滞后大的问题,采用动态补偿方法解决由于喂煤异常造成的分解炉出口温度波动幅度大、波动速度快的问题,采用负荷补偿方法根据喂煤量负荷补偿解决由于喂煤异常造成的给定喂煤量与实际喂煤量不符的问题。
2 分解炉出口温度先进控制算法
2.1 广义预测控制器设计
分解炉出口温度广义预测控制器采用广义预测控制(Generalized Predictive Control,GPC)[7,8]。
采用递推最小二乘法[9]建立分解炉出口温度与喂煤量的差分方程模型。分解炉出口温度与喂煤量的差分方程模型为:
y(k)=-0.9931y(k-1)+0.2614u(k-150)(1)
式中 u(k-150)——150个控制周期前喂煤量,t/h;
y(k)——当前控制周期分解炉出口温度, ℃;
y(k-1)——上一控制周期分解炉出口 温度,℃。
控制周期为1 s,150个控制周期的滞后由真实数据建模所得。
2.2 动态补偿
由于分解炉喂煤异常,分解炉工况非常恶劣,温度波动很大。在这种情况下,由于广义预测控制抗干扰能力较差,且喂煤异常导致模型失配加重,采用与正常工况相同的控制策略无法得到好的控制效果。因此,在广义预测控制算法的基础上,针对分解炉出口温度波动较大的情况进行动态补偿。
动态补偿主要应对分解炉出口温度波动速度较快的情况。首先需要判断分解炉出口温度的变化趋势和变化速度。判断温度变化趋势遵循以下逻辑:
if(y(k)>y(k-d))
&(y(k-d)>y(k-2d))
&(y(k-2d)>y(k-3d))
then flag=1
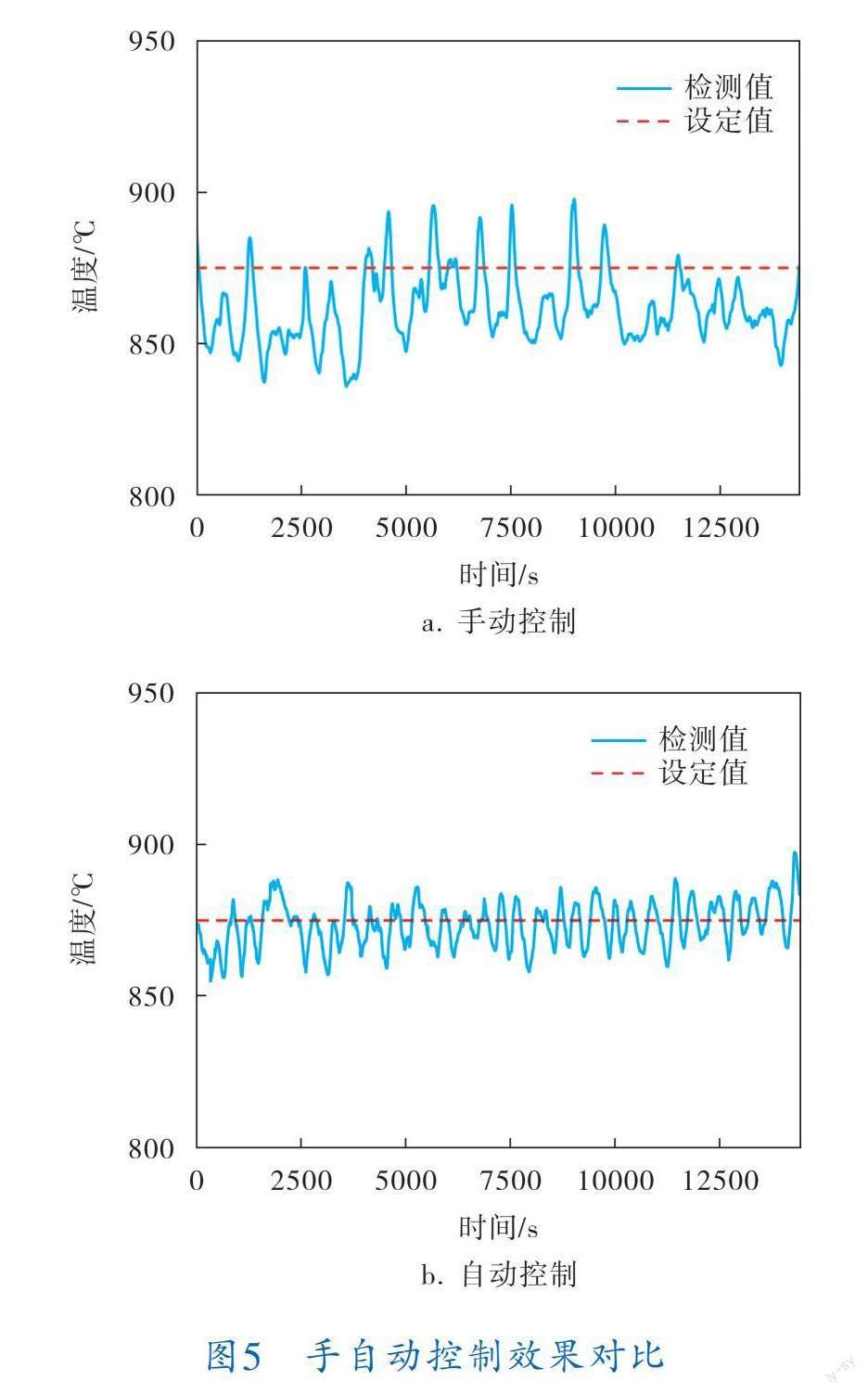
else if(y(k) &(y(k-d) &(y(k-2d) then flag=2 else flag=0 其中,flag为分解炉出口温度趋势标志,分解炉出口温度连续上升时flag=1,分解炉出口温度连续下降时flag=2,分解炉出口温度无明显上升或下降趋势时flag=0;d为判断步数,取d=3。 分解炉出口温度变化的速度Δy(k)的计算式为: 分解炉出口温度动态补偿遵循以下逻辑(表1): a. 当分解炉出口温度连续上升时,判断分解炉出口温度偏差。 b. 当偏差为正且偏差较大时,应快速减少喂煤量,迅速遏制温度上升趋势。 c. 当偏差为正且偏差较小时,应慢速减少喂煤量,使温度不再上升。此时不能快速减煤,否则易造成温度快速下降。 d. 当偏差为负且偏差较大时,应慢速增加喂煤量。此时由于温度在回升,不宜快速增加喂煤量,否则可能导致温度回升过快。 e. 当偏差为负且偏差较小时,不补偿,此时温度在逐渐回升至设定值,且偏差较小。 f. 当分解炉出口温度连续下降时,判断分解炉出口温度偏差。 g. 当偏差为正且偏差较大时,应缓慢减少喂煤量,使温度回落至设定值。 h. 当偏差为正且偏差较小时,不补偿,此时温度在逐渐回落至设定值,且偏差较小。 i. 当偏差为负且偏差较大时,应快速增加喂煤量,使温度不再下降。 j. 当偏差为负且偏差较小时,应慢速增加喂煤量。 分解炉喂煤补偿量计算式为: 2.3 负荷补偿 在广义预测控制算法和动态补偿的基础上,针对喂煤异常的情况,利用可以反映真实喂煤量的转盘负荷进行负荷补偿。 负荷补偿的整体思路为:在广义预测控制加动态补偿计算所得的喂煤量的基础上,转盘负荷较高时减小喂煤量,转盘负荷较低时增加喂煤量。 