
导电胶粘接片式器件的接触电阻试验研究
2023-03-22 07:22李文冯雪华张信波朱小会
电子与封装 2023年2期
李文,冯雪华,张信波,朱小会
(中国电子科技集团公司第二十九研究所,成都 610036)
1 引言
导电胶是一种固化后具备导电性能和粘接强度的胶黏剂[1-2],其主要由基体树脂、导电填料、分散添加剂、助剂等组成,基体树脂决定了导电胶的粘接性能和力学性能,导电填料形成导电通道。相较于传统的钎料焊接技术,其具有工艺温度低、工艺操作简单、绿色环保等特点,广泛应用于微电子封装领域[3-6]。
导电胶的互连方式也存在一些不足之处。在微电子封装中,导电胶与粘接界面的接触互连方式为欧姆接触,导电胶粘接片式器件在互连过程中经常出现接触电阻变大的情况,严重影响了电路性能。目前业界对导电胶粘接接触电阻的研究较多,例如张晓波等人[7]分析了其老化过程中接触电阻稳定性的问题,提出了影响其稳定性的物理机制;万超等人[8]研究了湿热环境下导电胶接触电阻的变化规律,发现导电胶本体吸湿率越大,其接触电阻增大越明显。以上研究大多是从理论或单因素方面探索接触电阻变大的原因,很少有学者分析接触电阻变大对电路的影响机理或从多因素角度去研究验证接触电阻变大的原因和解决措施,本文将分析接触电阻变大对电路的影响机理,并且采用试验的方法从多因素角度去研究接触电阻变大的原因和解决措施,为解决导电胶粘接片式器件接触电阻变大的问题提供参考和思路。
2 研究内容及试验方案
2.1 研究内容
通过查阅文献及对生产流程进行分析,片式器件接触电阻变大的原因有以下几类。
(1)电极材料的影响,主要体现为粘接界面不同金属的电化学势差异的影响。片式器件大部分电极为Sn/SnPb 材料,粘接用导电胶为Ag 导电胶,Ag 与Sn/SnPb 界面间因湿、热等环境作用,会发生电化学腐蚀,从而形成氧化物,导致电阻变大。
(2)导电胶胶量的影响。导电胶粘接片式器件如图1 所示,因导电胶、基板、片式器件之间存在热膨胀系数差异,侧面胶量较多会导致导电胶内部应力变大,在高低温过程中造成片式器件端头粘接胶体产生微裂纹,从而导致电阻变大。
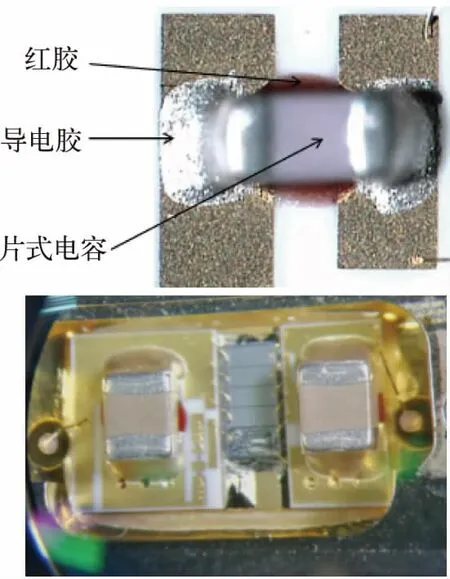
图1 导电胶粘接片式器件
(3)固化工艺参数的影响。固化不完全导致导电胶不致密,导电颗粒间存在空隙,更容易吸湿,在界面处形成氧化物,从而导致接触电阻变大。
综上所述,需从电极材料、导电胶胶量、固化工艺参数等方面设计试验方案,对接触电阻变大进行试验验证。
2.2 试验方案
从电极材料、导电胶胶量、固化工艺参数3 个方面设计验证试验,方案如下。
(1)电极材料试验方案。选用Sn/SnPb、PdAg 和Au 电极的1210 片式电容,采用薄膜陶瓷基板(粘接焊盘为Au)为粘接载体,H20E 导电胶作为粘接材料,分别粘接端头金属化层为Sn/SnPb、PdAg 和Au 的3 种片式陶瓷电容各30 只,侧面胶量高度统一为1/2 电容高度,在125 ℃下固化45 min,然后进行168 h“双85”试验,试验结束后测量电容端头到薄膜电路Au 焊盘的电阻。
