倍力曼MST-H9-6-15HS2 压力蒸汽灭菌炉故障维修三例
2023-02-28 06:19:14陈建勤
医疗装备 2023年3期
陈建勤
东莞市长安医院设备股 (广东东莞 523000)
压力蒸汽灭菌炉是利用饱和蒸汽对医疗仪器及物品进行迅速而可靠消毒灭菌的设备。相较于其他的医疗设备,压力蒸汽灭菌炉在医疗机构中应用广泛,其性能直接影响医院医疗仪器及物品的灭菌质量。本文总结了工作中遇到的3例倍力曼MST-H9-6-15HS2压力蒸汽灭菌炉故障的维修情况,以供参考。
1 故障一
1.1 故障现象
压力蒸汽灭菌炉运行中报警“起步超时循环失败故障”,循环中断停止工作。故障代码显示“代码9:Too long in step(步骤超时)”,即程序运行步骤超出设定时间。
1.2 故障分析
倍力曼MST-H9-6-15HS2压力蒸汽灭菌炉的灭菌循环过程(图1)如下:首先,经过3次脉动真空后再对腔体持续加注高温高压蒸汽,当温度升至134 ℃时开始灭菌,经过持续5 min 的灭菌后进入干燥程序,最后回充过滤空气,灭菌结束。可见,灭菌循环过程的起步阶段是3次脉动真空,而起步时间过长可能是由于真空度达不到启动要求,因此初步判断故障是由真空度相关部件(进水管道过滤器、蒸汽疏水器、冷却水供水压力、灭菌炉前后门及真空泵等)故障造成。
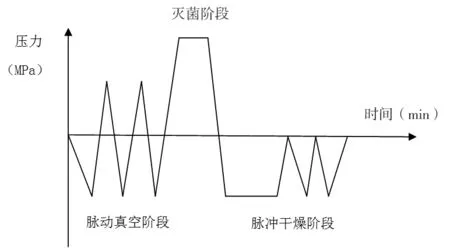
图1 压力蒸汽灭菌循环过程
1.3 故障维修
(1)进水管道过滤器:拆开进水管道连接的单向阀过滤器,未发现堵塞和杂物堆积。(2)蒸汽疏水器:听蒸汽疏水器疏水的声音,可听到一闭一合有节律的疏水声,判断疏水器工作正常;关闭蒸汽开关后,拆开疏水器顶盖,发现内部阀门闭合严密,手动拨动阀板无阻力,判断疏水器正常。(3)冷却水供水压力:灭菌过程中,冷却水供水压力保持在3.5 bar 左右,在正常范围(3.0~4.0 bar)内。(4)灭菌炉前后门:检查气源压力在正常范围(5~7 bar)内波动,用手感受未发现压缩空气管路有漏气现象,检查灭菌炉前后门门槽正常充气且充气压力为3.0 bar,门封密闭性完好,前后门关闭完好。(5)真空泵:用手触摸真空泵电机外壳温度正常,用万用表电压挡测量三相电源(AC 380 V/50 Hz)显示正常,但测量真空泵电机进线端发现电源缺相,考虑中段电源连接器件故障;打开设备主机的电路保护板,查看电机过载保护器Q162(图2)发现过载开关跳闸,测量电机线圈对地阻值正常,可排除电机故障;复位过载开关并通电试机,真空泵再次正常工作,但数分钟偶发电流突然升高至13 A 左右跳动;仔细检查电机控制接触器K615(图3)的每个触点,发现有触点被腐蚀变黑,判定电机接触器损坏;更换K615后,重新开启设备,灭菌程序运行正常,确认故障是由于真空泵控制接触器频繁跳动,导致触点打火腐蚀,引起接触不良、电源缺相而引发。
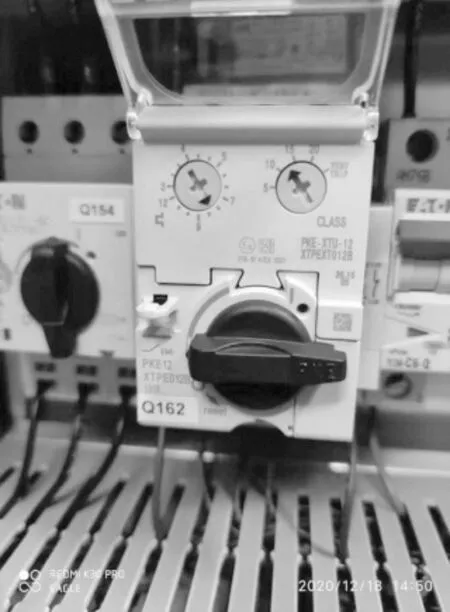
图2 电机过载保护器Q162

图3 电机控制接触器K615
1.4 小结
