氢气纯化和压缩技术研究进展
2023-06-30 00:55欧正佳郝兰锁骆鑫雨袁标
油气与新能源 2023年3期
欧正佳,郝兰锁,骆鑫雨,袁标
1.中海石油(中国)有限公司深圳分公司;2.中海油(天津)油田化工有限公司;3.中海油天津化工研究设计院有限公司
0 引言
由于人口的增加与经济的不断发展,全球能源消耗持续增长,与此同时,全球温室效应加剧,碳减排呼声渐高,能源转型力度加大,可再生清洁能源的开发和应用迫在眉睫。氢能以其来源丰富、绿色低碳、应用广泛的优点,被视为21世纪最具发展潜力的二次能源[1-2]。
2022年1月29日,国家发展和改革委员会(简称国家发展改革委)、国家能源局印发了发改能源〔2022〕209 号《“十四五”新型储能发展实施方案》,旨在推动氢气储存的技术发展,引导氢能的规模化发展。2022年1月30日,国家发展改革委、国家能源局发布了发改能源〔2022〕206 号《关于完善能源绿色低碳转型体制机制和政策措施的意见》,指导推行氢能终端利用,研究氢能输送方式,探索建立氢能产供储销体系。2022年3月24日,国家发展改革委、国家能源局联合印发《氢能产业发展中长期规划(2021—2035年)》,规划指出,氢能是未来国家能源体系的重要组成部分,是用能终端实现绿色低碳转型的重要载体,氢能产业是战略性新兴产业和未来产业重点发展方向。
氢能产业链包括氢气制备、储运和利用[3]。氢气来源广泛,最常见的制氢方法是化石能源重整制氢、工业副产氢和少部分的电解水制氢[4]。其中化石能源重整制氢和工业副产氢制氢约占97%,但其纯度和压力较低,产品含有烃类等杂质;电解水制氢约占3%,产品纯度较高,有望成为未来实现规模化制氢的途径之一。氢气作为能源和重要原料在化工、材料、交通、航天等领域具有广泛用途,而氢气的气体特性和目前的主要制备路线使氢气的储运和纯度问题成为其走向规模化应用的瓶颈[5]。
氢能的储存方式分为高压气态储氢、低温液态储氢和固态储氢[6]。其中,高压气态储氢具备成本低、充放快、设备简单等优点,成为现阶段氢能储存和加注的主要方式。传统的氢气储存主要采用先纯化后压缩的两步法。氢气纯化方法主要有变压吸附、低温分离、膜分离和电化学氢气纯化法等[7]。变压吸附法是工业上氢气提纯的主要方法,原料无需预处理,产品纯度高,但过程复杂,受限于饱和吸附量,收率不高,生产能力较低[8]。压差驱动的膜分离技术效率较高,装置及操作简单,但需提供足够压差,对低压原料气进行预先加压或使下游侧真空,增加了工艺的能耗和复杂程度。
