
基于机器视觉的汽车车身划痕检测与处理
2023-05-22 03:56:56刘万华唐阳山哈瑞峰
汽车实用技术 2023年9期
刘万华,唐阳山,张 丽,哈瑞峰
(1.辽宁工业大学 汽车与交通工程学院,辽宁 锦州 121001;2.锦州市公共交通有限责任公司,辽宁 锦州 121000)
在交通发达、道路通畅的条件下,汽车已成为外出必不可少的交通工具,但在使用过程中难免会产生深浅不一的划痕,目前无论轻微、严重,都可以通过机器视觉检测,清晰地发现汽车在车身表面所产生的划痕。而各种痕迹会给人们视觉造成不美观的感受,通过一些方式处理可以修复车身表面。
1 汽车车身产生划痕
汽车划痕是指漆膜表面由于硬物作用出现的线条痕迹[1],由于作用物或作用力轻重不同,导致汽车车身表面的划痕严重程度不同,对车身漆面划痕的损伤程度进行判断可通过两种方法:观察法和触摸法,并可根据划痕深浅程度不同分为微度划痕、中度划痕和深度划痕三种类型[2]。而三种划痕的分类是通过对不同车辆的车身涂装漆:底漆层、面漆层、清漆层的伤害进行划分。
1.1 微度划痕
微度划痕,如图1所示,指仅伤及表层的清漆透明层,在表层面漆细微刮伤,色漆层未刮透,对面漆的危害不大。微度划痕通常伤其色漆层,而它作为最外层,也是划痕最多的地方,也很容易损坏。不正确的清洗技术、某些类型的洗车、极端天气暴露,甚至日常使用都会磨损或损坏车辆的清漆。
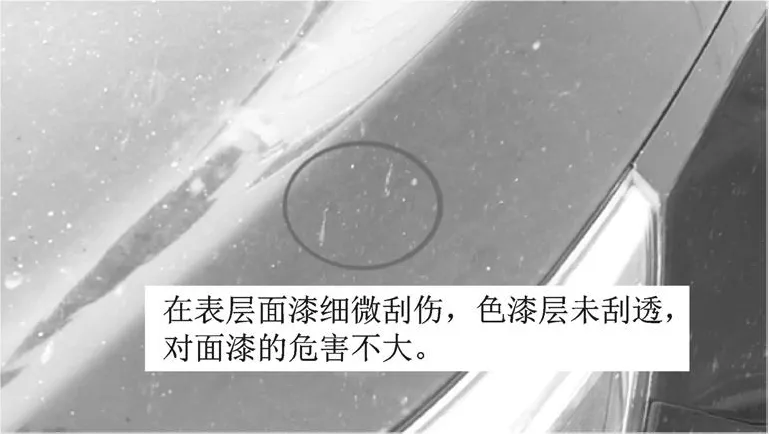
图1 微度划痕
1.2 中度划痕
中度划痕,如图2所示,相对于微度划痕较为严重一点,使得面漆层受到损伤,具体是指透明的色漆层已经刮透伤及面漆层甚至金属层,但未伤及底漆层或面漆层未刮透。底漆或底色漆是三阶段油漆作业中的中间层油漆,如果在特定颜色中需要任何其他特性,例如:变色元素、其他金属元素或闪光,则在此处添加。
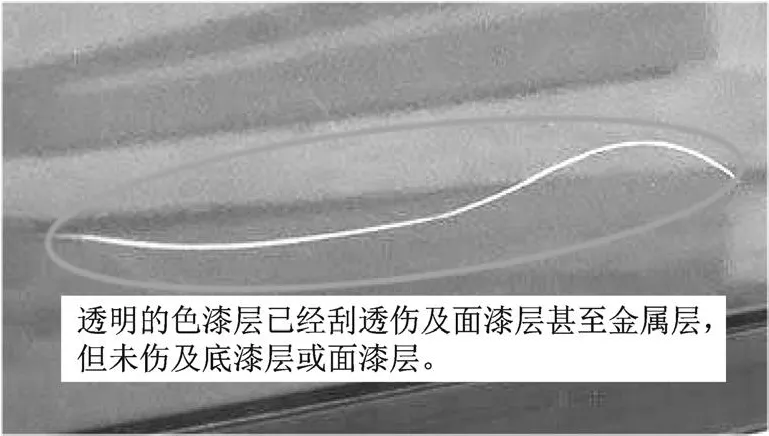
图2 中度划痕
1.3 深度划痕
深度划痕,如图3所示,指对车漆伤害较大,使得最薄和最脆弱的底漆层已刮透,使得汽车车身上的金属性外表清晰可见,并且金属层受到严重伤害的划痕。

