
S400 型残烟机烟丝回用工艺的优化与应用
2023-02-21 06:08:30孙科雷龚剑强徐荣华姚科东朱群晓徐栋炯
烟草科技 2023年1期
徐 敏,章 敏,孙科雷,龚剑强,高 杰,徐荣华,姚科东,郑 超,林 斌,朱群晓,徐栋炯
浙江中烟工业有限责任公司宁波卷烟厂,浙江省宁波市奉化经济开发区葭浦西路2001 号 315040
在卷烟卷接包生产过程中产生的残烟支一般作为生产废品处置,或采用残烟机对残烟支进行辅材(卷烟纸、滤嘴等)分离后得到回用烟丝用于加工再造烟叶[1-2]。近年来,随着卷烟产品结构升级和烟叶价格上涨,回用烟丝成为卷烟企业减少烟丝消耗、降低生产成本的途径之一。但在烟丝回收过程中发现,回用烟丝通常存在出丝率和整丝率低以及含有较多杂物(如胶块、卷烟纸片、爆珠、塑料和滤嘴丝束等)等问题。针对此,张冬芹等[3]对FY37 型残烟机进行改造并优化了工艺参数,提高了多种牌号残烟支的出丝率;李成刚等[4]对S400 型残烟机的输送机频率、I 级风机频率、Ⅱ级风机频率等关键参数进行优化,提高了烟丝回收率;侯志龙等[5]对S400型残烟机的增温增湿系统和分离系统进行改进,提高了烟丝回收率和整丝率。但对于如何解决回用烟丝含杂问题的研究则鲜见报道。为此,对S400型残烟机烟丝回用工艺流程进行分析,通过增加振动筛分机[6]、风选风送系统[7]和烟丝精选机[8]等设备实现胶块、纸片等杂物的有效剔除,以期提高回用烟丝纯净度,进一步完善烟丝回用工艺流程。
1 问题分析
1.1 工艺流程
S400 型残烟机处理能力为400 kg/h。如图1 所示,残烟支被翻箱机(1)翻入自动提升喂料机(2)后进入生产线,物料流量由计量管(3)和输送带(4)的输送频率控制;烟支在计量管底部被蒸汽软化后由输送带送入两级轻重分离器(5),其中大片卷烟纸、滤棒等烟支辅材被剥离后直接进入纸棒压块机(8)进行压块处理,含有小片卷烟纸等较小杂物的烟丝则被送入分离振槽(6);振槽上方设置有多个鸭嘴状负压剔除口可以将小纸片吸走,筛选出的烟丝经输送机(7)进入回用烟丝装箱系统;除尘器(9)上的3 个除尘模块分别连接一、二级轻重分离器和分离振槽,集中处理烟灰烟末。
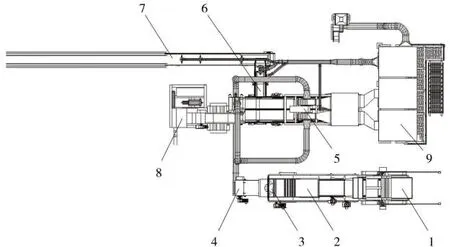
图1 改进前S400型残烟机设备布局图Fig.1 Layout of S400 tobacco reclaimer before modification