现有氢气压缩技术主要分为机械压缩和非机械压缩。机械压缩包括线性压缩、液体压缩、往复式压缩和隔膜压缩[9]。机械压缩机在运行过程中会产生大量噪音与振动,设备维护成本较大,且传动部件间的摩擦损失将导致能耗增加,进一步增加了总体成本[10]。因此,开发了低温压缩、金属氢化物压缩、电化学氢气压缩等非机械压缩技术[11],降低了氢气制备过程中的能耗。
随着中国氢能源行业的发展,国家对氢能源的制备和储运愈发重视,目前解决氢的经济性制备、储存及大规模输运是氢能产业发展的关键所在。本文将通过梳理氢气纯化和压缩技术的现状,分析不同技术的优缺点,对氢气纯化及压缩技术的发展前景进行展望,期望对氢气纯化和压缩技术的现状和发展方向有更清晰的认识。
1 氢气纯化技术
氢气的纯化技术是关系到高纯氢的成本和氢能下游产业应用的关键技术[12]。氢气提纯的方法主要有变压吸附法、低温分离法、膜分离法和电化学氢气纯化法等。本部分将对比分析各种氢气纯化技术的适用条件和优缺点。
1.1 变压吸附法
变压吸附法是获得高纯氢气最常见的方法之一,其原理是利用固体对气体混合物的选择性吸附和吸附量随压力变化的特点,通过周期性变压吸附和吸附剂同时再生的变换过程实现氢气的纯化。当含氢气体混合物通过吸收塔时,氢气会穿透吸附剂,杂质被大比表面积的材料(如活性炭、沸石等)吸附。该方法通常应用于大规模的氢气纯化,若氢气原料压力为1.5~3.0 MPa,纯度为75%~90%,变压吸附工艺的效率和经济性都较好[13],产品氢气纯度可达99.99%。目前该技术的研究重点主要集中在变压吸附的工艺流程和吸附剂的选择方面。
1.2 低温分离法
低温分离法是以液氮为冷源,在硅胶和活性炭的吸附作用下去除CO、CO2、N2、H2O 等杂质的氢气纯化方法。其原理是利用同一压力下杂质气体较氢气沸点高的特点,降低温度使杂质气体冷凝下来得到纯度较高的氢气。这种方法需要的原料氢气纯度大于99%,得到的氢气纯度可达99.999%,因此通常用来进行氢气的精纯化,不适用于大批量处理杂质较多的氢气[14]。由于在纯化过程中吸附剂会达到饱和,需要对吸附剂进行再生,一定程度上影响了氢气纯度和生产效率,因此,低温分离法提纯氢气的大规模发展和研究受到技术制约[15]。
1.3 膜分离法
膜分离法可以用于从混合气体中选择性分离氢气,聚合物膜、多孔膜、钯金属膜和质子陶瓷膜是最常用的膜类型[16]。不同类型膜分离氢气的原理也不同。
