
活络模激光清洗技术的开发应用及发展方向
2023-03-21 11:29邹涛杨和逸仇连波
橡塑技术与装备 2023年3期
邹涛 ,杨和逸 ,仇连波
(1. 万力轮胎股份有限公司,广东 广州 511400 ;2. 南京集萃激光智能制造有限公司,江苏 南京 211800 ;3. 合肥万力轮胎有限公司,安徽 合肥 231137)
0 前言
活络模传统清洗方式对环境造成的客观影响,随着国家“ 碳达峰、碳达标” 战略目标实施计划的推进,迫切需要发展激光清洗技术而替代活络模传统的清洗方式。纵观国内外市场活络模线上、线下激光清洗设备开发应用的实际情况,通过简单、实效、造价、服务等维度给予评估,均存在这样或那样的问题,详情参见表1。优先开发国产线下激光清洗设备并推广应用,进一步攻克线上激光自动化清洗技术难关,以满足轮胎企业模具清洗的迫切需求,是本文着重研究的方向。
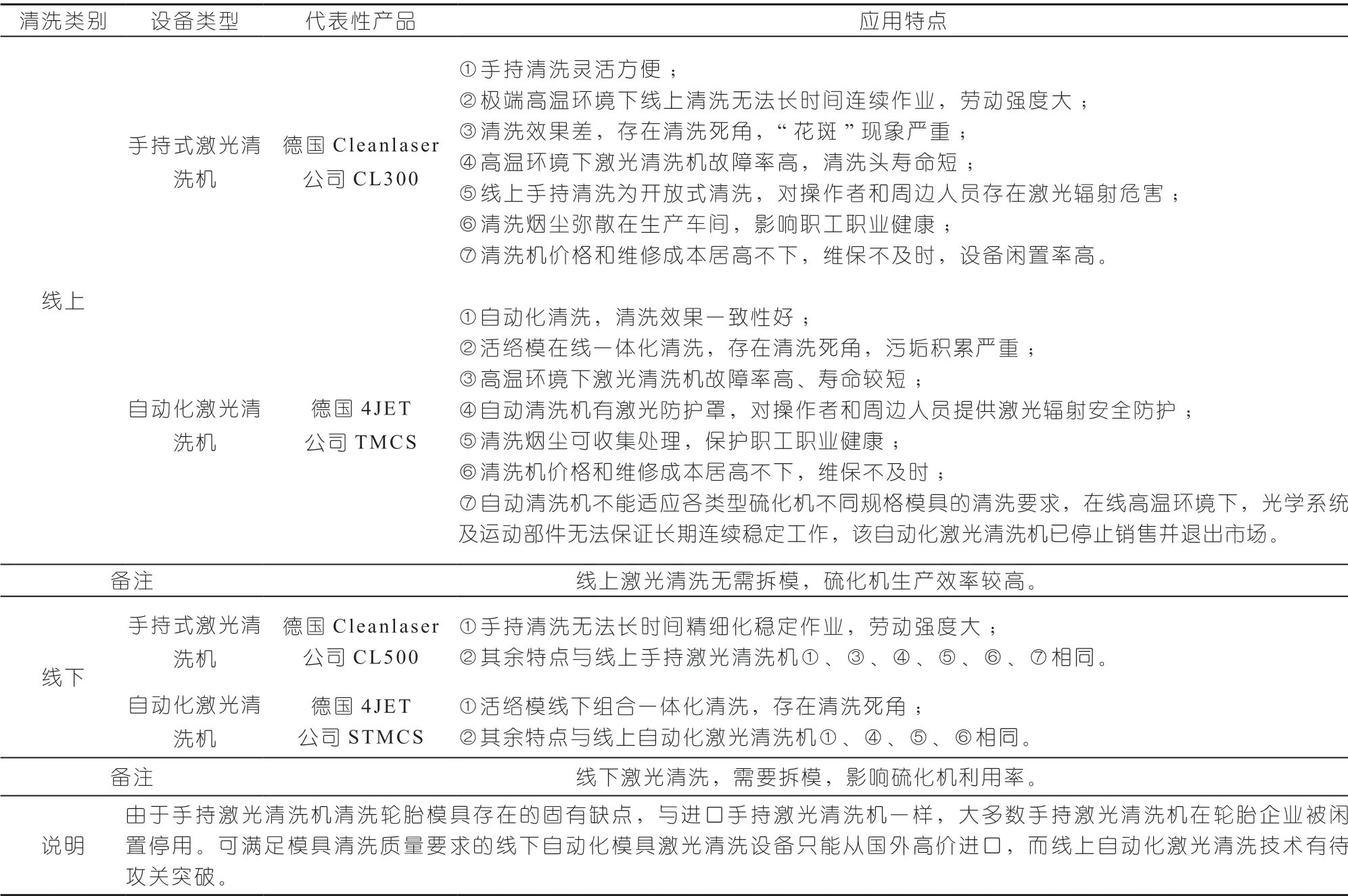
表1 活络模主要激光清洗设备应用特性评估表
1 活络模清洗方式存在的主要问题及分析
1.1 活络模传统清洗方式存在的问题与分析
1.1.1 活络模传统清洗方式简介
活络模传统清洗方式主要分为线上干冰清洗和线下砂洗两大类。
(1)线上干冰清洗
线上干冰清洗又称在线冷喷, 其原理(见图1)是通过压缩空气将粒状干冰(CO2)高速喷射到模具表面,利用温差(模具180 ℃左右,干冰-78 ℃ )的物理反应使胶垢脆化及松脱,将污垢快速彻底的从金属表面剥落,达到清洁型腔表面并在较短时间恢复生产的目的。干冰清洗具体清洗过程包括:低温冷冻剥离、吹扫剥离、冲击剥离。

图1 干冰清洗原理示意图
由于干冰清洗技术的特性与优势,为提高硫化机生产效率与产品外观质量,活络模线上干冰清洗方式在轮胎企业获得普遍应用。
(2)线下砂洗
线下砂洗按清洗设备自动化程度,分为手动砂洗与自动化砂洗两种。按砂料的种类一般分为玻璃珠、金刚砂、不锈钢丸砂洗三种。
a. 手动砂洗
手动砂洗机(见图2),主要由喷砂主机、旋风分离器、储砂箱、压入式喷砂机、喷枪组、储尘器、风机及连接管路各系统组成。压力式喷砂机喷出的砂料掉入至主机集砂斗,然后在高压风机的负压吸引下被吸入至旋风分离器进行分离,砂料只使用一次后掉入储砂箱中储存等待集中处理,无用的粉尘和细砂被抽至滤芯除尘箱进行过滤后排入大气中。
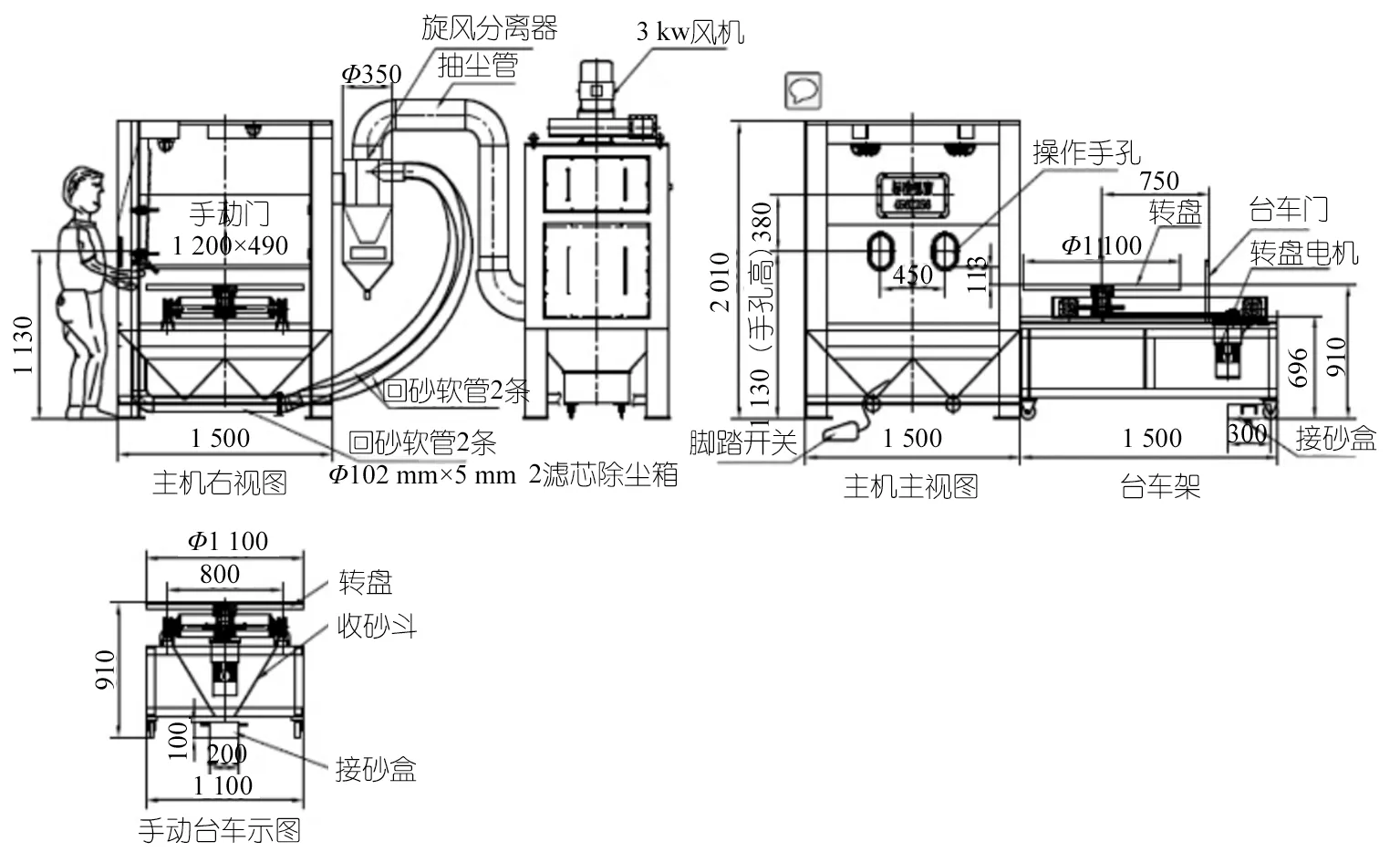
图2 手动推车转盘式喷砂机示意图
人工手持喷枪可以灵活地对模具型腔表面通过玻璃珠或不锈钢丸进行喷射清洗。一般用于铝花纹块、小规格钢制模具型腔表面的清洗。
b. 自动化砂洗
轮胎模具自动化清洗机(见图3),由主机部分,旋风集料、给料系统,除尘系统,电器部分四大部分组成。四大系统通过电器的自动控制有机的组成一体,来完成轮胎模具的清洗工作。