(2)导电胶胶量试验方案。分别粘接端头金属化层为Sn/SnPb 的片式电容90 只,根据点胶量高度的不同,分为30 只/组。根据组件的实际工作环境,对电容进行温度冲击、振动试验。试验结束后,在测试显微镜下查看样件的导电胶根部,并采用微欧计测量电容端头到薄膜电路Au 焊盘的电阻。
(3)固化参数试验方案。参考厂商推荐的固化温度和时间以及业内常使用的固化温度和时间,设置温度为120 ℃,选择固化时间分别为45 min、90 min 和120 min,共3 组试验,每组试样采用薄膜陶瓷基板(粘接焊盘为Au)为粘接载体,H20E 导电胶作为粘接材料,其规格参数和推荐固化条件如表1 所示。
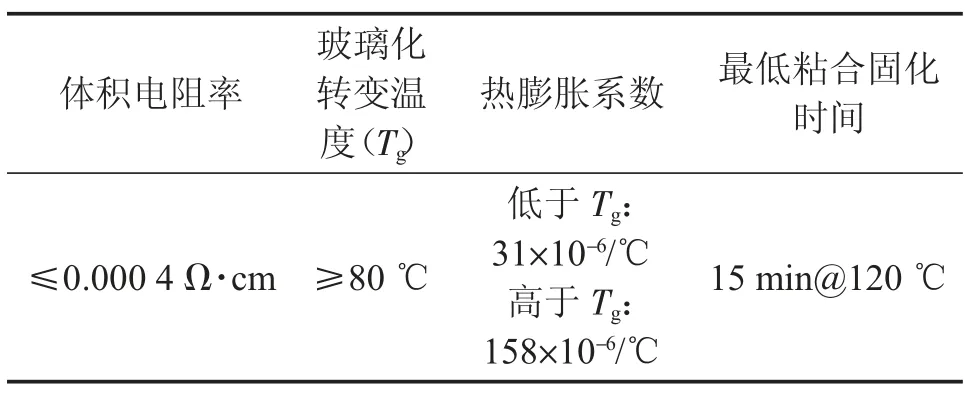
表1 H20E 导电胶规格参数及推荐固化条件
为了更加充分地验证固化温度、时间对接触电阻的影响,选择粘接端头金属化层为Sn/SnPb 的片式陶瓷电容60 只,对固化完成后的每组试样测量其电容端头到薄膜电路Au 焊盘的电阻,然后进行168 h“双85”试验,试验结束后测量电容端头到薄膜电路Au 焊盘的电阻。
对试验过程中的所有样件均采用微欧计测量其接触电阻,微欧计的工作原理如图2 所示,通过电桥原理(国外也称为开尔文原理)四线法进行测量,即在电阻两端施加1 个恒流电流,再通过仪器检测其两端的电压,最后通过仪器自动计算后得出电阻值。在测量过程中,采用“4 端子”(电流端子、电位端子)测量法,消除引线和接触电阻带来的误差。当需要测量电阻R的时候,通过单独的电流源施加取样电流,再通过另外的电压测量单元进行测试。
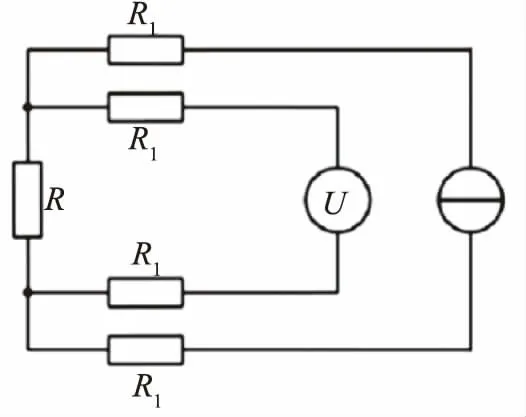
图2 微欧计的工作原理
3 试验结果与分析
3.1 接触电阻对电路的影响机理
通过对粘接片式电容后接触电阻异常导致互连电性能不能满足要求的电路进行梳理,发现这一类电路大多属于电源模块,所用的电容型号都是0805、1210 这类外形体积较大的电容,且电容的电极材料都是Sn/SnPb 类金属。在这类模块中,接触电阻导致互连电性能不能满足要求的机理主要有以下2 种。
1)电容充电时刻的电压可表达为式(1):
式中Vt为某时刻电容上的电压,E 为电源电压,t 为充电时间,R 为电容对地电阻,C 为电容值。
接触电阻增大导致电容对地电阻R 增大,电容达到某一电压值的充电时间变长,导致TR 组件功率管芯漏极电压(即Vt)上升时间延长,组件发射打开时间延长。且R 越大,时间越长,不能满足系统的使用要求。
2)放大管芯漏极电压通过电容对纹波电压(电源附带纹波电压)进行滤波,接触电阻增大导致电容对地电阻增加,降低了回路品质因素,使得纹波电压不能被过滤掉。纹波电压通过放大器(含PNP/NPN/场效应管)的非线性作用,产生一系列纹波电压基频率的谐波,并在射频链路放大,在末级输出一系列杂波,导致组件杂波一直达不到指标,不能满足系统的使用要求。
3.2 电极材料试验结果与分析