氢在致密金属钯膜中的运输遵从吸附扩散机制[17],首先氢分子在气体和金属界面上发生解离,氢原子被本体金属钯吸附,然后氢原子通过本体金属钯膜扩散,最终氢原子在金属和气体渗透界面重新组合形成氢分子,氢分子发生解吸。由于其他元素的原子或分子直径均大于钯原子的晶格间隙,因此钯膜仅能选择性通过氢原子而阻碍其他气体,具有极好的氢气选择性,可以制备得到纯度较高的氢气[18]。金属钯膜分离法以价格昂贵的钯为基膜进行,若进气温度低于300 ℃、压力小于2.0 MPa 时会发生氢脆且氢气在钯膜中的运输会受到CO、H2S 和CH4等气体的抑制,影响使用寿命和气体选择性,且钯基氢气分离膜材料价格较高、封装难度较大且脆性较大,很难实现大规模工业化应用[18]。目前,关于钯基氢气分离膜的研究主要集中在化学稳定性、热稳定性及渗透性方面[19]。
采用聚合物膜分离氢气的原理是利用气体通过聚合物膜的扩散速率的不同实现氢气分离,主要遵循溶解扩散机理和分子筛分机理[17]。当原料气压力较高、氢气含量高于30%时,采用聚合物膜分离技术可以获得较好的分离效果。膜分离技术用于氢气纯化在中国已有实例,如:中国石化镇海炼油化工股份有限公司在其制氢装置上耦合氢气分离膜装置,进行氢气的提纯回收,该装置回收氢气的纯度为91.4%,回收率可达87.36%,年产量57 876 t,氢气回收所用能耗下降87%[20]。
1.4 电化学氢气纯化法
电化学氢气纯化是一种较新的、很有前途的纯化方法。该技术的工作原理为阳极氢气在电场和铂基催化剂的作用下选择性地被氧化成质子,解离的质子通过膜,在阴极一侧被还原为氢分子。该技术属于电化学过程,除氢气外其他气体不能在催化剂的作用下被氧化,因此其选择性非常高。但原料氢气中的CO、H2S 等气体会使催化剂失效,影响该过程效率,且所有气体均可通过膜进行扩散,因此该技术目前仍处于起步阶段并未用于工业化生产。目前该方法主要集中在实验室研究,Nordio等[21]对电化学氢气纯化性能进行了实验和建模,实验以氮气、甲烷和氢气的气体混合物为原料气,通过提纯后氢气纯度可达99.97%;并且分别在28 ℃和60 ℃进行对比实验,结果证明温度的升高对氢气纯度的提升有促进作用,因为随着温度的升高,电阻减小,膜电导率增加,质子传导速率上升,单位时间内氢气产量增加,产品纯度上升。Lee 等[22]比较了温度对实验结果的影响,在30 ℃、50 ℃和70 ℃3 个不同的温度下,以H2、CO2和N2混合气为原料气,70 ℃下得到的氢气纯度为99.76%。
1.5 小节