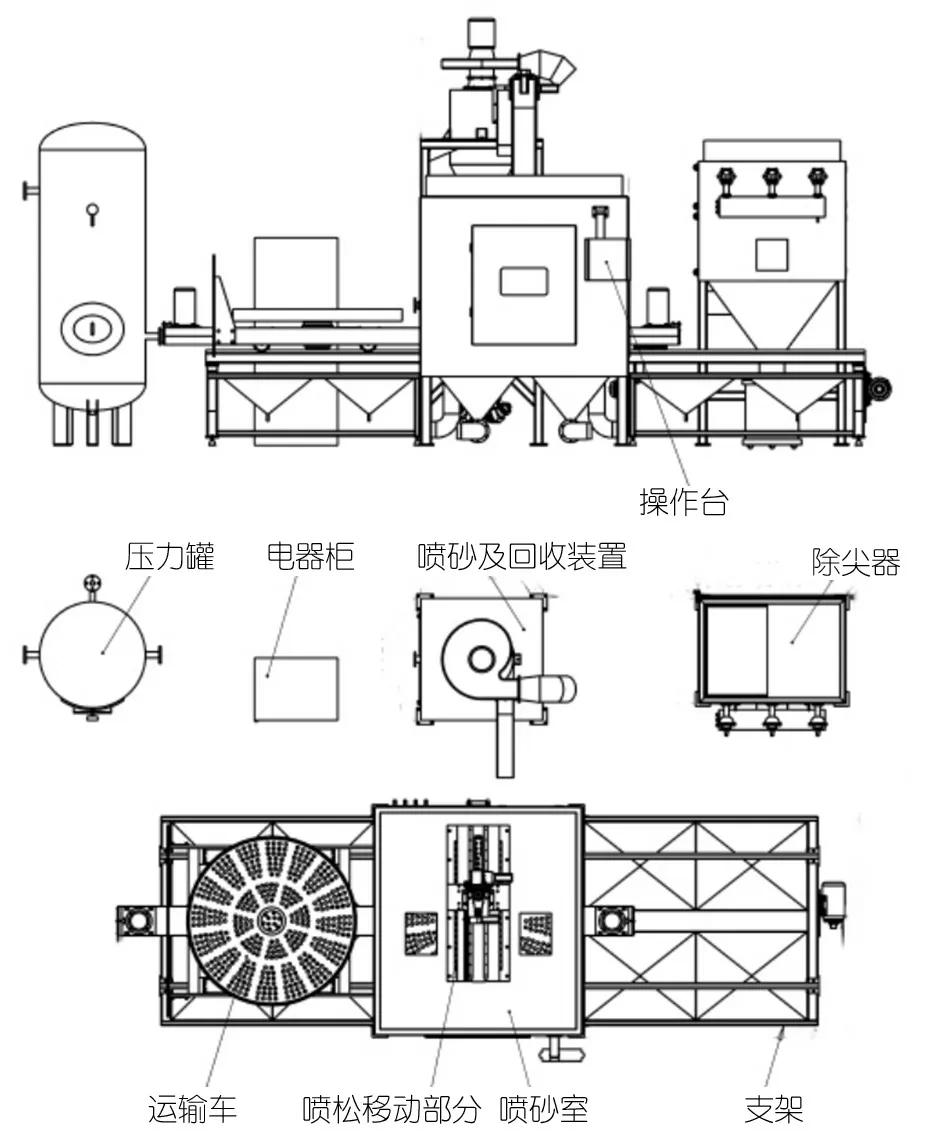
图3 轮胎模具自动化清洗机示意图
该双工位洗模机采用吸入式喷砂,即利用压缩空气在喷枪内高速流动形成负压产生的引射作用,将旋风除尘器内的磨料通过喷砂管吸入喷枪内,然后随压缩空气由喷嘴高速喷出,实现对工件表面的喷砂处理。喷出后的磨料,落回集砂斗内循环使用,喷砂时产生的灰尘被除尘箱抽出,并经分离器进行分离,好的磨料积至分离器底部,落回储砂器中循环使用,粉尘经两级分离,被吸至旋风除尘器及布袋除尘器,由布袋除尘器将粉尘分离,净化排到空气中。
轮胎模具自动化砂洗设备,清洗效率较高。一般采用不锈钢丸或玻璃珠砂为磨料,主要用于钢制模具型腔表面的清洗。
1.1.2 活络模传统清洗方式存在的问题及分析
活络模传统清洗方式,不论是线上还是线下清洗,利用介质清洗型腔表面时,对环境及模具精度都有一定程度的影响,存在的问题及分析如下。
a. 线上干冰清洗
线上干冰清洗因高速气流夹带干冰颗粒对型腔表面进行喷射,产生噪音(100~110 dB)较大、粉尘多、伴随着大量CO2汽化而对环境造成恶劣影响,并因急剧冷却和冰粒冲击型腔模各配合面,导致花纹筋累积变形、损坏及配合精度劣化等缺陷,造成产品外观及均匀性指标难以控制,相应模具维修费用逐步增加。
b. 线下砂洗
线下砂洗,主要采用喷砂清洗方法,不论是手动设备砂洗还是自动化设备砂洗,都是通过压缩空气将砂粒高速喷出,对模具表面进行冲击和切削使胶污剥离模具表面,其清洗过程等同于对模具表面进行研磨,极易造成模具配合精度及铝花纹块胎顶精度的劣化。由此对产品质量与模具维护成本造成的影响程度,同比干冰清洗方式更大。
1.2 活络模激光清洗方式存在的主要问题及分析
1.2.1 激光清洗技术简介
激光清洗是一种利用高能短脉冲激光束照射工件表面,表面的污物、锈斑或涂层吸收激光能量后发生瞬间蒸发、应力冲击或振动剥离的工艺过程(见图4)。激光清洗所需能量(功率)密度应大于清洗污染物所需能量(密度)密度阈值以进行有效清洗,同时激光能量(功率)密度应小于工件的损伤能量(功率)密度阈值,以免对工件造成损伤。在清洗阈值与损伤阈值之间,能量(功率)密度越大,清洗效率越高(见图5)。激光清洗需要对能量(功率)密度进行十分严格的控制。

图4 激光清洗原理示意图

图5 激光清洗阈值示意图
激光清洗不需使用任何化学药剂和清洗液,清洗下来的废料基本上都是固体粉末,体积小,易于存放,可回收,无光化学反应、不会产生污染,是一种没有环境污染的“ 绿色” 清洗方法。激光清洗无研磨、非接触、无热效应,不会损伤工件表面。激光可以通过光纤或导光臂传输,与机械臂或机器人相配合,可方便地实现远距离操作,能清洗传统清洗方法人员不易到达的危险场所(真空环境、核辐射环境等)实施清洗作业。激光清洗可与智能制造技术相结合实现智能自动清洗,清洗速度快、效率高。激光清洗无需耗材,设备运行成本低。