图3 深度划痕
2 划痕检测
随着社会发展科技进步,各种无损伤的检测技术逐渐普遍出现,国内外在划痕检测与识别的技术上得到不断提升。自1980年以来,随着汽车行业的发展,往往容易造成各种交通事故,对于车身表面缺陷识别技术的研究显得日益重要。从一开始传统的人工检测方法到现在常见的渗透识别、磁粉识别、图像识别以及基于超声波激光的识别方法,可以看出划痕检测系统在逐步发展,不断完善。从传统的人工检测识别到机器检测识别;从组成结构简单的单个微小原件到组成结构复杂的多个汽车部件;从人工占主导的高成本到机器占主导的低成本操作。相机清晰度、处理器性能等都会影响划痕检测技术的识别。
2.1 国内外研究现状
相比中国在表面划痕识别上的研究,国外研究发现较早一些,因一些国家的重视,从20世纪70年代,就有了较多的投入,投入了较大的研发力度和较为先进的设备,使表面缺陷检测技术逐渐融入到工业生产作业中。美国是无损检测技术的先导者,在1981年美国在划痕检测系统方面仍处于领先状态,所成立的康耐视公司(Cognex)不断研发设计各种基于实现机器视觉的软件,用于在金属等表面进行缺陷检测并且得到了广泛应用,其中该公司提出的 Smart View系统[3]使用图像处理算法对所获得的痕迹图像进行处理,并且在采集图像时候采用先进的照明技术用来保证达到高效率的图像识别收集,以便于达到高技术的检测金属物品表面缺陷;同时Westinghous公司[4]利用不同照明光路与电荷耦合元件(Charge Coupled Device, CCD)线阵相机相结合,发现了一种新的检测方法可用于钢铁材料。后来各国陆续研究出各种产品,如德国的百事泰公司[5]为了识别钢带表面的缺陷发明了一种采用人工神经网络(Artificial Neural Network, ANN)识别缺陷的系统,不仅可以对钢带表面的缺陷识别而且可以对该物体表面的缺陷数量进行统计与汇总,将不同类型的缺陷分类展示。荷兰菲利普斯公司[6]不满足于眼前识别技术,在20世纪90年代时期将不同的滤波算法运用到图像识别处理技术中,设计出一套以X射线为基础进行识别缺陷的装置,该装置利用X射线的光子辐射,波长比紫外线短的电磁波特性,通过设备发出照射到所要识别的图像上从而能够进行自动检测查找缺陷处。CELIK H,DVLGER L和 TOPALBEKIROGLU M[7]共同开发了一套基于机器视觉的织物缺陷自动检测和分类系统,该系统利用小波变换(Wavelet Transform,WT)、双阈值二值化和形态学运算等图像处理方法,对几种常见的缺陷类型通过特征提取和训练分类进行分类检测处理。日本、英国等一些公司在划痕识别检测方面也都较早投入研究,并投入使用。