负荷补偿有减煤补偿与增煤补偿两种计算方法。 减煤补偿应对转盘负荷突然增加的情况。负荷突然增加时,需要快速减少喂煤量,否则会造成分解炉出口温度急剧上升,但是當负荷增加到一定程度后需要降低减煤速度以防止喂煤量低于危险下限。因此,减煤补偿采用与转盘负荷反比例函数有关的计算公式。减煤补偿计算式为: 增煤补偿应对在负荷突然增加,经过减煤补偿后负荷开始降低的情况,此时需要增加喂煤量,以防止由于喂煤量减少且负荷下降造成分解炉出口温度急剧下降的情况。同时,增加喂煤量的速度应较为缓慢,以防止快速增煤导致负荷再次升高。因此,增煤补偿采用与转盘负荷一次函数有关的计算式。增煤补偿计算式为: 其中,γ为增煤补偿系数,取较低数值以降低增煤速度;α为负荷补偿控制数,当α=90时,即表示转盘负荷小于90%时,喂煤量向上补偿。 3 分解炉先进控制系统 3.1 先进控制系统实现 分解炉出口温度先进控制系统通过OPC协议与现场DCS连接,实现对现场工艺数据的采集与控制数据的写入。 分解炉出口温度先进控制系统的控制界面如图2所示。左侧为分解炉出口温度检测值与设定值,现场工作人员通过滑条设置分解炉出口温度设定值。右侧为喂煤量检测值、喂煤量设定值与喂煤量负荷值,现场工作人员可以实时监测喂煤量设定值。下方为分解炉出口温度自动控制开关与喂煤负荷补偿开关,现场工作人员可以根据喂煤是否异常决定喂煤负荷补偿是否开启。 3.2 先进控制系统控制算法实施 某水泥厂分解炉出口温度广义预测控制+动态补偿+负荷补偿先进控制算法的整体控制结构框图如图3所示。 主回路为广义预测控制回路。本课题所设计的广义预测控制器参数为:采样周期Ts=1 s,控制周期Tc=1 s,预测前景P=80,控制前景Pu=20,柔化因子α=0.988,阶梯因子β=1,控制量权重因子λ=4500,控制器单个控制周期变化量ΔU=0.05。当分解炉出口温度偏差过大时(|e(k)|>5)需要增强控制器作用,使被控量快速回到设定值,调整阶梯式广义预测控制器参数α=0.985,λ=3800。 当启用负荷补偿时,说明分解炉处于不稳定状态,应加大控制器单个控制周期变化量ΔU=0.1。分解炉出口温度动态补偿参数设置见表2。 趋势标志flag与温度偏差e(k)为判断当前动态状态的变量。例如,当前分解炉出口温度连续上升flag=1,且温度偏差为正大偏差e(k)>+3,即设置动态补偿系数k=8.0。分解炉出口温度动态补偿温度系数根据实际情况设置为k=0.01。 负荷补偿参数设置见表3。先进控制系统根据分解炉出口温度偏差决定补偿模式。当分解炉出口温度大于设定值且转盘负荷大于80%时,为减煤补偿。当分解炉出口温度偏差小于-3 ℃时为增煤补偿。先进控制系统根据转盘负荷决定补偿的控制参数。 4 分解炉先进控制系统投运效果 4.1 负荷补偿投运效果 负荷补偿投运效果如图4所示,可以看出,在约400 s的位置,喂煤量在煤秤出现异常时进入负荷补偿。此时,负荷快速上升,负荷补偿进入减煤补偿模式,喂煤量快速下降至下限。喂煤量减少至下限后可以防止因喂煤异常导致分解炉出口温度过高。在约900 s的位置,分解炉出口温度下降且转盘负荷下降,此时进入增煤补偿模式,防止分解炉出口温度快速下降。 4.2 系统整体投运效果 在某水泥厂投运分解炉出口温度先进控制算法,与手动控制进行对比,结果如图5所示,每种控制算法采集投运4 h的数据。