1.2 存在问题
现行工艺标准要求回用烟丝中小纸片(<5 mm)含量≤1片/500 g,无大纸片(≥5 mm)和胶块、爆珠、塑料、滤嘴丝束等杂物[9]。但实际生产中发现,经S400型残烟机处理后得到的回用烟丝纯净度较差,含有胶块、纸片等杂物,尤其是小纸片含量较高,只能回掺在低档牌号卷烟中,回掺烟丝使用范围窄、比例低。
2 改进方法
参照宁波卷烟厂制丝生产线的工艺布局,对S400型残烟机进行设备和工艺改进。改进后回用烟丝设备布局如图2所示:①在自动提升喂料机后增加一台三层振动筛分机(徐州众凯机电设备制造有限公司),实现对初级杂物的分离并筛选出回用烟支;②在两级轻重分离器后增加一套风选风送系统(徐州众凯机电设备制造有限公司),实现对胶块等较重杂物的分离和剔除;③在自动装箱前增加两台串联的WTS-I 型烟丝精选机(南京文采科技有限公司),实现对回用烟丝中纸片和纤维等杂物的剔除。优化后烟丝回用工艺流程见图3。
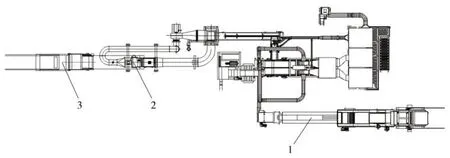
图2 改进后回用烟丝生产线设备布局示意图Fig.2 Schematic diagram of equipment layout of tobacco reclaiming after modification

图3 优化后烟丝回用工艺流程图Fig.3 Flow chart of tobacco reclaiming process after optimization
2.1 三层振动筛分机
如图4 所示:①物料进入三层振动筛分机后,较大杂物先被上层筛选机构(1)筛出并经出口(5)剔除进入杂物收集车,残烟支、细小杂物及烟末则进入中层筛选机构(2);②残烟支被中层筛选机构筛出后经出口(7)进入两级轻重分离器,细小杂物及烟末则落入底层筛选机构(3),经烟末出料口(4)被输送至除尘房。上层筛选机构采用不锈钢菱形横档设计,因残烟支最大直径为7.8 mm[10]且残烟支破损弯折处较多,确定横档间隙为10 mm;由于回用烟丝与加香前烟丝组分配方、烟丝宽度等参数基本一致,且中层筛网与加香前振筛筛网的功能相同(均为筛除1.0 mm以下的细小烟末、烟灰及杂质),因此确定中层筛网网孔大小与加香前振筛筛网一致,均为1.0 mm(18目)。
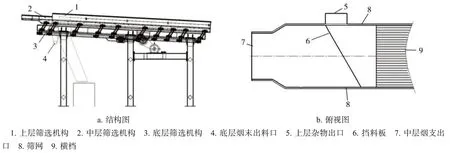
