基于数字驱动的航空发动机生产质量管控模式构建
2023-07-05 08:28:16邢波许涛何嘉辉袁鹏张永平航发动力
航空动力 2023年3期
■ 邢波 许涛 何嘉辉 袁鹏 张永平/航发动力
聚焦航空发动机生产过程质量管理工作,航发动力大修中心变革业务管控流程及手段,借助数字化方式实现发动机生产全流程质量控制,充分挖掘数字化赋能作用、降低人为参与程度,进一步提升产品质量稳定性。
伴随着信息化和工业化的深度融合,制造业也向着数字化和智能化迈进。在此背景下,中国航发大力推进运营管理体系与质量管理体系融合实践、数字化转型等系列工作。航发动力大修中心在实践过程中,以实现卓越绩效为目标,以流程为主线,借助数字化转型契机,全面梳理发动机生产质量管理要求,将质量管理要素融入业务活动中,并借助数字化手段实施固化、监控与管理,提升产品生产过程保障能力。
建设方案
基于数字驱动的航空发动机生产质量管控模式是以发动机生产流程为主线,对照国军标、生产程序文件、作业性文件,对各生产环节质量管理要求进行梳理汇总,形成质量要素库,系统规划、合并各项业务需求,并从工艺管理、过程监控、数据利用3个业务域形成数字化环境下质量管理的实现路径,通过开发数字化制造执行系统(MES)对各项要素实现管控,建设过程中将防错应用、可视化应用、三示(指示、提示、警示)管理等工具方法融入生产过程的具体业务活动中[1],如图1所示,保障产品的优质交付。

图1 航空发动机生产质量管控模式建设框架
工艺管理变革
航发动力大修中心打破传统的找图样、借规范的工作模式,充分应用数字化手段,实现工艺文件的打包推送,借助数字化终端直观展示工艺文件要求,指导具体工作开展,增强工艺文件指导性。
技术单管理结构化集成
针对发动机生产技术单进行模块化处理,集成发动机信息源,通过系统筛选功能识别单台发动机技术状态贯彻要求,实现技术单在线编辑,降低编制过程中人为查找引发的漏贯彻等系列问题。通过全生命周期管理功能,零件各项寿命数据实现在线流转,信息状态可以实时获取,与串件、报废等审理功能互通、互联,促进发动机生产技术状态可控。
工艺文件在线推送
对发动机装配工艺流程进行重组处理,在工艺结构化的基础上,将临时工艺规程、装配质量控制卡等内容集成至数字化管控平台,并与单台生产计划相关联,在生产任务下发的同时,实现工艺文件打包推送,一线操作人员可在工位在线查看相关工艺要求、工艺步骤等相关信息,实现工艺过程有效管理[2],如图2所示。
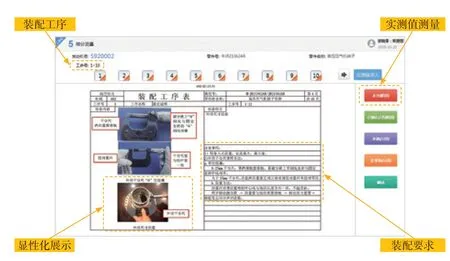
图2 操作工位工艺文件集成示意
三维装配导入
以发动机部件装配流程为依据,通过三维导示的方式,将零件装配要求、重点注意事项等工艺规程内容通过动画的形式进行动态展示,引导开展装配步骤、操作流程等工作,利用显性化的方式展示各工步操作要求,极大地提升了工艺文件的实效性。
过程质量监控
从开工前、过程中、异常问题处置3个维度对生产过程运行情况进行实时监控,识别过程中异常波动点并及时改善,保证产品加工过程平稳、有序。
开工前物料状态监控
物料管理工作中涉及库位存储管理、油封管理、零件返修等多项业务模块。针对库位存储问题,建立了46个集中立体管理库位,集中存储周转过程发动机零件,预防发动机零件混台风险,并开发了二级库管理功能,对单台发动机齐套性进行检查,为后续装配工作的开展提供了数据支撑。针对物料油封管理,引入色标管理对零件油封状态实施监控,在发动机分解结束后系统自动记录零件油封防护时间,形成油封管控台账,在此基础上利用色标方式,将不同油封期状态的零件进行区分,并自动将即将超期零件状态信息置顶,提醒操作人员关注油封情况,操作过程中根据动态清单对零件油封状态实施管控,保障了油封管控工作的精准性。针对零件返修工作,借鉴二维码技术,实现零件信息流在制造执行系统的高效快捷传递,对零件及信息进行精准管理。实践过程中,在零件修理通知单上随机打印二维码,在零件发出、接收过程中通过扫码实现零件台账登记,保障数据源的准确性和唯一性。同时,与库存管理进行集成,对整箱入库、整箱出库零件进行扫码,实现二级管理库位动态更新,精准定位零件物料状态。