激光清洗轮胎活络模是激光清洗技术的典型应用,在实现绿色低碳环保清洗的同时,可降低轮胎企业制造成本,综合效能提升显著。
1.2.2 活络模激光清洗方式简介
(1)活络模线上激光清洗方式
活络模线上激光清洗是采用激光清洗技术替代传统线上干冰清洗的一种清洗方法,分为手持式与自动式清洗两种(见图6、图7)。以上两种线上激光清洗方式均需要将激光能量准确输送到模具表面,通过控制模具表面光斑的扫描移动速度和激光能量密度在合适的范围实现对活络模表面残留物的有效清洗。

图6 线上手持激光清洗
图7 线上自动化激光清洗(4JET)
采用线上激光清洗可以避免线上干冰清洗的高噪声和车间环境污染,并减少因活络模磨损精度下降而对轮胎质量的影响,有利于轮胎企业的环境保护、职业健康、效能提升。
(2)活络模线下激光清洗方式
活络模线下激光清洗可以替代传统的砂洗工艺,能避免模具多次砂洗受损严重,精度差等问题。激光清洗对模具无损伤。
活络模线下激光清洗可采用手持激光清洗或自动化激光清洗。由于手持激光清洗无法保证模具表面各部分获得的激光能量(功率)密度保持一致,因而清洗外观不良,存在清洗“ 花斑” 或“ 斑马纹” 现象(见图8),影响模具的使用效果。自动化激光清洗活络模可以通过保持激光清洗头照射模具的距离以及激光清洗头移动速率保持恒定来保证激光能量(功率)密度的一致性,从而实现清洗效果的一致性。
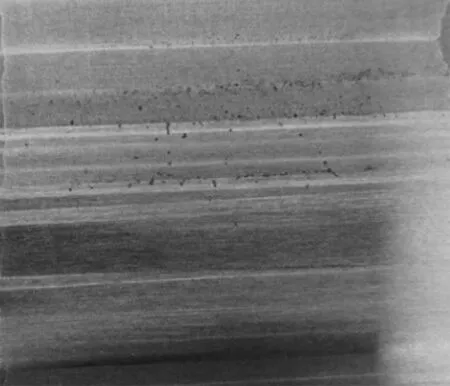
图8 手持清洗时模具表面出现的“ 花斑”
线下激光清洗活络模分为整体清洗与打散清洗两种方式。模具花纹块组合成整体进行清洗可以快速对模具工作表面进行清洗,但对花纹块与花纹块之间结合面的胶垢无法进行有效清洗。活络模打散清洗可以对各花纹块型腔表面、花纹块与花纹块的对接面(竖面)及与侧板的配合面(环面)进行无死角清洗,清洗干净彻底。
1.2.3 活络模激光清洗方式存在的主要问题与分析
(1)活络模线上激光清洗方式
活络模线上激光清洗技术这些年在轮胎企业的应用过程中,主要存在以下四个方面的问题,有待进一步解决后才具有推广的价值。
a. 作业环境温度较高
硫化机模具的工作温度一般在180 ℃左右。轮胎定型硫化结束脱模后,系统截止进蒸汽,进行模具清洗作业,模具剩余温度还有100 ℃以上,机台周围环境温度一般都在40 ℃以上。在线手持激光清洗模具,操作人员在机台模具上的炙热高温环境下手持数公斤重激光清洗头连续精细清洗作业数十分钟或一两个小时(视模具规格大小而不同),安全风险高,清洗质量难以保证。因此在线手持激光清洗方式在活络模整套型腔的实际清洗过程中难于推广应用。
采用自动化激光清洗,激光清洗设备将面临同样的高温环境条件。激光清洗头中的光学元件、控制元器件、运动部件在高温环境下会很快老化失效,故障频发,失去使用功能。
b. 清洗部位难以接近