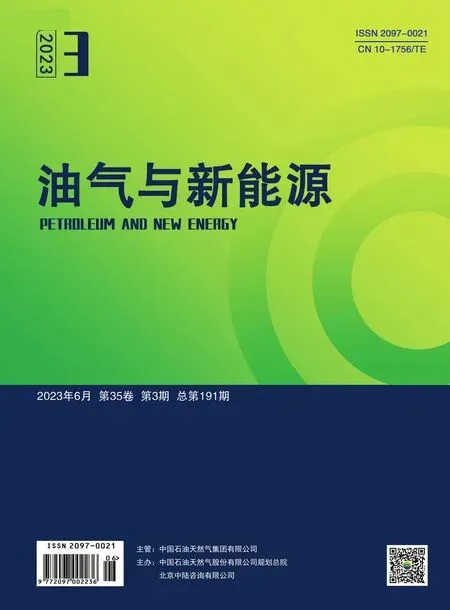
不同氢气纯化方法对比见表1。氢气纯化的主流方法为变压吸附法,其规模化应用领先于其他纯化技术,但该技术存在一定的局限性,如对原料气要求较高、耗能较大、吸附剂寿命短等问题。而新型的膜技术和电化学技术虽然面对不同的工况具有更好的处理效果,但目前多用于实验室的研究,需进一步探究其在实际工况上的应用。
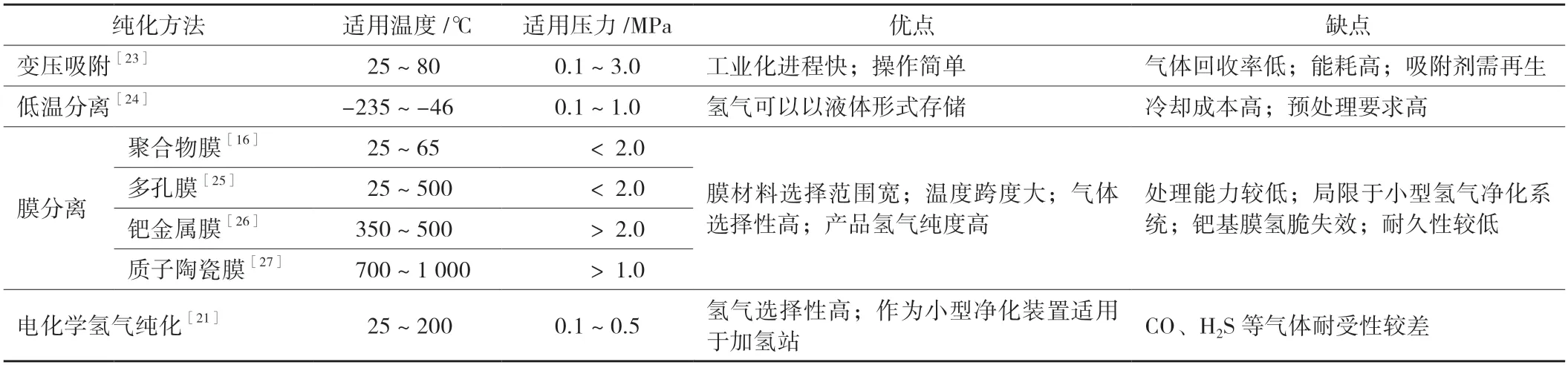
表1 不同氢气纯化方法对比
2 氢气压缩技术
氢气在273.15 K(0 ℃),100 kPa 的标准温压下的体积能量密度为0.010 79 MJ/L,远低于汽油的体积能量密度34 MJ/L,因此需对低压氢气进行压缩提高能量密度以使其能够满足各种应用[28]。氢气压缩方式主要分为机械压缩和非机械压缩两大类[10]。其中,机械压缩是目前使用最广泛的氢气压缩方式,主要有往复式活塞压缩机、隔膜压缩机、线性压缩机、液体活塞式压缩机等压缩机种类;非机械压缩机包括低温压缩机、金属氢化物压缩机、电化学氢气压缩机等。
2.1 机械压缩机
2.1.1 单级往复式活塞压缩机
单级往复式活塞压缩机由活塞-气缸系统组成(见图1)。该装置配有两个自动气门,一个进气自动气门,一个出气自动气门。活塞通过连杆与曲轴连接,将运动部件的旋转运动转化为活塞的直线运动,这个运动称为往复运动。压缩所需的能量由电气或热机提供。活塞向气缸上部运动,达到上止点,在气缸下部形成部分真空,打开进气阀,让气体进入;顺向吸入阶段持续到活塞到达下止点,然后进气阀关闭。活塞再次向上止点移动,气体被压缩,直到压力达到所需的水平,然后打开输出阀排出气体[29]。
将多个相同的单级往复式活塞压缩机串联构成了多级压缩机组,美国Hydro-Pac 公司的往复式氢气压缩机组可将35 MPa 的氢气压缩至85 MPa,生产能力可达4 820 m3/h。
2.1.2 隔膜压缩机
隔膜压缩机由处理模块、液压模块和膜片组件等不同的模块组成(见图2),其中处理模块处于氢气的一侧,不与其他物质接触;液压模块位于液侧;膜片组件由两个外部膜片和中间膜片组合而成,设置在前两个模块之间,以检测液压模块液压液的泄漏,避免由于液压液泄漏导致隔膜不能完全贴近中间板而失效[30]。
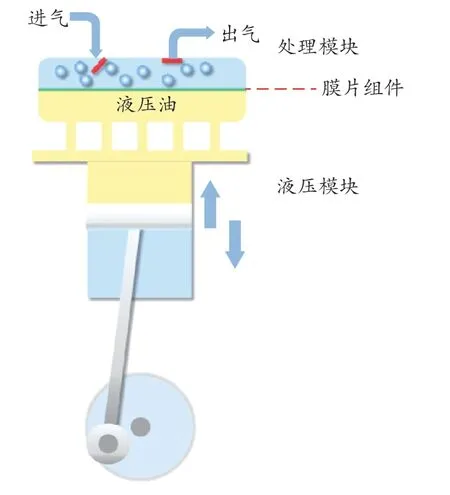
图2 隔膜压缩机示意