“双85”试验前,3 种电极材料粘接后的接触电阻值如图3 所示,其中Au 电极和PdAg 电极接触电阻值最小,Sn/SnPb 电极接触电阻值最大且稳定性较差。导电胶本身存在体积电阻率,所以Au、PdAg、Sn/SnPb 电极都会表现出一定的电阻值;Sn/SnPb 电极固化过程中,其在少量水汽作用下与导电胶中的Ag 粉发生了缓慢的电化学反应,在粘接界面生成了氧化物薄膜,增大了粘接后的界面电阻值。
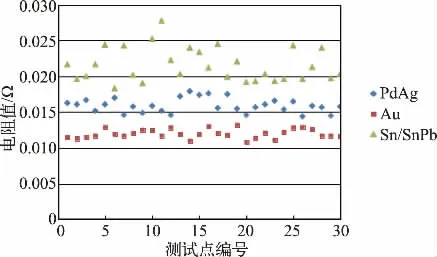
图3“双85”试验前3 种电极材料粘接后的接触电阻值
如图4 所示,“双85”试验后3 种不同电极材料粘接后的接触电阻都有一定的上升,其中Sn/SnPb 电极的接触电阻值增加幅度较大,为试验前的35 倍左右,Au、PdAg 电极的接触电阻值相当,且都略微减小。在湿热环境下,导电胶本身所具有的吸湿率致使导电胶吸入水分后与其内部电解质混合形成一定的电子通道,从而提高了其导电性能。对于Sn/SnPb 电极,导电胶中吸入的水分加快了粘接界面处的电化学腐蚀,从而形成大量的氧化物薄膜并附着在粘接界面,导致接触电阻值增加,增加的幅度远大于由于导电胶吸湿、导电性能增强使得电阻降低的程度,故Sn/SnPb 电极的接触电阻值大幅增加。
3.3 导电胶胶量试验结果与分析
将上述样件在-55 ℃及85 ℃试验条件下进行60次温冲,温冲后在显微镜下观察根部裂纹情况。导电胶根部开裂和侧边开裂情况如图5 所示。其中侧面胶量高度为电容高度1/4 的Sn/SnPb 电极电容根部处的导电胶均无开裂情况;侧面胶量高度为电容高度1/2的Sn/SnPb 电极电容根部处导电胶有4 处开裂,导电胶与电容侧边开裂有9 处;侧面胶量高度为电容高度3/4 的Sn/Pb 电极电容根部处导电胶有7 处开裂,导电胶与电容侧边开裂有15 处。
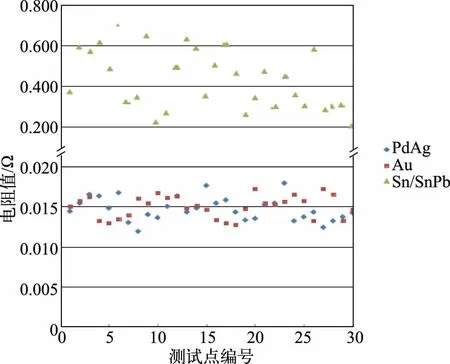
图4“双85”试验后3 种电极材料粘接后的接触电阻值
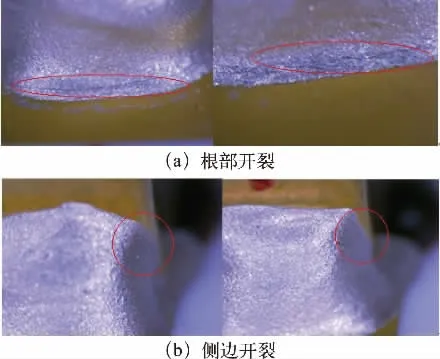
图5 导电胶根部开裂和侧边开裂情况
对根部和侧边有裂纹的样件进行接触电阻测试,开裂与未开裂样件的接触电阻测试结果如图6 所示。从测试结果可以看出,开裂样件的接触电阻值相较于正常样件并没有明显变化。对开裂样件进行切片分析,发现裂纹并未扩展到整个粘接界面处,只是存在于边缘局部位置,这与李文等人[1]的仿真研究相符,不管是底面还是侧面,边缘位置应力最大,最容易发生开裂。因此,因导电胶胶量而产生的开裂只存在于边缘局部位置,并未扩展到整个粘接界面,对接触电阻无影响。

图6 开裂与未开裂样件的接触电阻测试结果
3.4 固化参数试验结果与分析