从图5可以看出,手动控制的最大误差39.18 ℃,算得绝对误差积分226 774,分解炉出口温度标准差11.69;自动控制的最大误差22.67 ℃,算得绝对误差积分90 756,分解炉出口温度标准差7.56。 由先进控制系统投用前后的对比分析结果可知,采用广义预测控制+动态补偿+负荷补偿的控制效果明显优于手动控制。 5 结束语 本课题以某水泥厂为背景,针对水泥生产过程中喂煤异常时分解炉出口温度的控制问题,提出广义预测控制+动态补偿+负荷补偿的先进控制算法,并在水泥厂分解炉上成功投用。解决了在分解炉煤秤异常情况下的温度控制问题,使分解炉出口温度可以长时间运行于自动控制模式。 本课题提出的负荷补偿方法仅适用于喂煤异常的情况。如果在煤秤正常的情况下使用该方法会造成喂煤量波动较大,反而不利于分解炉出口温度的控制。所提动态补偿方法的应用场景不限于温度波动较大的分解炉出口温度,在水泥厂篦冷机篦下压力的控制中也取得了良好效果。 参 考 文 献 [1] 付立娟,杨勇,卢静华.水泥工业碳达峰与碳中和前景分析[J].中国建材科技,2021,30(4):80-84. [2] 陈元顺.浅析中国水泥行业发展[J].中国建材,2021(9):122-124. [3] 董剑,王迪,陈施华,等.我国水泥工业产能及能耗现状浅析[J].新世纪水泥导报,2016,22(2):1-6;93. [4] 薛美盛,王一丰,秦宇海.水泥熟料煅烧过程先进控制系统的设计与实现[J].化工自动化及仪表,2020,47(2):103-109;130. [5] 崔洪坤,蔡业堃,刘国华.水泥窑低氮煅烧自适应控制系统的设计与研发[J].新世纪水泥导报,2021,27(2):24-29. [6] 张小龙,赵思鑫,闫永强.2 500 t/d水泥生产线的节能改造[J].水泥技术,2021(2):93-96. [7] CLARKE D W,MOHTADI C,TUFFS P S.Generalized Predictive Control?Part Ⅰ.The Basic Algorithm[J].Automatica,1987,23(2):137-148. [8] CLARKE D W,MOHTADI C,TUFFS P S.Generalized Predictive Control?Part Ⅱ.Extensions and Interpretat?ions[J].Automatica,1987,23(2):149-160. [9] 朱豫才.过程控制的多变量系统辨识[M].长沙:国防科技大学出版社,2005:133-135. (收稿日期:2022-04-20,修回日期:2022-12-29) Advanced Control over Calciner Exit Temperature in Abnormal Coal Feeding in Cement Production XUE Mei?sheng1, XIE Xin?nan1, RAO Wei?hao1, QIN Yu?hai2 (1. Dept. of Automation of School of Information Science and Technology, University of Science and Technology of China; 