图4 三层振动筛分机结构示意图Fig.4 Schematic diagram of structure of three-layer vibration screen
2.2 风选风送系统
如图5 所示,在风选风送系统中,含有胶块等较重杂物的回用烟丝被抛料器(1)抛入风选箱体(2)中,回用烟丝因沉降速度较小而进入上方风送管路(3)并经沉降式落料器(4)排出;胶块、梗签等杂物因沉降速度较大而下沉,由振筛(10)输送至胶块出口(9)排出;系统中气流通过循环风管(5)和循环风机(6)实现循环输送,利用稳压箱(8)进行气压调节,含尘气体经除尘管路(7)被输送至除尘房。为有效剔除杂物并减少烟丝误剔量,参考文献[11]的方法确定风管风速:①将风速检测点设置在设备上方的风送管路进风段,结合风机转速(1 461 r/min)和风管箱体尺寸(600 mm×220 mm),计算得到系统内部的理论气流速度范围为5~10 m/s;②采用在回用烟丝中人工掺杂胶块的方式进行模拟试验(烟丝流量400 kg/h,每批次烟丝100 kg,掺杂胶块10块),调节风送速度,根据公式(1)和(2)计算有效剔除率和误剔率。由图6 可见,当风管风速达到7.0~7.5 m/s时,有效剔除率为90.7%~91.6%,误剔率为13.7%~14.5%,剔除杂物效果最佳。
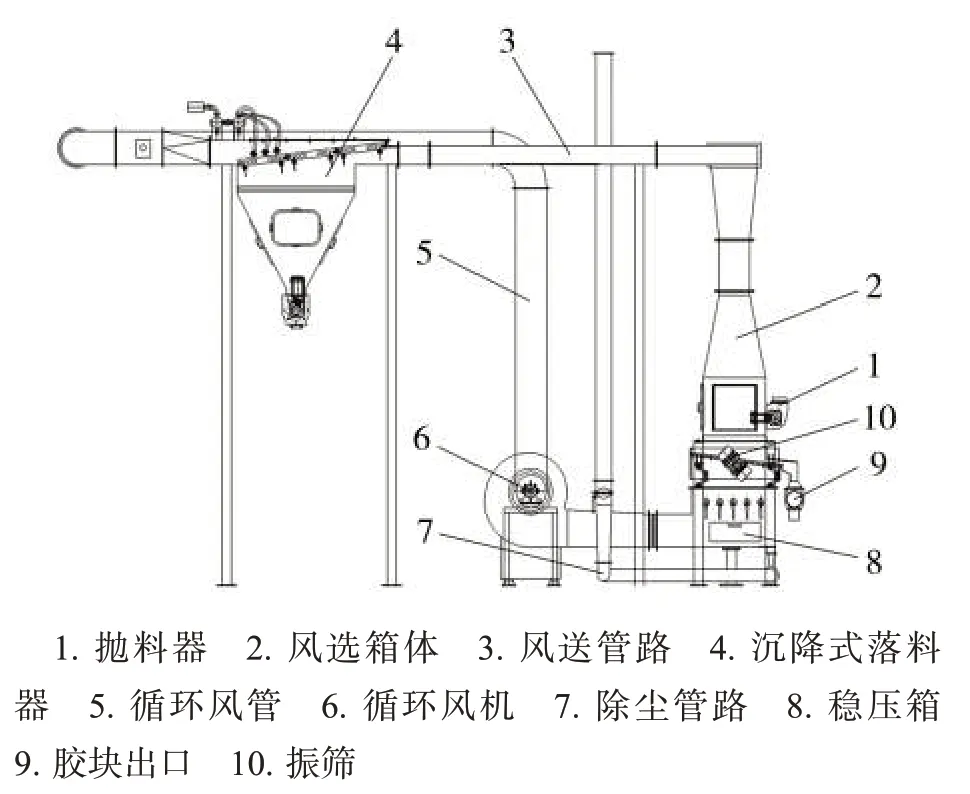
图5 风选风送系统结构示意图Fig.5 Structure of pneumatic separating and conveying system
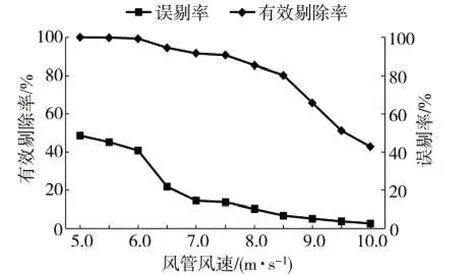
图6 不同风管风速下风选风送系统的有效剔除率和误剔率Fig.6 Effective rejection rate and false rejection rate of pneumatic separating and conveying system at different air velocities

式中:η1为有效剔除率,%;m1为剔除胶块数量,块;m2为人工掺杂胶块数量,块;η2为误剔率,%;M1为剔除烟丝质量,g;M2为人工投料烟丝质量,g。
2.3 烟丝精选机