不论是液压硫化机,还是机械式硫化机,上侧板与花纹块距下侧板表面较高,离清洗操作人员较远,无论是手持清洗作业人员或自动清洗的激光清洗头都较难接近清洗区域并进行清洗作业。
c. 对各类型硫化机及不同规格模具的适应性
采用手持激光清洗可基本适应各类型硫化机不同规格模具的清洗要求,但高温环境条件限制了手持清洗方式的应用。自动激光清洗存在激光清洗头模组与各类型硫化机及不同规格模具的规格大小、空间姿态配合及清洗运动控制问题。
d. 存在清洗死角
线上激光清洗是对活络模型腔进行整体清洗,由于激光清洗头空间位置及姿态受模具型腔结构的限制,模具中有些部位存在清洗死角,激光束不能照射进死角部位,造成清洗不干净。长周期硫化情况下,模具局部表面残留物会越积越多,影响轮胎产品外观质量及均匀性。
(2)活络模线下激光清洗方式
目前大多数购置了活络模线下激光清洗设备的厂家主要采用手持式激光清洗机进行手工清洗作业。线下手持清洗作业存在如下主要问题:
a. 无法避免清洗“ 花斑”。手持清洗作业无法保持手持清洗头距模具表面的距离和沿模具表面轮廓移动速度的稳定性,模具表面获得的激光能量密度一直处于变化之中,造成局部区域清洗不干净或“ 过烧”损伤模具,形成清洗“ 花斑”,影响模具清洗质量及轮胎表面色泽的均一性。
b. 劳动强度大。手持激光清洗需要操作人员长时间精细控制数公斤重手持清洗头的移动状态,这对操作人员的体力和耐力是极大的考验,劳动强度极大。久而久之,手持激光清洗并不具有实用价值。
c. 存在激光辐射安全风险。手持式激光清洗为开放式清洗,清洗用激光光源为最高风险等级的4 类激光产品,激光清洗的激光束及其照射在模具表面杂乱反射的的漫反射光存在损伤人眼及皮肤的风险。手持激光清洗具有操作的随意性,极易对操作者或周边其他人员造成激光辐射危害。
d. 清洗烟尘污染空间环境。开放式的清洗作业环境,不能做到对清洗烟尘的完全收集处理。长期以往,弥散在空气环境中的烟尘会损害员工职业健康。
因此,很有必要开发一款完全解决手持激光清洗应用固有缺陷的新型自动化激光清洗设备。
2 活络模线下激光清洗技术的开发与应有
2.1 活络模线下激光清洗设备的开发
针对活络模线下传统清洗及手持激光清洗方式存在的诸多问题,国内少数厂家开展了活络模线下自动激光清洗设备的研发工作。其中南京集萃激光智能制造有限公司开发的JL-SmartCleaning 系列全自动轮胎模具激光清洗工作站(以下简称工作站,见图9),由脉冲光纤激光器、六轴机器人、带云台激光清洗头、整机控制系统、双工位旋转平台、激光清洗专家软件、烟尘收集处理系统、激光安全系统和水气辅助系统等八大部分组成。在完成了大量激光清洗工艺试验的基础上建立了激光清洗工艺专家库系统,该工作站已在轮胎企业生产现场得到了实际的清洗应用。

图9 JL-SmartCleaning 系列全自动激光清洗工作站外观图