对不同固化时间的样件进行“双85”试验,试验后的界面电阻值如图7 所示。固化45 min 后样件阻值的测试结果在0.2~0.8 Ω,大部分阻值位于0.3~0.6 Ω;固化90 min 样件阻值的测试结果在0.15~0.6 Ω,大部分阻值位于0.3~0.6 Ω;固化120 min 样件阻值的测试结果在0.1~0.5 Ω,大部分阻值位于0.1~0.3 Ω 区间。“双85”试验后接触电阻整体出现变小的趋势,说明固化时间对接触电阻有一定的影响。固化时间短,导电胶内部的胶黏剂未发生完全固化,导电胶不致密,导电颗粒间存在空隙通道,在“双85”试验过程中更容易吸湿,水汽更容易扩散到导电胶与Sn/SnPb 电极的粘接界面,在界面处发生电化学腐蚀、形成氧化物,从而导致接触电阻变大。
4 改进方法和措施
4.1 更换电极材料和增加固化时间
试验结果表明电极材料是影响片式器件粘接接触电阻的主要原因,固化时间对接触电阻有一定影响,因此在后续片式器件粘接中可以通过采用Au/Ag电极材料和适当增加固化时间的方法来减小接触电阻,提高电路性能。
4.2 压接金带
金带焊接如图8 所示,将金带一端压焊到电容电极端头上,另一端压焊到基板的焊盘上。采用薄膜陶瓷基板(粘接焊盘材料为Au)为粘接载体,H20E 导电胶作为粘接材料,30 只片式陶瓷电容的粘接端头金属化层为Sn/SnPb,侧面胶量高度统一为1/2 电容高度,在125 ℃下固化45 min,固化后在器件端头与焊盘间压焊金带,并采用微欧计测量电容端头到薄膜电路Au焊盘的电阻。
图8 金带焊接
然后将样件进行环境试验,包括温冲、振动、“双85”试验。环境试验完成后,采用微欧计测量电容端头到薄膜电路Au 焊盘的电阻。压接金带焊接的样件在环境试验前后的界面电阻值如图9 所示,压接金带确实能够在很大程度上降低接触电阻,在经过温冲、振动、“双85”环境试验后,接触电阻的测试值几乎无变化,这说明压接金带方案虽然增加了额外的工艺和成本,但确实能够很好地解决接触电阻变大的问题,提升微波组件的可靠性,后续可以通过采用镀金铜带代替金带的方式降低成本。
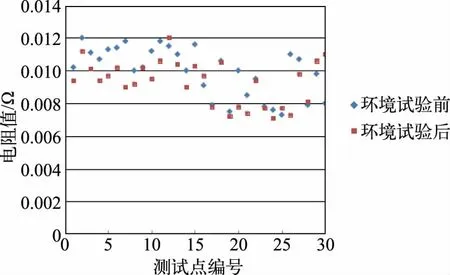
图9 压接金带焊接的样件在环境试验前后的界面电阻值
5 结论
本文分析了采用导电胶粘接的片式器件接触电阻变大对电路性能的影响,主要是组件的延时和杂波达不到指标。试验结果表明,电极材料是影响片式器件粘接接触电阻的主要原因,固化时间对接触电阻有一定影响,因导电胶胶量而产生的开裂对接触电阻无影响;在后续采用导电胶粘接片式器件的工艺中可以通过采用Au/Ag 电极材料、适当增加固化时间、在器件电极端头与基板焊盘之间压接金带来减小接触电阻,提高电路性能。
猜你喜欢
科学技术创新(2022年30期)2022-10-21
理化检验(物理分册)(2022年7期)2022-08-04
电子技术与软件工程(2022年4期)2022-07-11
太阳能(2019年7期)2019-08-03
电子制作(2018年10期)2018-08-04
考试周刊(2017年77期)2018-01-30
农家科技中旬版(2017年6期)2017-08-15
中小企业管理与科技·上旬刊(2016年12期)2017-01-05
锻造与冲压(2014年20期)2014-10-10
科技视界(2013年21期)2013-08-20
