煤气化粉煤加压输送系统优化研究
2023-02-27 02:04刘纪辰
河南化工 2023年1期
刘纪辰
(河南龙宇煤化工有限公司,河南 永城 476600)
1 粉煤加压输送工艺流程
龙宇煤化工有限公司煤气化装置采用原壳牌干煤粉气化技术,经过磨煤及干燥系统后,经合格的煤粉输送至煤粉贮仓V1201A/B中,通过重力作用进入煤粉锁斗V1204中,待煤粉锁斗V1204充满煤粉后,关闭其余所有的低压设备阀门。通过向V1204中冲入二氧化碳,使V1204压力升至与煤进料罐V1205压力相等,一旦煤进料罐V1205达到低料位,煤粉锁斗V1204与煤进料罐V1205下料阀将打开;待煤粉锁斗V1204下料完成后,煤粉锁斗V1204与煤进料罐V1205进行隔离,V1204将压力分3次泄至粉煤贮仓过滤器S1201A/B中,粉煤经过滤器过滤后进入煤粉贮仓V1201A/B中,二氧化碳气体排放到大气中。煤进料罐V1205内温度为80 ℃,压力为4.5MPa的煤粉在煤循环/给料程序13KS0011/12/13/14的控制下,经过计量和调节后分别进入烧嘴。当煤粉循环时,通过减压管减压,返回至粉煤贮仓。煤进料管的压力通过12PDICYA0128/0228分程控制在与气化炉压力成比例,压力低时通过12PV0128A/0228A补入氮气,压力高时通过12PV0128B/0228B放空至布袋过滤器S1201A/B中。
2 粉煤加压输送系统存在的问题
2.1 布袋过滤器S1201A/B粉煤堵塞、结块影响系统运行
粉煤加压输送系统工艺流程见图1。
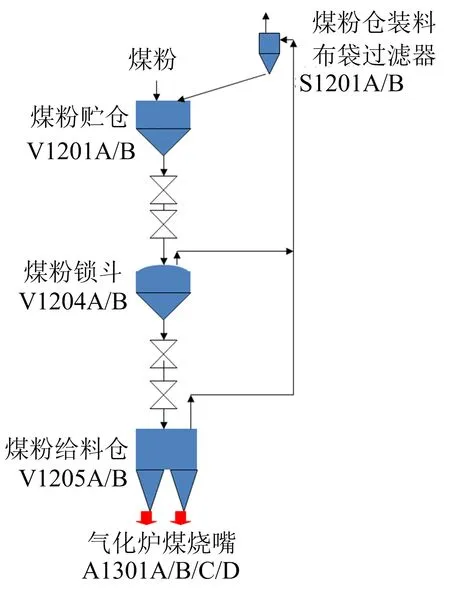
图1 粉煤加压输送系统工艺流程
在系统运行过程中,由于煤粉加压系统的载气为二氧化碳气体,4.5 MPa的二氧化碳气体排放至常压设备布袋过滤器S1201中,吸收了S1201空间内大量的热量,使布袋过滤器S1201中的温度降低,导致煤粉出现板结、潮湿等问题,造成S1201下料困难,料位堆积,长时间不处理会导致S1201料位堆积,严重时导致煤气化装置被迫停车。
2.2 煤粉锁斗V1204充气锥破损、笛管脱落
煤粉锁斗V1204内部充压由4根长度2.5 m的笛管组件组成,底部充气锥为原烧结金属原件。在正常运行过程中,运行时间超过100天后,频繁出现V1204下料不畅,笛管脱落导致堵住V1205下料口,气化装置出现被迫停车、充气锥破损等问题。
2.3 煤粉锁斗V1204泄压管线磨损泄漏
由于煤粉锁斗V1204泄压分三步泄压,原泄压管线设计为V1204泄压出口延伸5 m左右竖管,之后由三路斜管与竖管焊接分三路进行泄压。由于V1204在泄压过程中可能挟带少量煤粉,在泄压过程中对泄压管线出现冲刷,经常出现竖管与斜管连接处磨损泄漏,泄漏后需进行在线泄压补焊,导致煤粉下料不及时,气化炉负荷被迫降低。
3 粉煤加压输送系统优化改造
3.1 布袋过滤器S1201A/B工艺优化
①S1201锥体的伴热热源由0.7 MPa低压蒸汽改为5.0 MPa中压蒸汽,提高设备本体温度。S1201锥底至X1205直管段的伴热热源由电伴热改为中压蒸汽伴热。②取消动设备X1206旋转给料机,在S1201下料口处一处带盲板的斜三通及杂物、煤块清除手孔,便于堵塞后及时进行清堵。③在X1205至V1201的下料管线及V1201与S1201平衡管线分别加设低压氮气流化吹扫管线,防止下料管线及平衡管线堵塞。④新增低压氮气换热器,对S1201AB、S1103AB反吹气,对X1205AB吹扫气,V1201AB底部流化气进行加热,使低压氮气温度控制在80 ℃左右,以提高S1201内部温度。