该工作站的研发制造申报了关于激光清洗工艺、激光清洗模具快速定位、激光清洗头、激光辐射安全防护、激光清洗工艺管理等方面的19 项发明专利、实用新型专利和软件著作权,其中15 项已获得中国国家知识专利局和国家版权局授权。吹响了国产化替代进口激光清洗设备的新号角。
工作站根据绝大多数轮胎制造企业针对半钢、全钢模具的清洗要求,国外同类激光清洗设备在使用中存在的问题及国际国内轮胎行业相关模具规格技术标准和激光行业辐射安全防护要求技术标准设计而成。
该工作站采用了双工位设计,有效提高了工作站的使用效率。该工作站可对打散后的活络模花纹块、侧板逐块进行全方位自动清洗(见图10、图11),将花纹块分型面和胎肩上的“ 胶垢” 残留物以及侧板钢圈上的污垢清洗干净。

图10 花纹块的激光自动清洗
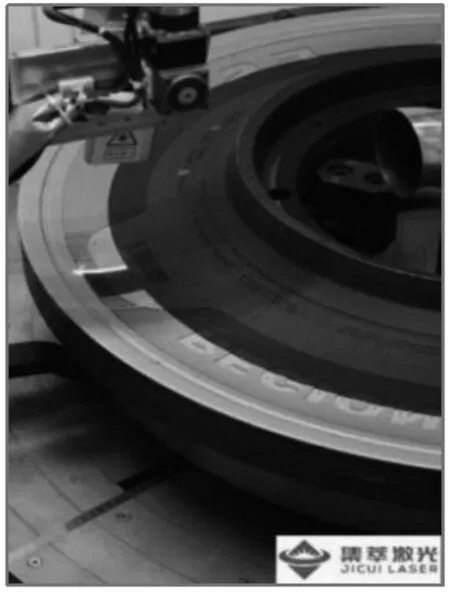
图11 侧板的激光自动清洗
采用了六轴机器人和激光清洗云台使激光清洗头具有更灵活的空间位置与姿态控制能力,实现全方位无死角清洗。焦距保持功能和沿模具弧面匀速运动功能可以保证激光清洗的一致性,清洗无“ 花斑”。
为保证花纹块的各个部分都被清洗干净,激光束可从四个角度倾斜照射花纹块进行清洗。激光束倾斜照射花纹块的角度依各花纹块中花纹的高度和间隔不同而不同。采用能量均匀分布的平顶光束(见图12)进行激光清洗,可有效防止高斯光束对模具造成损伤。采用方形光斑较圆形光斑具有更好的模具表面覆盖效率(见图13),从而提高了清洗效率。
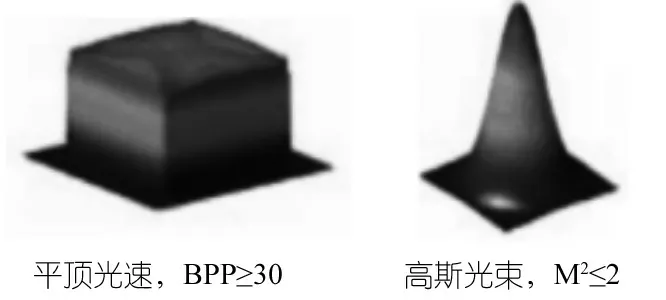
图12 能量均匀分布的平顶光束
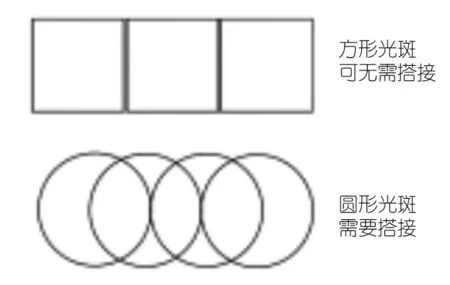
图13 光斑搭接影响清洗效率
该工作站系列可配备波长1 064 nm,平均输出功率500 W、1 000 W 或2 000 W,单脉冲能量25 mj、50 MJ 或100 MJ 的纳秒脉冲光纤激光器,满足不同的清洗要求。根据模具表面残留物严重程度,可以合理调整激光脉冲频率、脉冲宽度及光束扫描速度从而精确控制模具表面获得的激光能量密度,实现对模具的柔性清洗。
专业开发的激光清洗专家库系统可以查询、新增、修改、调用、存贮各规格型号、各编号模具的激光清洗工艺参数,包括清洗工艺路径规划、清洗头运动参数、激光工艺参数等数据。
该工作站配备有温湿度、水温和风压传感器实时监控设备的工作条件和环境条件,保障设备运转于正常工作环境条件。工作站控制柜配有恒温低湿工作条件,保证了激光器及机器人控制系统和整机控制系统的正常稳定运转。
激光清洗模具在可移动全密闭防护罩内进行。根据GB7247.1—2012《激光产品的安全 第1 部分:设备分类、要求》国家强制性标准,防护罩关闭后的工作站属于安全的1 类激光产品。为观察防护罩内激光清洗作业情况,该工作站配有视频监控系统实时监控激光清洗情况。烟尘收集系统收集过滤处理防护罩内激光清洗产生的烟尘,过滤精度达到0.3 μm。