采用WTS-I型烟丝精选机剔除回用烟丝中的杂物前,需要先对样本图像进行分类和标注,完成标准图像模块(包含正品库和异物库)的建立。如图7所示,启动烟丝精选机后,含有杂物(如黄色或棕褐色接装纸、粘连烟灰的胶块等)的回用烟丝被高速输送带(1)输送至图像采集位置,物料经LED 光源(3)照射和反光镜(6)反射后,由CCD 高速照相机(5)采集图像并将图像传送至高级图像处理控制器(7)[12];图像经FPGA(现场可编程逻辑门阵列)算法预处理(包括图像色彩及亮度的矫正)后被划分为若干像素,然后与计算机中存储的标准图像模块进行比较,进而判定杂物位置;剔除管理控制系统(2)接收到杂物信号并延时启动电磁阀,利用高速压缩空气将杂物剔除。

图7 WTS-I型烟丝精选机结构示意图Fig.7 Structure of WTS-I cut tobacco sorter
如图8 所示,为提高杂物的成像效果和对比度,采用光谱连续、波长覆盖广、显色指数高且稳定的线阵全光谱光源[13]代替普通的LED 光源,提升对杂物的识别能力;采用海鸥优化模糊C均值算法[14-15]对原有的智能算法进行优化,提高前期标注数据的容错率并实现多级迭代拟合,从而更加高效准确地确定杂物的聚类中心点位置。
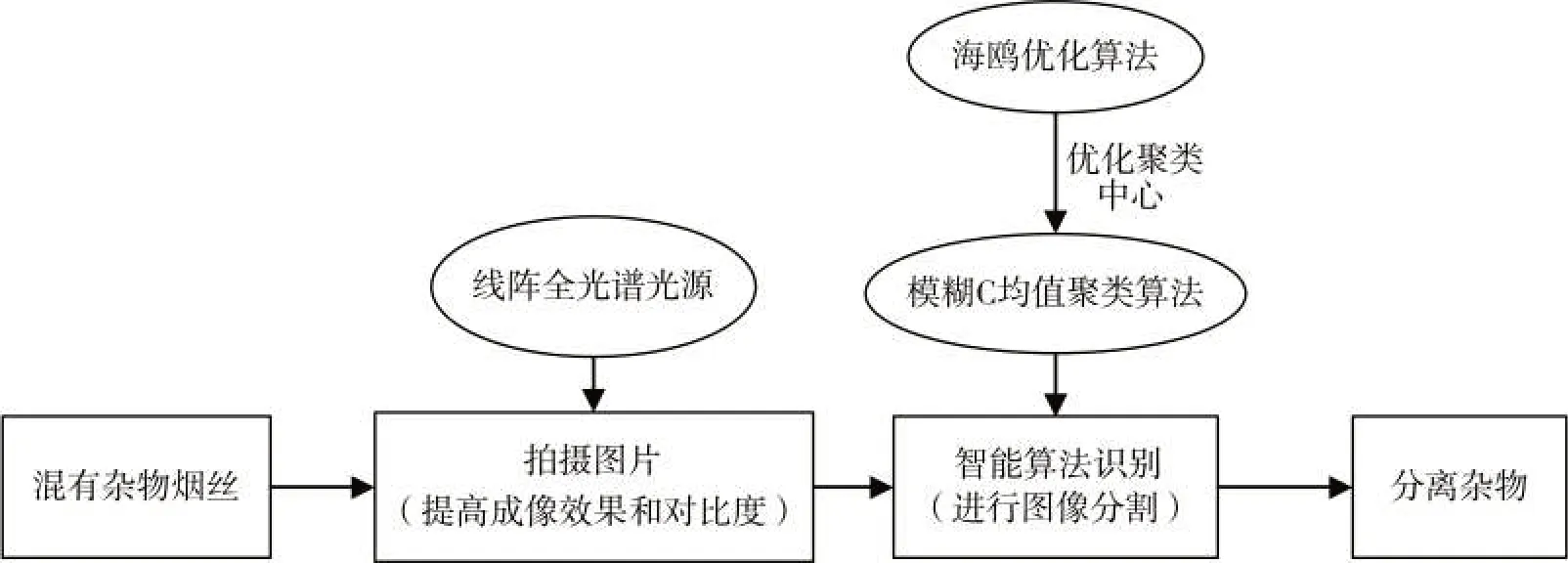
图8 改进后WTS-I型烟丝精选机杂物识别原理Fig.8 Principle of foreign matter identification of WTS-I cut tobacco sorter after modification
3 应用效果
3.1 实验设计
材料:“利群(阳光)”“利群(软金色阳光)”牌卷烟残烟支(浙江中烟工业有限责任公司宁波卷烟厂提供)。
设备:S400型残烟机(意大利GARBUIO公司);SB16001 型电子天平(精度0.000 1 kg,瑞士Mettler Toledo公司);PHH101型高温试验箱(广州五所环境仪器有限公司);YQ-3 型烟丝结构检测仪(精度0.01%,郑州嘉德机电科技有限公司);D61型填充测定仪(精度0.01 cm3/g,德国BORGWALDT公司)。
方法:采用改进前后的S400型残烟机(运行速度为400 kg/h)分别处理15批次(210 kg/批次)残烟支,所得回用烟丝每批次取2 个样品(每个样品1 kg 左右),根据文献[10]的方法检测烟丝工艺指标(装箱含水率、填充值、整丝率、碎丝率),利用人工挑拣并统计杂物含量(大纸片、小纸片以及其他杂物),取平均值。
3.2 数据分析