3.2 煤粉锁斗V1204优化改造
①V1204充压过程中,降低V1204充压阀门12PV0102的开度,防止大量气体进入,造成笛管的振动,12PV0102的开度,最大开度至35%。②在12PV0102主路管线上增加旁路,正常运行时旁路微开,保证有气通过,防止出现煤粉倒入到笛管中。③对V1204内部充气笛管进行改造,将V1204内部笛管的长度由原来的2.5 m减短至1 m,将笛管充气管上孔径扩大到Φ5 mm,在上下笛管的两段各开4个Φ10 mm的孔径,确保充压时笛管与V1204压差保持均衡,防止笛管损坏。④将V1204充气锥改为多孔板式,使用304钢板制作多孔板式充气锥,先在多孔板上钻Φ4 mm的孔,孔与孔之间的孔距为14 mm,孔和孔之间以三角形的形式进行排列,与充气锥本体焊接处25 mm的范围内不允许转孔,以保证多孔板的强度,防止其充压时损坏。⑤新增V1204充压气体二氧化碳过滤器,对二氧化碳压缩机来的二氧化碳气体中的油分进行过滤,防止二氧化碳气体中的油进入V1204,与煤粉接触堵塞充气锥和笛管,造成压差过高,损坏充气锥和笛管。
3.3 煤粉锁斗V1204泄压管线优化改造
将煤粉锁斗V1204原泄压管线45°斜三通改成90°等径三通,并将管道壁厚由原12 mm改为16 mm。
4 改造后运行效果
①通过将布袋过滤器S1201伴热由低压蒸汽改为中压蒸汽,增加氮气流化,提高低压氮气温度等措施,将S1201内部温度保持在80 ℃以上,解决了煤粉锁斗V1204泄压时造成S1201内部温度低煤粉结块堵塞问题。②对煤粉锁斗笛管和充气锥改造,有效地解决了充气锥、笛管易损坏问题,保障了煤粉加压输送系统下料的稳定运行,为煤线的稳定运行打下了较好的基础。同时,下料的顺畅减少了操作工的反复排堵,频繁的阀门动作,延长了阀门的使用寿命。③通过对煤粉锁斗V1204泄压管线改造后,解决了煤粉锁斗泄压管线频繁泄漏的问题,自改造以来已连续运行超过1 000天未出现泄漏。
5 结语
粉煤加压输送系统是干粉煤气化装置长周期稳定运行的基础,通过对粉煤加压输送系统的优化改造,保障了粉煤加压输送系统的稳定运行,为煤气化装置长周期稳定运行打下了坚实的基础。同时,现场操作人员不需每天处理S1201堵塞的问题,极大地减少了现场操作人员的劳动工作强度,改善了现场的工作环境。
猜你喜欢
山东冶金(2022年4期)2022-09-14
氮肥与合成气(2022年6期)2022-06-20
氮肥与合成气(2021年8期)2021-08-26
中氮肥(2018年4期)2018-01-30
中国新技术新产品(2017年22期)2017-10-30
科技视界(2016年27期)2017-03-14
科学与财富(2016年32期)2017-03-04
中国石油大学学报(自然科学版)(2015年2期)2015-11-10
能源(2015年8期)2015-05-26
中国工程咨询(2015年4期)2015-02-14