根据维修经验,真空度不达标多与真空泵相关。因此,平时要做好真空泵的维护工作:若真空泵长期停用应放尽泵内的水,以防生锈;使用前应先用手盘动泵的带轮数圈,然后方可通电启动;定期检查电机是否缺相,定期用钳形电流表检查电机电流值,电流不得超过电机额定电流;真空泵在运行的过程中若出现噪声(撕裂声),说明此时泵工作在极限真空下,应及时观察真空度数据,避免真空泵损坏;真空泵连接控制器因频繁闭合跳动,其触点容易打火腐蚀引起接触不良,保养时应查看触点情况并及时更换。
2 故障二
2.1 故障现象
压力蒸汽灭菌炉报警“停机,灭菌失败”。设备在重新启动灭菌程序后,仍不能正常运行。查看灭菌炉记录报警信息为“代码22:Undertemperature T1(腔体温度T1 低温故障,即在灭菌阶段腔体温度低于设定值)”和“代码33:Steam pressure low(蒸汽压力低故障,即蒸汽供应压力低于设定值)”。
2.2 故障分析
饱和蒸汽是指饱和状态下的蒸汽,且其蒸汽压力和温度呈对应关系。饱和蒸汽的蒸汽压力是指,在密闭条件中一定温度下与液体处于平衡状态的蒸汽所具有的压力,蒸汽压力随着温度的升高而升高。饱和蒸汽温度与压力对照表见表1。
由表1可知,灭菌炉的灭菌温度与蒸汽压力息息相关。因此,腔体温度T1低温故障反映的是蒸汽压力达不到对应要求,而蒸汽压力低更是直接指向蒸汽供应压力存在问题。根据经验,针对蒸汽供应压力低,应逐一排查蒸汽整体供应压力、蒸汽调压减压阀、与减压阀相连的蒸汽疏水阀、腔体进气和排气的控制启动阀、压缩空气压力及蒸汽供应末端的疏水系统。
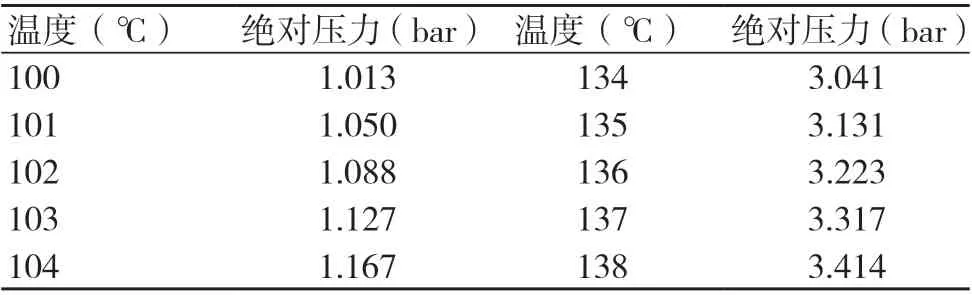
表1 饱和蒸汽温度与压力对照表
2.3 故障维修
(1)蒸汽整体供应压力:查看蒸汽整体供应压力表显示5.0 bar,在正常压力范围内。(2)蒸汽调压减压阀:经过蒸汽调压减压阀后压力表显示3.0 bar,正常。(3)与减压阀相连的蒸汽疏水阀:听疏水器的疏水声音,听到阀门一闭一合有节律地关闭,说明疏水器工作正常。(4)腔体进气和排气的控制启动阀:手动掰动腔体进气和排气的控制启动阀,能正常开启和关闭。(5)压缩空气压力:查看压力值为6.0 bar,正常。(6)开启消毒灭菌程序进行灭菌测试:开始3 次脉动真空正常,进入腔体升温升压阶段,压力蒸汽持续注入腔体但温度升至130 ℃后停止上升,再次报警腔体温度T1 低温故障;检查蒸汽总压力降至4.0 bar,进入设备的蒸汽压力降至2.5 bar,可听到蒸汽持续经过疏水阀门的声音,怀疑蒸汽通过疏水阀门持续泄漏;迅速至消毒供应中心外部查看蒸汽外排管道情况,发现管道出口处有较大量的蒸汽排出,表明整体蒸汽不受阀门控制;返回灭菌炉旁,查听蒸汽快速流动声音,确定声音是经蒸汽供应末端的手动疏水阀处发出;用手扭动手动疏水阀门,发觉未完全闭合,导致蒸汽在持续使用时不能有效恒定供应;关紧手动疏水阀门,腔体温度升至134 ℃,进入灭菌程序,设备运行正常,故障排除。
2.4 小结
事后询问设备操作员,确认设备预热后未完全闭合手动疏水阀。该故障为人为操作原因造成的故障,是完全可以避免的。因此,为避免人为操作原因造成的故障,我们要制订完善的管理制度和设备操作指引,定期开展培训,使操作人员熟悉设备的各项操作步骤和相关注意事项,杜绝操作不规范造成的设备故障,保障设备的安全有效运行。