由表1 可见,改进后回用烟丝的整丝率、装箱含水率等指标与改进前基本一致,均符合生产工艺要求,回用烟丝品质未受到影响。由表2可见,改进后回用烟丝中未发现大纸片和商标纸、胶块、内衬纸、棉线等其他杂物,剔除率达到100%;小纸片含量由18.40 片/500 g 减少至 0.18 片/500 g,降幅达99.02%,有效提高了杂物剔除能力和回用烟丝纯净度。
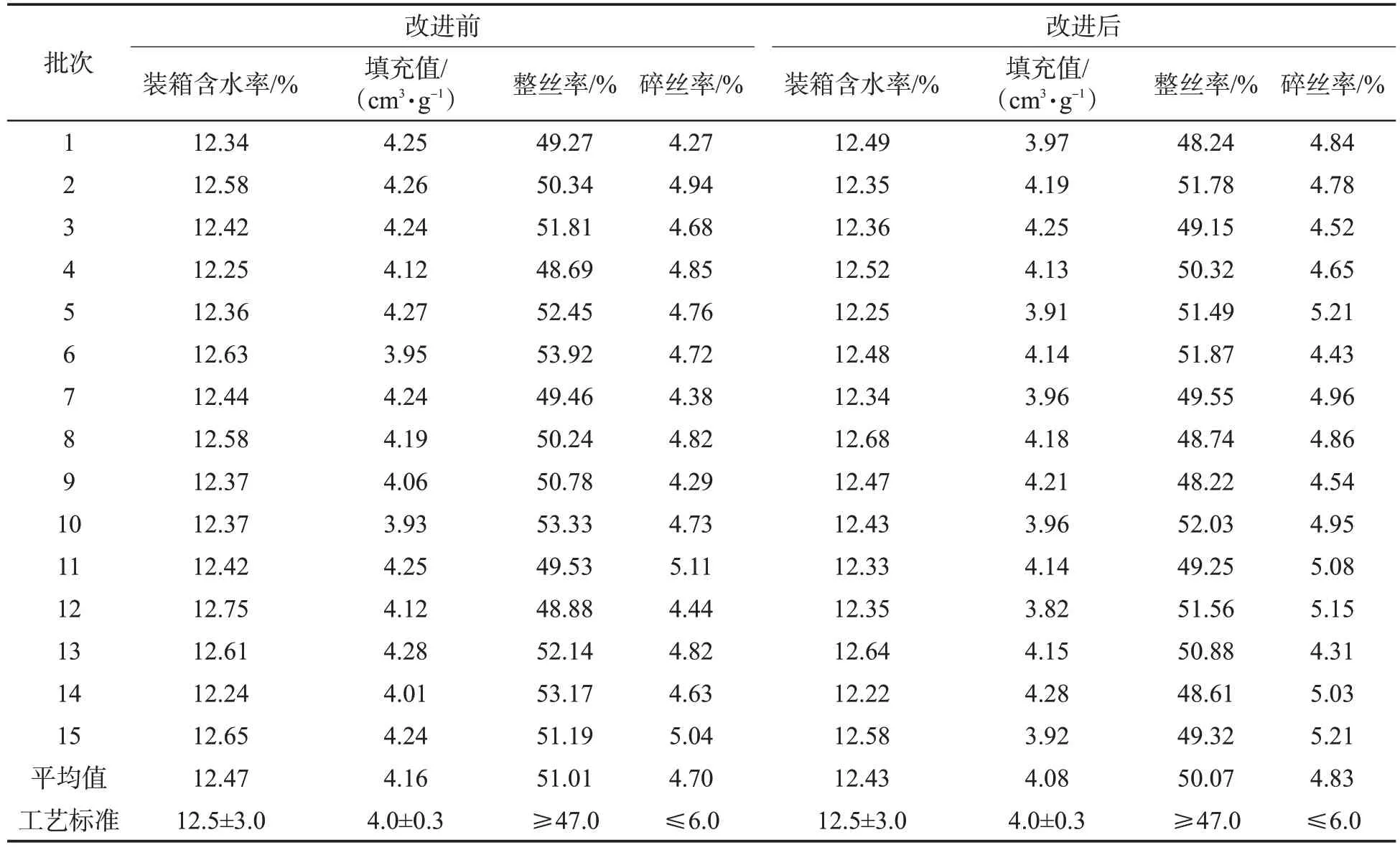
表1 改进前后回用烟丝工艺指标对比①Tab.1 Comparison of technical indexes of reclaimed tobacco before and after modification

表2 改进前后回用烟丝杂物含量对比Tab.2 Comparison of foreign matter content in reclaimed tobacco before and after modification

表2(续)
4 结论
基于S400 型残烟机处理残烟支的工艺流程和回用烟丝工艺标准,通过增加三层振动筛分机、风选风送系统和烟丝精选机对残烟机的处理工艺进行了优化。以宁波卷烟厂生产的“利群”牌卷烟所产生的残烟支为对象对S400 型残烟机进行测试,结果表明:改进后回用烟丝中未发现大纸片和其他杂物,小纸片含量为0.18 片/500 g,与改进前相比减少99.02%,且回用烟丝的填充值、整丝率、碎丝率等工艺指标未受到影响,有效提升了回用烟丝的回掺使用范围。该技术可在其他型号残烟机中推广应用。
猜你喜欢
选煤技术(2021年3期)2021-10-13 07:33:26
选煤技术(2021年6期)2021-04-19 12:22:04
科学与信息化(2021年6期)2021-01-04 08:40:53
石油化工建设(2020年1期)2020-08-24 07:01:58
设备管理与维修(2020年13期)2020-07-19 05:21:22
设备管理与维修(2019年11期)2019-10-25 06:46:06
设备管理与维修(2019年6期)2019-07-09 06:57:50
电子制作(2018年23期)2018-12-26 01:01:02
铁道通信信号(2018年9期)2018-11-10 03:26:44
电子制作(2017年16期)2018-01-30 07:15:14