早期我国由于互联网科技不够发达,受条件和资源限制,大部分自动识别和检测装置自主研发系统较少,常用的主要是依靠国外先进设备的引进。然而在经济全球化的趋势下,随着中国经济和科技的飞速发展中国汲取国外先进识别痕迹设备使用经验在表面缺陷检测技术方面也取得了一定的成就。 例如,在1991年建立在北京的大恒图像研发出一种应用于印刷、医药、纺织以及电子的金属表面,检测金属表面是否存在痕迹,将该程序应用于生产线上可以自动识别出金属表面的痕迹缺陷,在使用形态学运算的基础上增加了清晰可见的照明光源可以对表面缺陷进行检测和分类[8]。同时刘泽等人[9]为了能够更好地处理钢轨表面的痕迹,从钢轨的灰度值出发研究出一种采用自适应阈值分割算法和缺陷区域提取算法,根据不同的灰度值直接对图像进行分割将钢轨表面的痕迹缺陷进行处理识别,并对识别出的痕迹缺陷进行特征提取。胡秀珍等人[10]通过使用线性平滑滤波方法将图像进行预处理,再利用索贝尔算子将预处理后的图像进行分割用于获得图像的一阶梯度,后结合形态学和区域填充(Solid)技术填充缺失区域,从而发现缺陷,这采用智能检测的方法将生产线中铁芯是否存在缺陷检测出来。周奇[11]利用形态学凸性进行边缘检测,结合模板匹配技术,发现一种算法能够实现对太阳能电池缺陷的识别,通过形态学凸性和模板匹配将电池是否存在缺陷或者存在的缺陷检测出来。左宗祥等[12]针对刹车片的缺陷检测利用灰度值和形态学特征,发现一种通过利用刹车片上的灰度值不同采集痕迹,采用边缘提取和局部阈值分割算法,找出缺陷位置。
2.2 车身划痕识别检测
在汽车车身表面产生划痕时,往往需要一些手段对汽车车身表面产生的划痕进行检测,目前来看最主要的检测方式主要是操作简单、需要工作人员现场勘察的人工检测,而人工检测往往存在较高的漏检率和误检率、同时人工检测工作人员可能带有情感分析易产生较低的效率并且工作劳动强度大。随着图像处理的不断发展与进步,为解决人工检测的这些缺点,本文通过几种常用的车身划痕检测手段,不断比较分析,提出了一种基于 OTSU算法的以机器视觉检测技术为基础的实现车身划痕能够自动检测的方案,此方案安全可靠,在艰难复杂的工作环境里可以较长时间工作,并且能够获得较高的检测精度。
在机器视觉划痕检测中,我们可以将检测划痕总过程概况为两方面:第一是发现,通过识别检测找出在某一车身图像中所有的划痕;第二是分类,在图像上找到划痕后,根据痕迹的形态进一步可以对发现的划痕进行提取分类[13],识别后的图像可以根据检测的划痕伤害程度划分为两大类。
2.2.1 第一类划痕检测
第一类划痕相对容易发现,划痕比较清晰,往往是容易从外观表面就可以进行辨认的,同时灰度可以明显看出变化,与周围区域形成明显对比[14],如图4和图6所示,这类划痕识别可以通过使用最大类间差(OTSU)算法根据图像划痕处阈值差别求取二值化阈值,从而将缺陷部分直接标记。最大类间差(OTSU)算法即大津算法,在1979年时候,大津采用聚类思维分析图像,因为图像的灰度不同,因此,按照灰度等级进行划分,从而将图像分成背景和前景不相同的两个部分[15],利用不同的两个灰度级存在差距,而且灰度值的差别度最大且灰度的差别度最小,这样可以根据差别找到那个可以划分的灰度级别进行划分是否产生痕迹,减少图像受亮度和对比度的影响,减少容错率,有效地识别划痕。