隔膜压缩机中的液压液实质上是润滑油,液压模块存在特定的液压回路为液压空间提供润滑油,并配有一个液压限压器,监测膜片下方的压力。该模块还存在多孔配油盘,以实现液压油在膜片上的均匀压力负载。液压油独立回路的存在使压缩过程中产生的热量可被有效回收利用。该过程中膜片的失效会导致隔膜压缩机无法正常工作,因此,膜片的设计和性能为隔膜式氢压缩技术的关键。美国PDC Machines 公司是生产燃料电池汽车用隔膜式氢压缩机的领导者,其压缩机的排气压力为51.7 MPa,生产能力为50~280 m3/h。
2.1.3 线性压缩机
线性压缩机的活塞直接连接到与共振弹簧系统耦合的直线电机上(见图3)。由于没有曲柄杆控制,减少了移动单元的数量,降低了机械摩擦产生的能耗。用于驱动活塞的直线电机通常为动圈式和动磁铁式[31]。
图3 线性压缩机示意
动圈直线电机具有高效率、低振动、低噪声排放和长使用寿命等特点,是应用较为广泛的直线电机,主要应用于航空航天领域。该电机主要由一系列只沿轴向运动的空心线圈组成,线圈处于径向强磁场中。动圈直线电机结构简单,但线圈组件的固有阻抗导致该类电机需要大量的永磁体来实现高效电磁力的输出,因此进一步开发了动磁铁电机。动磁铁电机是由两个独立的永磁体组成的,一个移动的磁铁直接控制活塞的轴向运动,使用少量磁铁提供高磁通量。通过使用电子电路或逆变器,将施加在磁铁上的电压的极性颠倒,活塞的行程方向随之变化往复,从而实现气体的膨胀和压缩[32]。目前韩国乐金公司线性压缩机已实现工业化,但处于技术保密阶段;其他公司和研究机构对该技术的研究仍停留在实验室研究阶段。
2.1.4 液体活塞式压缩机
液体活塞式压缩机是在没有机械滑动密封的情况下使用液体直接压缩气体的装置[33]。其中最常用的液体活塞式压缩机工作原理见图4。
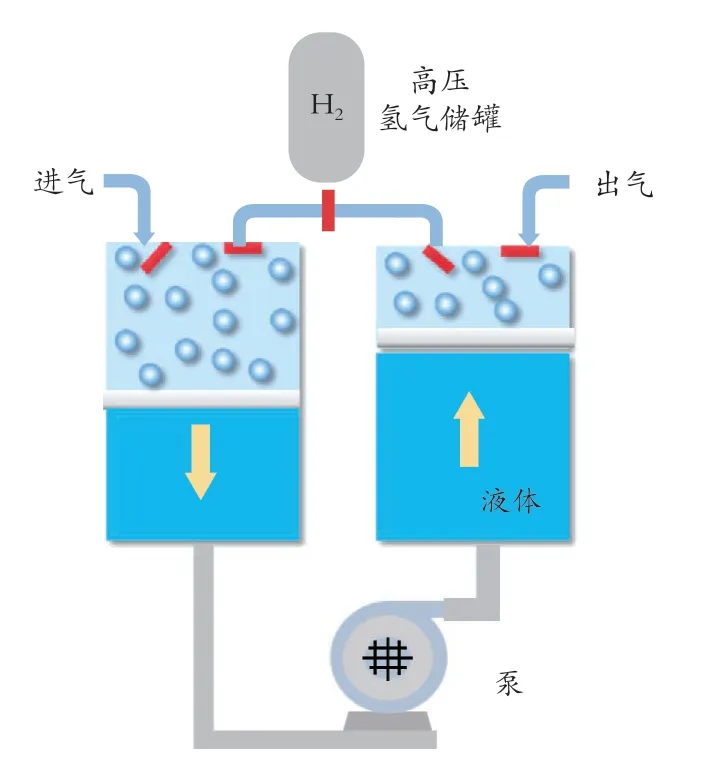
图4 液体活塞式压缩机示意
在实际压缩过程中,液体和气体是一起被压缩的,但是,由于液体有更高的密度和更高的热容量,压缩产生的热量被液体和压缩室周围的壁面吸收,因此该压缩过程不需要使用外部热交换器,从而降低了整个系统的成本[34]。除此之外,若采用合适的离子液体作为压缩机的液体还能减少压缩机运动部件,进一步降低机械损失,提高了氢气压缩的整体效率;同时,机械零件的减少还可以显著降低运行费用,延长使用寿命,离子液体活塞式压缩机的使用寿命几乎是常规往复式压缩机的10 倍[35]。林德公司将液体压缩机应用于加气站,输出压力达90 MPa,生产能力可达90~340 m3/h。