3 故障三
3.1 故障现象
消毒灭菌结束后,消毒物品包装外部湿润。
3.2 故障分析
外科无菌技术要求所有用于与外科手术区域接触的物品必须是无菌的。无菌供应物的其中1 个重要指标是“干燥状态”。湿润的材料会传播细菌,“潮湿状态”将会危及无菌物品的无菌性。导致湿包的原因包括灭菌包装材料问题、被灭菌的物品过大或过硬、装载方式不正确(包括包装的尺寸、密度或重量)导致装载过满、真空泵故障及空气泄漏、蒸汽含水分多、干燥时间不够。
3.3 故障维修
维修人员遵循先易后难的维修原则,首先从灭菌包装材料、被灭菌的物品和装载方式开始排除:查看装载物品为敷料包,用无纺布进行包装,符合要求;无过大和过硬的物品;用手插入包与包之间检查竖放间距,水平和垂直的距离较窄,在 1 cm 左右,判断消毒物品装载较满,不利于灭菌蒸汽的抽取,影响干燥效果;更换湿的包装后,重新摆放消毒物品,使水平和垂直的距离为 5 cm 左右;重新开启灭菌程序对物品进行消毒灭菌,结果湿包现象有所改善,但包装仍有少量水分残留。然后,排除真空泵故障及空气泄漏问题:选择“P4升温和测漏”程序,等待循环开始键变绿后开始运行升温测漏程序;升温测漏程序运行结束后,显示泄漏率为0.5 mbar/min,远低于规定的1.3 mbar/min,可排除真空泵和空气泄漏故障。最后,检查是否因蒸汽水分多、干燥时间不够引起,考虑到设备发生故障时正值1月,天气较寒冷,怀疑管道内的冷凝水较多,蒸汽含水过多导致湿包:进入程序参数调整界面,调节启动疏水阀开启时间并增加干燥时间;重新对同一批次物品进行消毒灭菌,湿包现象得到明显改善,包装无水分残留,消毒物品符合灭菌要求。
3.4 小结
湿包问题涉及多种原因,常见原因为装载方式不正确:包装的尺寸过大,密度或重量超标准。对此,可以根据厂家要求和消毒物品的情况制订正确的装载指引。摆放消毒物品时应注意:敷料包竖放、包与包之间以能竖放入手掌为宜,水平和垂直的距离应至少为5 cm;器械包平放、不能叠放(内有容器的器械包则开口朝下斜放);纸塑包侧放、留缝隙。此外,也要考虑天气情况对蒸汽饱和度的影响,及时调整疏水阀开启时间和干燥时间,以满足消毒灭菌的要求。
猜你喜欢
设备管理与维修(2022年21期)2022-12-28 07:34:32
水泵技术(2022年2期)2022-06-16 07:08:18
化工管理(2021年7期)2021-05-13 00:46:06
城市建设理论研究(电子版)(2021年3期)2021-05-06 09:22:00
设备管理与维修(2020年19期)2021-01-05 07:06:08
装备制造技术(2020年3期)2020-12-25 05:21:56
装备制造技术(2020年1期)2020-12-25 05:18:16
造纸信息(2019年7期)2019-09-10 11:33:18
橡塑技术与装备(2018年5期)2018-03-17 07:10:56
中国舰船研究(2015年2期)2015-02-10 06:45:55