2.2 活络模线下激光清洗设备的应用
JL-SmartCleaning 工作站应用于合肥万力200万条全钢产能的模具清洗,从一年多的使用情况进行评估,其清洗质量、清洗效率和应用成本达到或优于设计指标,可满足公司生产日换模计划的模具清洗要求, 具体情况如下。
2.2.1 清洗质量
工作站从模具与轮胎两个维度进行验证评估,具有无色差,无死角,不易堵孔的特点。其焦距保持与匀速运动功能,能避免模具表面色差,保证清洗效果的一致性(见图14)。清洗过程中,除完成模具型腔表面清洗,还可有效清除侧板钢圈、侧板与花块配合面等位置残留胶皮、隔离剂等异物(见图15)。解决了模具配合面因砂洗损伤其精度劣化而影响产品质量的难题。
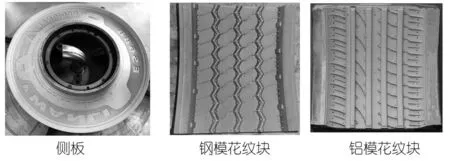
图14 型腔模表面清洗效果图
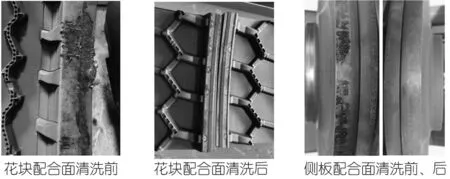
图15 型腔模配合面清洗效果对比图
需要指出的是,对于表面锈蚀的模具或经过焊接、抛光后维修痕迹明显的模具需先进行喷砂或抛光处理,再进行激光清洗。此外,如型腔模及钢圈配合面残留较厚胶皮,须人工清理后再行激光清洗,以免在模具表面残留明显黑色痕迹。
2.2.2 清洗效率
工作站自动清洗操作,配员:1 人/ 班,负责模具吊装吊离清洗工位、模具配合面严重附着胶皮杂物清理及通孔等工作。清洗全钢型腔48~60 min/ 副(侧板4~5 min/ 块,钢花块4~5 min/ 块),可以清洗8~10副/ 班模具。1 天3 班可以清洗24~30 副型腔。完全可以满足生产换模计划的模具清洗要求。
2.2.3 清洗费用及效益预算
虽然现阶段激光清洗设备的价格相对较高,折旧费用稍高,但激光清洗较砂洗及干冰清洗在人工成本、能耗、耗材费用等方面均有所下降。
(1)激光清洗单价
人工31 元/ 副,能耗 5 元/ 副,激光清洗无耗材,设备维护及折旧77 元/ 副,合计113 元/ 副。
(2)喷砂清洗单价
人工 62 元/ 副,能耗76 元/ 副,耗材 70 元/ 副,设备维护及折旧26 元/ 副,合计234 元/ 副。
(3)干冰清洗单价(服务外包)
人工/ 耗材200 元/ 副,能耗80 元/ 副,无设备维护及折旧费用,合计280 元/ 副。
(4)费用对比及效益测算
引入激光清洗工作站前,采用传统的清洗方式。每天模具清洗工作量为20 副,其中线下砂洗12 副/天,线上干冰清洗8 副/ 天。清洗费用合计5 048 元/ 天,合184.3 万元/ 年。
引入激光清洗工作站后,每天模具清洗工作量仍为20 副,其中激光清洗16 副/ 天,线上干冰清洗4副/ 天(不拆模以赶工生产)。清洗费用合计2 928 元/ 天,合106.9 万元/ 年。
引进激光清洗设备后,模具清洗费用比采用传统清洗费用下降了42%,节省额达77.4 万元/ 年。如年度模具激光清洗数量增加,激光清洗技术为轮胎用户节约的制造成本将更加可观。