2. Jiangsu Panvieo Energy Saving Technology Co., Ltd.) Abstract In the cement production system, large time delay and strong interference characterize the calciner and conventional control algorithms is difficult to achieve closed?loop control. The actual coal feeding amount which seriously inconsistent with the given coal feeding amount (coal feeding is abnormal) often troubles the calciner. At this time, the control quality of manual control is unsatisfactory and the temperature of the calciner often exceeds the limit. In this paper, an advanced control algorithm based on generalized predictive control and dynamic compensation and coal feeding compensation was proposed, which can overcome the control problems caused by the large time delay and abnormal coal feeding in the calciner temperature control. This algorithms successful operation in a calciner greatly improves the control quality. Key words generalized predictive control, dynamic compensation, coal feeding compensation, cement production, calciner, temperature
猜你喜欢
中学生数理化·八年级物理人教版(2023年10期)2023-11-30 01:58:04中学生数理化·八年级物理人教版(2022年10期)2022-11-10 09:42:26中学生数理化·八年级物理人教版(2021年10期)2021-11-22 08:00:10疯狂英语·新读写(2021年8期)2021-11-05 08:44:26幼儿画刊(2021年11期)2021-11-05 08:26:02现代装饰(2020年2期)2020-03-03 13:37:26杂文月刊(2019年14期)2019-08-03 09:07:20小学生优秀作文(高年级)(2018年4期)2018-09-11 01:23:24中国宝玉石(2017年5期)2017-11-16 05:46:07少儿科学周刊·儿童版(2016年1期)2016-03-14 04:00:33