图4 深度划痕
使用 OTSU算法识别划痕,通过完成对直方图的单阈值分割,也就是通过使用最大类间方差或最小类内方差方法来寻找阈值,即:
最大类间方差+最小类内方差=总方差
将t定为所需设定的阈值[16],这样当我们从L个灰度级中总会找一个合适的我们所需要的t值使得前景和背景的方差最大。所求方差公式为
由于在我们所求数据中计算量过大,往往可用
式中,W0为图像灰度分级后前景所占比例;U0为分级后图像中前景平均灰度;W1为图像灰度分级后背景所占比例;U1为分级后图像中背景平均灰度;U为所需识别图像的总平均灰度。
通过识别车身表面,可将在识别的二值化图像中的小于20个像素的二值化单元去掉,即可得到所需求划痕图像,如图5和图7所示。

图5 深度划痕检测图
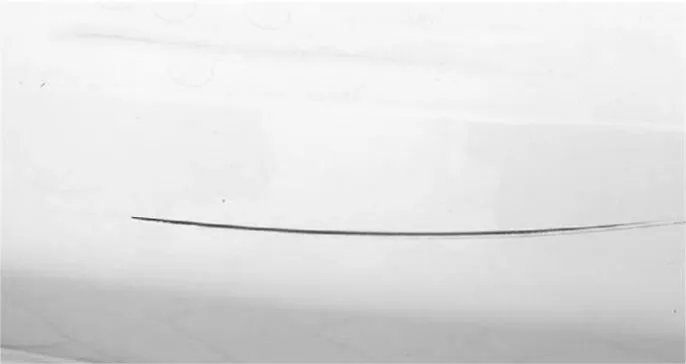
图6 中度划痕

图7 中度划痕检测图
2.2.2 第二类划痕检测
第二类划痕可以说是指在一张图像中有的地方灰度值有所变化,但是这一部分的变化较难发现,不易识别,从整体来看图像灰度相差不大相对均衡,车身表面有划痕的像素点少,表现不明显,难以发现划痕,如图8和图10所示。进行此类划痕识别时候先将原图像进行处理,如均值滤波处理,然后将得到的图像与原始图像进行大小比较,可以得到绝对值大于阈值的差值,那么这个差值就可以设为目标,将该区域进行标识计算面积,如果面积过小就舍去,这样保留下来的即为划痕。

图8 微度划痕

图9 微度划痕检测图

图10 不明显划痕
不清晰的痕迹采用均值滤波对灰度处理后图像进行识别,将卷积窗口大小定为15*15。均值滤波算法可以说是线性滤波算法中的典型算法,通过在需要识别的图像上对给定像素的一个模板,这个模板中有周围的相邻近的像素,将模板中的平均像素代替原图像的像素,从而达到平滑降噪功能。然后将均值滤波后的图像与未滤波的灰度图像相减,并取绝对值,得到绝对值图像;在该图像中能够找到最大的像素值,并取该图像值的0.3倍作为阈值,这样后进行分类:大于阈值的像素值设置为1,小于的则设置为0,得到初始检测结果,最后将小于10个像素的单元去掉得到图9和图11检测结果。

图11 不明显划痕检测图
因为痕迹检测中的图像受外界因素影响会发生改变,因此想要求得每一种图像时候,为了达到效果需要从多个角度出发结合不同的检测方法进行处理。而这类图像,有一个共性就是有划痕处灰度相对较低,灰度值偏小,与完好部分有一定差距;而且汽车车身表面相对光滑,灰度值均匀,缺乏纹理特征。因此在进行车身划痕检测时候,可以利用图像识别中不同的灰度值,采用阈值分割等方法辨别出划痕。
现有一辆在路面行驶时不知被什么划痕的汽车,车身表面如图12所示。

图12 车身侧面图
通过观察车身表面划痕,可以发现面漆层受到损伤,但未伤及底漆层或面漆层。由于受到的痕迹清晰可见,因此可以通过使用 OTSU算法识别划痕,通过完成对直方图的单阈值分割,寻找图像划痕处阈值差求取二值化阈值。
通过识别,可以发现当取阈值为0.177 6时,使得前景和背景的方差最大,将小于20个像素的二值化单元去掉,即可得到所需求划痕图像,如图13所示。