2.2 非机械压缩机
尽管机械压缩机被广泛采用,但也存在能耗高、能量转化效率低、噪音大等问题。鉴于此,开发了各种非机械压缩机,其类型包括低温压缩机、金属氢化物压缩机和电化学氢气压缩机等。
2.2.1 低温压缩机
低温压缩是指氢气经过低温压缩后变为液态氢并储存在低温压缩系统中的技术(见图5),该系统由集成在隔热套中的压力容器组成,以减少液氢与外部之间的热传递[36]。低温液态氢储罐由3 层结构组成,最内层通常由碳纤维涂层的金属制成,中间真空空间配有复合支撑环,外层外壳由金属制成[37]。为维持该压缩机的稳定运行,需持续监测储罐内部温度并控制储罐中间层的真空环境使其稳定[38],因此储罐设计成为该技术的重点和难点。在室温下,将4.1 kg 氢气储存在100 L 的容器中需要75 MPa 的压力;而当温度降低到绝对温度77 K(-196.15 ℃)时,压缩同样质量的氢气只需要15 MPa 的压力[39]。
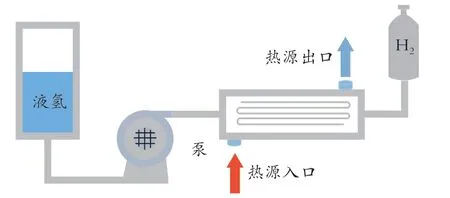
图5 低温压缩机示意
2.2.2 金属氢化物压缩机
金属氢化物压缩机没有任何运动部件,通常也被称为热动力压缩机,主要工作原理是利用可以形成氢化物的金属、合金或金属间化合物的特性,简单地通过反应系统中的热量和传质来吸收和解吸氢[40]。金属氢化物氢压缩机由包含金属氢化物的不锈钢罐和热源及散热器组成(见图6)。管状结构由于其良好的热量交换性能经常用作该过程的钢罐设计。
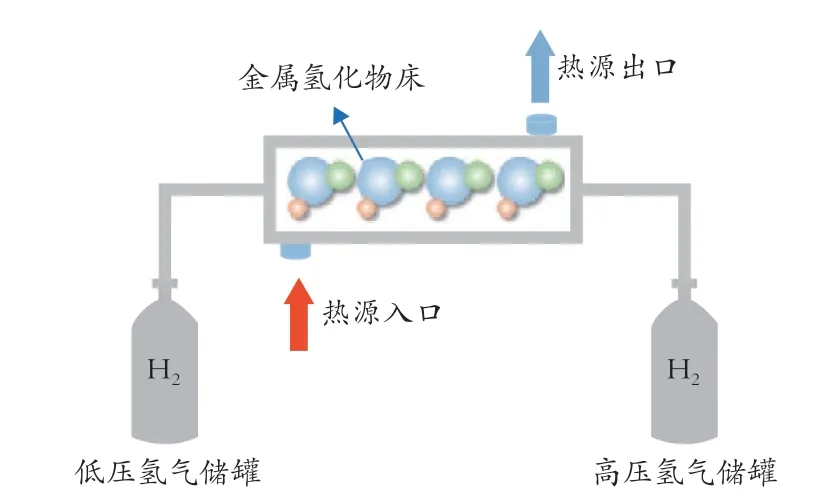
图6 金属氢化物压缩机示意
该过程中低压氢进入金属氢化物储罐,在金属氢化物床层中扩散,发生吸氢反应并放出热量。在较低温度下开始氢气的吸收直至达到金属材料的平衡压力,金属材料的平衡压力可使用压力-组成等温线来评估[41]。氢气吸附达到平衡压力后,对金属氢化物进行加热使其平衡压力上升,金属氢化物吸热分解实现氢气解吸,释放出高压氢气。金属氢化物作为该类压缩机的核心部件,直接影响金属氢化物压缩机的效率。镍基AB5氢化物在金属氢化物压缩机使用中表现出良好的性能[42]。LaNi5是第一种用于氢气压缩的镍基AB5合金,使用单级LaNi5压缩机可以达到35~40 MPa 的压力,双级LaNi5压缩机可达70 MPa[43]。
2.2.3 电化学氢气压缩机
