
物流自动分拣系统及人机界面的设计
2023-06-15 11:25郑晖晖王静
无线互联科技 2023年3期
关键词:人机界面
郑晖晖 王静


摘要:近年来,不断发展的分拣技术、不断扩大的分拣规模对分拣能力的要求越来越高。物流自动分拣系统是先进的配送中心必须具备的设施条件之一,具有很高的分拣率,文章对物流自动分拣系统进行了设计,具体介绍了系统各模块PLC的通信问题,并以三菱PLC为下位机、昆仑通态触摸屏为上位机进行了人机界面控制。
关键词:物流自动分拣系统;PLC;人机界面
中图分类号:TN249 文献标志码:A
0 引言
现阶段物联网广泛应用于人们的生产生活,传统生产模式下物流企业采用手工操作对包裹进行分拣,效率低下且误差率较高,满足不了企业的分拣需求,不利于企业自动化生产水平的提升。本文通过对基于PLC的物流自动分拣系统及人机界面进行设计,实现了高效的自动检测以及自动分拣功能,促进了企业生产化水平的提高[1]。
1 系统设计
物流自动分拣系统的硬件包含仓库供料、搬运机械手、分拣及人机界面4个模块。前3个模块采用气动驱动,搬运机械手模块使用伺服电机完成位置控制。分拣模块的传送带驱动则使用了三菱变频器驱动三相异步电动机的交流传动装置进行。人机界面模块由昆仑通泰触摸屏及组态软件构成。本系统用黑色塑料工件、白色塑料工件以及金属工件模拟不同的包裹,首先由仓库供料模块供料,接着搬运模块的机械手把工件搬运到分拣模块,变频器调速驱动三相异步电机带动皮带做直线运动,然后由旋转编码器进行精确定位,金属传感器及光纤传感器分别进行工件材质及颜色的检测,最后根据控制要求利用气缸把不同的(工件)包裹推送到不同的槽里。系统的控制方式为1台PLC独自控制1个工作单元,不同工作单元的PLC之间通过RS-485串行通信实现[2]。
2 三菱FX系列PLC的通信控制
2.1 PLC网络系统
在现代化的生产现场,为了进行科学管理以及实现高效的生产,只是改进机型或者增加PLC的I/O点,控制系统仍无法完成复杂的控制任务。本设计将多台PLC相互连接,形成一个网络,以解决此问题。
PLC的网络连接方式都不相同,根据不同的连接方式,将其网络结构分为环形结构、总线结构及星形结构3种。每种结构都有各自的优缺点,可以根据具体情况进行选择。其中总线结构由于结构简单、可靠性高、易于扩展被广泛应用。PLC网络的具体通信模式取决于所选厂家的PLC类型。
2.2 三菱PLC网络系统
并行链接、N∶N网络、计算机链接、无协议通信及可选编程端口为FX系列PLC能够支持的通信类型[3]。
(1)N∶N网络:该网络以N∶N为基础进行PLC的数据传输。链接小规模系统中的数据可以使用这种网络。
(2)并行链接:该网络使用100个辅助继电器和10个数据寄存器在1∶1的基础上完成数据传输,在两台PLC之间进行自动数据传输,有普通和高速两种模式。当只有两台PLC需要通信时可采用此法。该网络通信规格要求传输速率为19 200 bit/s,通信标准需符合RS-422和RS-485,协议方式为并行链接,通信方式为半双工,通信时间设为普通模式时为70 ms,设为高速模式时为20ms。当系统使用1∶1网络并行通信时,必须设定主站及从站的通信模式。
(3)计算机链接:该网络在1∶n(16)的基础上用RS-485(422)单元进行数据传送。
(4)无协议通信:该网络中RS-232单元是基础,包含条形码阅读器、个人计算机及打印机。无协议通信利用无协议通信完成,最后使用RS指令或者特殊功能模块完成通信。
(5)可选编程端口:对于一系列的PLC,如FX3U,FX2N,FX2NC,FX1N,FX1S,当该端口被连接在FX-232BD,FX-232ADP,FX-422BD,FX485BD等时,外围设备可以和其互连。
2.3 三菱FX系列PLC的N∶N通信網络特性
物流自动分拣系统各模块采用FX系列PLC,采用N∶N网络通信的方式,在RS-485传输标准上建立N∶N网络,网络组建好后,系统中每一个工作模块就称作工作站。本设计中仓库供料模块、搬运机械手模块、分拣模块分别为供料站、输送站、分拣站,而(搬运机械手模块)输送站为主站,其他站为从站。物流自动分拣系统的N∶N通信网络配置如图1所示。
2.4 安装和连接N∶N通信网络
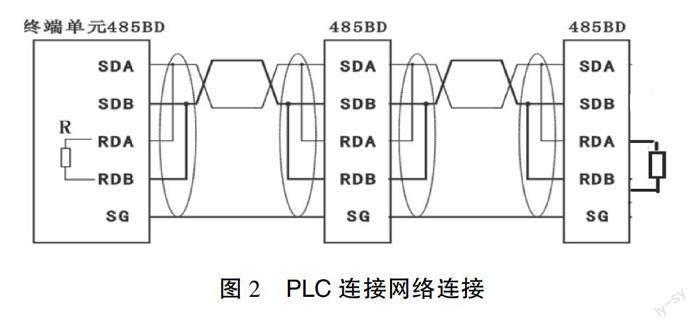
在进行N∶N通信网络的安装和连接时,需断开电源,把485-BD通信板安装在各站的PLC上,用屏蔽双绞线连接各站点,选择110 Ω的终端电阻接到终端上,如图2所示。
2.5 组建N∶N通信网络
本设计对各站点PLC用编程方式设置网络参数来组建N∶N通信网络,主站点即输送站的网络参数设置程序如图3所示。需要注意的是设置网络参数需要从程序的第0步开始,而其他从站的网络参数设置只要在第0步向D8176写入站点号。
3 系统组态设计
触摸屏即HMI,用作人机交流和控制,简单易用,功能强大。本系统使用昆仑通态触摸屏及MCGS组态软件对物流分拣情况进行智能管理[4]。