作业过程中精准可靠
引入数字化检测工具,对发动机零件进行精准测量,并将检验检测系统与数字化工具集成,实现测量数据自动识别、自动上传[3],通过过程异常数字色标提醒方式,提醒操作人员进行复测验证,解决了生产过程中尺寸测量的准确可靠性问题,同时减少因人为因素造成零件尺寸测量不准确、数值记录错误等低层次问题发生。
在此基础上,开展全过程软件记录线上运行,借助数字化检测工具传递“定量”尺寸,保证了原始数据精准可靠[4]。同时,针对“定性”内容采用线上录入的方式,辅助以数字化系统中色标提醒的手段,增强软件记录的准确性,并实现软件记录电子归档。发动机软件记录线上管理工作的推进,为后续实现发动机电子卷宗迈出了强有力的一步,给发动机生产过程中的记录复查、数据综合利用等方面带来了较为深远的影响。
异常问题快速有效处置
部署了按灯系统,当操作者遇到问题后,在工位按照问题分类触发按灯功能,可以帮助快速、高效地解决问题。结合中国航发运营管理体系(AEOS)工作推进,固化快速响应管理实施工作流程(见图3),形成每日总结回顾机制、月份统计分析机制,对过程中重复性质量问题进行全面复盘,推动过程问题的解决。
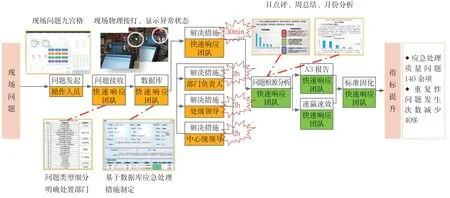
图3 生产过程快速响应流程
数据综合利用
建立中心级和工段级生产过程管控大屏:一方面,实时展示发动机的一次试车合格率、废品波动等信息状况,监控生产运行过程指标情况;另外一方面,集成生产运行过程中质量问题等信息,通过动态展示的形式使各级管理人员明确中心质量运行状态,拉动各级管理人员关注质量、重视质量,营造全员关注质量的文化氛围[5]。
同时,以问题为导向,从长期、中期、短期3个维度对试车成功度、废品情况、质量信息等相关内容由各主管业务部门借助A3报告开展系统性分析工作,并制定相关管控举措,确保过程质量的持续提升。
实施效果
通过探索在数字化环境下的质量管控模式,将生产过程中质量管理要求与数字化管控系统相结合,取得了良好的实践效果。有效地将现场质量管理融入数字化转型建设中,通过管理标准的固化及执行,形成了一整套较为完整的管控体系,对生产过程实施运行形成强有力的支撑。通过数据的结构化处理、直达工位的工艺可视化推送、问题快速响应及按灯系统的运用等,发动机装配生产质量得到了较好的控制,各项指标显著提升。其中,较大级以上质量问题0次,顾客满意度进一步提升;一次试车成功度自94%提升至96.4%,一次交检合格率自86%提升至94%。
结束语
航发动力大修中心在生产过程数字化转型背景下构建了一套较为完整的质量管控模式,有效地推动了质量管理与数字化融合,具有较高的推广及复制价值。在后续实践过程中,将进一步梳理生产运行过程质量要素,并融入生产运行各个具体环节中,借助信息化手段进行固化,规范员工岗位行为习惯,促进产品质量提升。
猜你喜欢
中国特种设备安全(2022年3期)2022-07-08 02:21:48
航空材料学报(2022年3期)2022-06-08 01:32:06
中国交通信息化(2022年12期)2022-02-11 12:05:20
航空材料学报(2021年6期)2021-12-12 13:40:50
失效分析与预防(2021年1期)2021-04-16 02:05:12
航空材料学报(2021年2期)2021-04-08 10:33:18
家庭医学(下半月)(2019年10期)2019-11-16 08:59:52
汽车实用技术(2015年8期)2015-12-26 09:01:04
军工文化(2015年10期)2015-05-14 07:03:14
中国管理信息化(2015年8期)2015-01-03 14:02:20