随着未来激光清洗采用进口激光器价格的进一步下降,或国产脉冲激光器性能、可靠性的不断提升,全自动激光清洗设备的购置成本有望得到降低,应用激光清洗活络模具必将获得更大的的经济优势。
2.2.4 激光清洗对模具寿命、排气孔影响
砂洗易造成排气孔堵塞,喷砂清洗后需要疏通排气孔,无法疏通的需更换气套。少部分轮胎厂喷砂前会用铁丝等将排气孔逐一塞住,然后再喷砂清洗,避免不锈钢丸或金刚砂等磨料堵塞排气孔。以上两种处理方式工作量都较大,一般模具完成通孔工作需要1~2 h/ 副。激光清洗方式不会造成排气孔堵塞,排气孔里残留的只是较软的橡胶或者隔离剂,容易疏通并且钻头不易折断,通孔效率同比大大提升,基本不用更换排气套。由于激光清洗设备自动运行不需要全程看护,清洗人员可同时兼顾通孔工作,不需要单独配备通孔及更换气套人员,全钢模具通孔时间约10~20 min/ 副。
激光清洗能有效维持活络模精度长周期稳定,还能适用于弹簧气套模具(砂洗无法清洗)的清洗,模具维护成本显著降低。
2.2.5 工作站维护及服务
与其他自动化激光清洗设备需要定期更换(一般是1 次/ 年)固体碟片激光器中的光学镜片、激光晶体和空气清洁单元不同,工作站采用了免维护的全固态光纤激光器,无需任何光学元件,其中半导体泵浦光源的寿命宣称可达1.0×106h,稳定可靠。激光清洗头的运动采用了有较高IP 防护等级的成熟技术工业机器人。工作站整机的维护工作量较小,主要集中在两个方面:一是定期清洁激光清洗头光学系统和烟尘收集处理系统中的滤筒;二是对双工位旋转平台和移动防护罩的运动单元定期加注润滑油脂。这些均属常规日常维护,轮胎企业维护人员经过常规培训即可实施维保作业。较低的现场维保门槛不仅降低了工作站停机待保时间,更大幅降低了设备维保的备件、服务费用。
当工作站发生轮胎企业维护人员无法解决的设备故障时,厂商可在4 h 内予以快速响应,必要时派员24 h 内出发前往用户现场进行诊断、维修。用户无需将将设备或部件运回生产厂维修。
3 活络模激光清洗技术的发展方向
3.1 线下活络模激光清洗技术的优化与推广
线下活络模激光清洗技术应在现有自动化激光清洗技术的基础上进行个性化的改进、提高。一是要提高激光清洗的适应性。根据一些轮胎企业的清洗作业习惯与需求,开发既可以对活络模具花纹块进行整体组合清洗以节省拆模时间,又可以对打散后的活络模花纹块、侧板逐块进行全方位清洗的全能自动化激光清洗设备。二是要不断提高清洗效率。通过提高单脉冲激光能量、激光脉冲频率和光束扫描速度来缩短清洗时间。三是要进一步提高激光清洗设备的自动化、智能化水平,使激光智能清洗融入“ 工业4.0” 智能工厂体系相应模块,助力实现轮胎模具的全生命周期管理,减少模具投入、降低模具损耗、提高模具使用效率与产品外观质量及动均性能。四是要降低全自动激光清洗设备的购置成本和使用成本,提高国产化对主要进口部件的替代率,使全自动激光清洗设备进入更多的轮胎企业,为用户创造出更多的效益。