3.1 建立系统组态界面
建立系统组态界面要在触摸屏的实时数据库中新建变量,这些变量要有对应的PLC地址,还要对元件类别、数据用途、数据类型、PLC输入地址及输出地址做好设置,把定义好的数据对象和PLC内部变量进行连接,这样触摸屏和PLC通信才能连接,如图4所示。笔者在用户窗口中设计制作出物流自动分拣系统的监控界面,整个界面包含操作区、搬运输送、仓库供料及快递分拣4块内容,如图5所示。将元件与数据对象进行关联,如图6所示。
3.2 工程下载调试
工程下载调试时首先将触摸屏连接到物流自动分拣线系统中搬运站的PLC编程口。在下载配置窗口时,选择“连机运行”“USB”连接方式,设置好后进行通信测试和工程下载,将所建工程下载到下位机中[5]。
3.3 程序的設计及调试
在进行主站即输送站的程序编写时,笔者应规划通信数据,给供料站的启动、停止信号设置软元件为M1001,M1065,给分拣站的启动、停止信号设置软元件为M1002,M1129,根据任务要求画出主站的控制流程图,用GX软件编写程序。从站供料站及分拣站的程序编写比较简单,只需用单站的程序稍做修改。
将编写好的程序下载到PLC中,调试触摸屏界面上各控件是否能够实现任务要求的功能,按照调试步骤观察运行状态和触摸屏的显示状态。
4 结语
物流自动分拣系统及人机界面设计整合学校原有的实训设备,结合机电一体化技术标准和市场的需要,实现自动供料单元、装配单元及成品分拣单元的相互衔接。设计原理简洁,可操作性强,不仅能够有效地替代操作工重复单调的操作,而且分拣流程更精准,配以触摸屏实时监控自动化分拣线,实时记录分拣运行情况,做到分拣有记录、无障碍溯源。此外,为了减少自动分拣系统的分拣误差率,系统采用信息监控录入方式,多类别传感器同时运用,分拣误差极低。
参考文献
[1]王光祥.基于触摸屏和PLC的物料智能分拣控制系统设计[J].集成电路应用,2021(12):26-28.
[2]刘玉均.物流企业自动化分拣及仓储管理组态系统设计[J].内燃机与配件,2020(19):194-195.
[3]田志勇.基于PLC与RFID的物流自动分拣系统设计[J].现代制造工程,2020(3):157-160.
[4]蔡辉.基于PLC与变频器技术的带式输送机控制系统设计[J].机械工程与自动化,2019(1):163-164.
[5]单侠芹.自动化生产线安装与调试[M].北京:北京理工大学出版社,2019.
(编辑 王雪芬)
Design of automatic logistics sorting system and human-machine interface
Zheng Huihui, Wang Jing*
(Wuxi Mechanical and Electrical Higher Vocational and Technical School, Wuxi 214000, China)
Abstract: In recent years, with the continuous development of sorting technology and the continuous expansion of sorting scale, the requirements for sorting capacity are becoming higher and higher. The automatic logistics sorting system is one of the necessary facilities for an advanced distribution center, and has a high sorting rate. This paper designs the automatic logistics sorting system, specifically introduces the communication problems of the PLC of each module of the system, and uses Mitsubishi PLC as the lower computer and Kunlun touch screen as the upper computer for human-machine interface control.
Key words: logistics automatic sorting system; PLC; interface
猜你喜欢
铁道通信信号(2016年1期)2016-06-01
广东石油化工学院学报(2016年6期)2016-05-17
电测与仪表(2016年4期)2016-04-11
铁路通信信号工程技术(2015年4期)2015-02-28
自动化博览(2014年10期)2014-02-28
铁路通信信号工程技术(2014年5期)2014-02-28