电化学氢气压缩机是基于电化学原理工作的,主要由低压氢气储罐、高压氢气储罐、外加电场和氢气压缩反应组件组成(见图7)。电化学氢气压缩的原理(见图8)与质子交换膜燃料电池类似。低压氢被送入电化学电池的阳极,在外部直流电源作用下生成质子和电子;质子可以通过质子交换膜在阴极与来自外部电路的电子重新结合,生成氢气,只要电流提供的驱动力,即提供给系统的电能超过系统本身的内能,这个过程就会持续[44]。质子交换膜在压缩过程中不仅起到质子传输的作用,而且还能阻止电子和其他气体的跨膜传递,为电化学氢气压缩技术的核心部件。
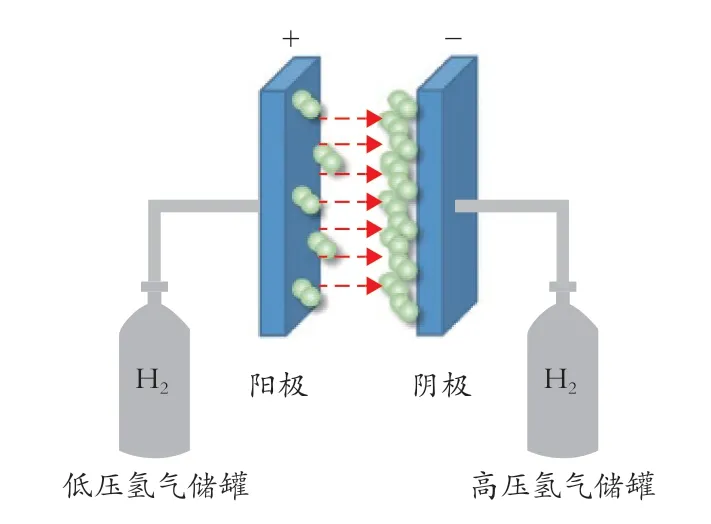
图7 电化学氢气压缩机示意
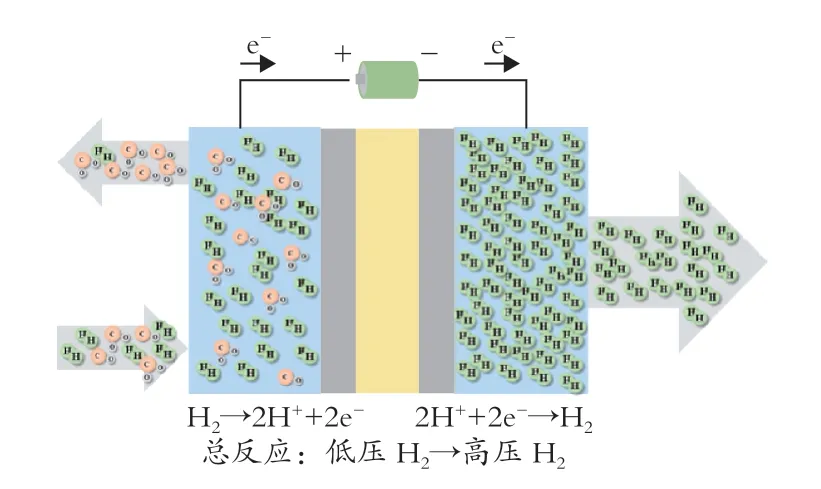
图8 电化学氢气压缩机反应机理
影响电化学氢气压缩性能的各种因素(如质子交换膜强度、质子传导率、膜厚度、电流效率、电压效率)间的相互制约限制了可实现的压缩压力,实际运行中单级电化学氢气压缩机的最大压力仅为16.8 MPa[10]。为达到氢气应用所需的压力水平,可将多个单级电化学氢气压缩机串联使用。由荷兰高产能源技术公司证明,采用多级电化学氢气压缩的方法可使产品压力达到100 MPa[45]。
2.3 小节
综上所述,氢气压缩方法的选择取决于实际应用过程中的流量要求、工作温度范围、压力限制等不同工作参数。不同氢气压缩技术的对比见表2。目前机械压缩技术趋于成熟,除线性压缩技术处于实验研究阶段,其他压缩技术均已进入实际生产场景。非机械式压缩技术中低温压缩发展相对较为成熟,金属氢化物压缩技术受限于其成本问题仍处于实验室研究阶段,电化学氢气压缩机国外研究较多,国内近两年来研究才逐渐增多,但仍处于实验室阶段。机械压缩在未来一段时间内仍会是氢气压缩工业化的主流技术,降成本和能耗是未来压缩技术发展的方向。非机械压缩由于技术成熟度较低,目前还需要投入更多的研究来实现其工业化。
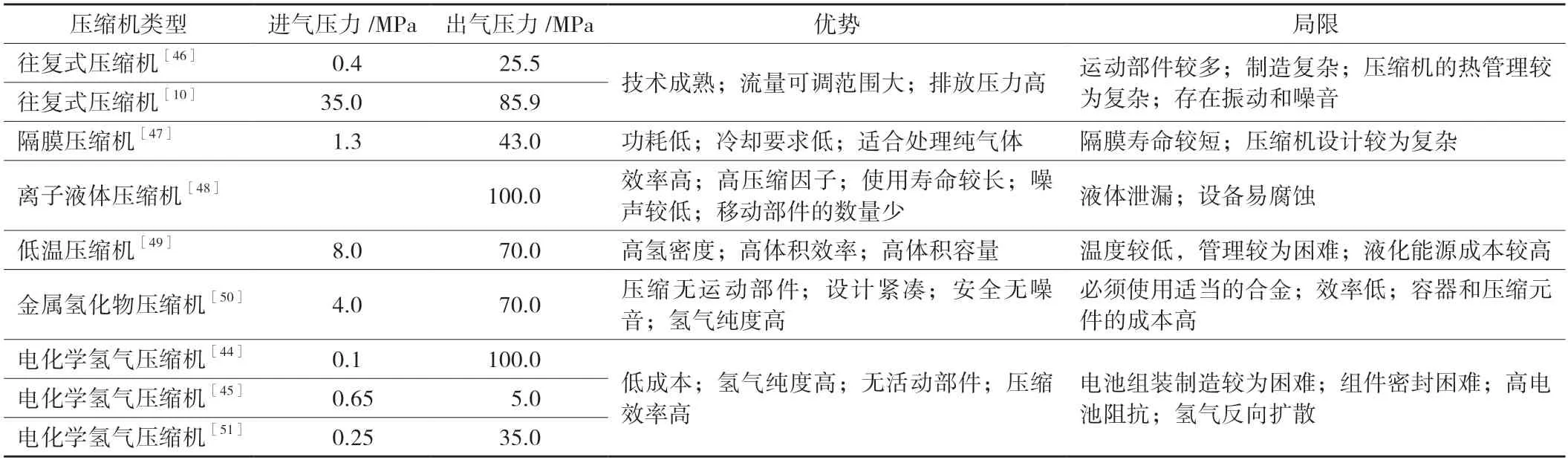
表2 不同氢气压缩方法对比
3 结论与展望
氢气作为一种广泛应用的可再生燃料,可在未来大规模应用以取代传统化石能源,因此需要解决氢气存储体积密度低和纯度低的问题。本文介绍了目前较为成熟的氢气纯化和压缩技术,对氢气纯化及压缩技术的发展前景进行如下展望:
(1)目前氢气纯化较为成熟的工业化技术为变压吸附,但其仍存在一定的局限性。对于该技术一方面可以通过设计合适的吸附剂提高氢气的通量和回收率,另一方面也可以通过合理设计变压吸附循环过程来提升变压吸附的效率。同时,增强各单元设备的配置、优化操作流程、简化维护步骤等也可以降低变压吸附工艺的成本。此外,将变压吸附和其他新型氢气纯化技术耦合开发多级氢气纯化工艺具有更大的工业应用前景,在面临不同的工况时选择不同的技术耦合实现氢气纯化不失为一种有效的解决方法。
(2)膜分离技术作为近年来氢气纯化技术的热点,发展的关键为膜材料的开发,对于无机膜材料需开发高回收率、原料氢纯度耐受范围广和抗中毒性强的金属氢化物,提高膜在面临复杂进气情况时的应对能力。对于有机膜材料需进一步研究膜材料的构效关系,打破渗透性和选择性之间的权衡和折中(即Trade-off 效应),通过膜材料结构的调控提高膜的分离性能。各种膜材料的加工性能也需优化,膜组件的研究与开发也是膜分离法提纯氢气的难点所在。
(3)氢气压缩技术主要分为机械压缩和非机械压缩。两类压缩机均有各自的优缺点,未来应用中可采用两种压缩方式耦合的方法实现氢气压缩,前端采用非机械压缩,达到一定压力后,后端采用机械压缩,通过降低机械压缩过程的压缩比,从而降低能耗、提高压缩效率。
(4)基于电化学原理的氢气压缩技术可以同时实现氢气的纯化与压缩,简化了原料气氢气的处理流程,降低了操作成本。业内对其关注度越来越高,但目前该技术仍处于实验室研究阶段。在系统设计方面,电化学氢气压缩机的水管理系统需进一步完善。水分子在质子传导中起到重要作用,水合质子的存在形式在一定程度上决定着质子传导的速率。因此需采取相应措施维持系统中的水平衡以达到氢气压缩的最佳操作条件。此外,为降低阴极侧氢气含水量,需进一步研究不同压力下(尤其是高压下)水分子的行为进而找出其最优压力。除系统设计外,核心部件质子交换膜的设计也会成为该技术的研究重点。质子交换膜的质子传导率、机械强度和气体渗透性是3 个关键参数,且相互制约。在质子交换膜领域中,可利用不同材料间的多重作用调控膜结构,从而实现膜性能的提升。
猜你喜欢
当代化工研究(2022年3期)2023-01-18
山东冶金(2022年4期)2022-09-14
电气技术(2022年4期)2022-04-28
低温与特气(2021年5期)2021-04-04
国际放射医学核医学杂志(2020年4期)2020-07-27
经济技术协作信息(2018年11期)2019-01-14
环境保护与循环经济(2017年12期)2017-07-11
高中数理化(2016年19期)2016-11-14
电源技术(2015年5期)2015-08-22
电测与仪表(2015年5期)2015-04-09