3.2 线上活络模激光自动化清洗设备的开发方向
线上活络模激光自动化清洗技术是全面替代目前模具传统干冰清洗的重大举措。该技术的研发突破,对打通轮胎行业线上活络模清洗通道,实现线上线下全过程的激光自动化清洗,以彻底解决二氧化碳排放的环境问题,并助力企业升级转型实现智慧化管理,具有非常重要的现实作用。
鉴于线上模具自动化清洗所面临的高温环境、激光清洗机难以接近工作区域、不同类型硫化机结构和多规格模具尺寸等复杂条件,有必要从下列几个方面进行研究攻关:
(1)耐高温激光清洗模组设计。激光清洗模组中的光学系统、清洗头运动系统、控制电子系统及其他辅助系统要有良好的耐热性能。可配备适宜的冷却系统保障激光清洗模组中的元器件零部件处于正常工作状态。
(2)线上模具激光清洗模组与模具的空间对接。激光清洗设备研发企业与轮胎制造企业及自动化物流设备开发公司进行紧密合作,开发地面巡游升高车或空中RGV 悬挂车将自动化激光清洗模组按要求送至预定的清洗位置。
(3)激光清洗模组与各规格模具的自适应对接。针对不同类型硫化机结构和各规格模具开发激光清洗模组与模具之间的自适应对接装置,使激光清洗模组轴心自动定位于模具的轴心。根据模具的材质、规格大小调整激光清洗头扫描参数和清洗工艺参数。
(4)激光清洗模组的小型化。受硫化车间现场场地和清洗位置的制约,线上自动化激光清洗设备必须在线下自动化激光清洗设备的基础上做小型化开发。将激光清洗头、清洗头运动系统、激光安全防护系统、烟尘抽除系统集成为激光清洗模组,同时将激光清洗模组与模具进行空间对接的自适应系统集成到一体。
4 结束语
综上所述,线下活络模自动化激光清洗替代传统砂洗方式技术的成功开发与应用,开创了国产化替代并超越进口设备的新纪元。随着该项技术的逐步升级与拓展,必将被越来越多的轮胎企业所采用。激光清洗设备研发企业更应顺势而为,通过和轮胎制造企业及物流自动化设备研发公司紧密合作,攻克线上活络模自动化激光清洗技术难关,助力轮胎企业实现线上线下全过程的激光自动化智能清洗,彻底解决干冰清洗方式其二氧化碳排放的环境问题,在振兴名族工业的征程上,做出新的历史性的应有贡献。
猜你喜欢
Digital Chinese Medicine(2021年2期)2022-01-19
轮胎工业(2021年10期)2021-12-24
学与玩(2021年5期)2021-07-30
散文诗(青年版)(2021年5期)2021-07-11
橡塑技术与装备(2018年2期)2018-02-19
小雪花·成长指南(2017年5期)2017-06-07
中国塑料(2016年5期)2016-04-16
锻压装备与制造技术(2015年4期)2015-07-01
天津职业技术师范大学学报(2014年1期)2014-07-20