图13 车身划痕检测图
车身表面的形态不仅影响着汽车本身是否美观,影响着一个人对车的整体感官,而且会的深层次漆面产生保护。当检测出划痕后,而为了能够不影响车身表面形态,往往会对检测出的痕迹进行修复处理。
3 划痕修复
由于车身往往受到的划痕损伤程度不同,因此漆面处理的方法也会有所不同,根据车身划痕的轻重程度可以进行不同的修复工艺。
3.1 微度划痕的修复工艺
微度划痕是使车身遭受较轻的伤害,这种划痕没有伤及到漆面,因此不需采用喷漆处理,只要进行一些表面处理就可以还原车身原表面形态。修复工艺流程如图14所示。

图14 微度划痕修复工艺流程
在抛光还原中最常见的是使用 3M 高级水溶性细蜡、海绵轮进行抛光,抛光机使用1 000 r/min左右的速度进行漆面粗抛消去表面划痕,再使用2 000 r/min左右的速度将漆面光泽较暗和一些未消除的旋纹印通过细抛漆面还原漆面光泽度和消除旋纹印处理;最后将漆面进行上蜡。微度划痕较为容易产生,往往在洗车、擦车或有轻微摩擦时都很容易造成,这类划痕未穿透清漆层,一般单用手感察觉不出凹痕处。
3.2 中度划痕的修复工艺
中度划痕对车身的伤害可以看见色漆层,但是底层色漆没有受到损伤,通过触摸法分析时能清晰地感受到划痕感,修复工艺是在微度划痕处理的基础上添加研磨处理。将表面划痕处使用P2000水磨砂纸带水研磨,反复操作直至表面打磨到无痕迹停止;经过研磨处理会使得漆面光泽暗淡,这时通过使用 3M 研磨粗蜡,粗海绵轮进行抛光处理,处理方法同微度划痕处理中的抛光处理一致,至痕迹消失并使漆面具有光泽度。
3.3 深度划痕的修复工艺
遭受深度划痕伤害可以看见电解漆,但是还没有到金属,也就是没有伤害到底层涂漆,因此需要对面漆层进行修补,不需要对底漆层进行处理,在实际的工作中常见的深度划痕修复工艺流程如图15所示。

图15 深度划痕修复工艺流程
除了常见的三种划痕外,还有浅度划痕、车身漆面的局部损伤、车身的涂装面层出现斑点等,而修复工艺会因为划痕形态或深浅不同而使用不同的方法。
在上述事故中可以明显看出车身表面所造成的划痕底漆层未受到伤害,为中度划痕。通过使用清洗剂去除打磨表面异物,并烘干,然后将表面划痕处使用 P2000水磨砂纸对有划痕表面进行带水研磨,而后使用 3M 高级水溶性细蜡、海绵轮进行抛光,最后使用车漆同种颜色进行上色保护,还原车身,如图16所示。这时使用OTSU算法检测,如图17所示,可以发现并没有划痕。

图16 修复后车身表面

图17 修复后车身检测图
4 总结
以机器视觉检测技术为基础的对车身划痕进行自动检测的方法,通过采用 OTSU算法实现对直方图的单阈值分割,以获得的阈值作为定值分割获得痕迹图像,对待不同的划痕程度所采用的修复工艺也会有所不同,正确的方法有利于保证划痕修复。
猜你喜欢
世界汽车(2022年11期)2023-01-17 09:30:50
皮肤病与性病(2021年3期)2021-07-30 08:08:48
智族GQ(2021年4期)2021-05-13 08:22:07
汽车维护与修理(2020年14期)2020-08-05 05:44:34
学生天地·小学低年级版(2017年12期)2018-04-16 03:24:06
汽车维护与修理(2016年6期)2017-01-18 00:54:52
人民交通(2016年6期)2017-01-07 06:18:57
初中生学习·高(2016年10期)2016-05-30 22:58:34
汽车维修与保养(2015年7期)2015-04-17 02:12:44
物理实验(2015年10期)2015-02-28 17:36:58
