基于实时测量的等离子喷焊熔池温度对焊层组织性能的影响
2023-02-15 12:10李银华余斯亮
金属热处理 2023年1期
吴 勉,潘 邻,李银华,余斯亮
(武汉材料保护研究所有限公司 材料表面保护技术湖北省重点实验室,湖北 武汉 430030)
等离子喷焊是用焊接的方法将具有耐磨、耐蚀等特殊性能的合金粉末材料熔覆在基材表面的一种表面工程技术,具有成本低、材料利用率高、生产效率高等优点,广泛应用于机械、冶金、能源、航空航天、装备制造等诸多行业的关键件表面强化和再制造加工[1-2]。然而,等离子喷焊处理过程中经常出现喷焊层变形、开裂、未熔合等问题,这些现象与喷焊过程熔池温度密切相关[3];同时,等离子喷焊处理过程中温度控制不当,造成喷焊熔池的温差过大,也会影响喷焊层性能的均匀性,进而影响工件的性能。因此,研究喷焊过程熔池温度对喷焊层组织性能的影响对提升喷焊质量具有重要的意义,也为等离子喷焊过程实时监控技术开发打下基础[4-5]。
目前,等离子喷焊过程熔池温度变化一般根据人工观察熔液的流淌性来判断,在热输入量调整不及时的情况下,喷焊材料及基材温度容易过热,导致喷焊层性能存在明显差异。由于缺乏对等离子喷焊过程熔池温度的在线仪器监测,喷焊过程熔池温度存在依赖人工干预、自动化程度低等问题,在一定程度上限制了该技术的高质量发展[6-7]。由此可见,“等离子喷焊过程熔池温度的在线监测与实时调控”是推进等离子喷焊技术不断提高质量、扩大在诸如航空航天等[8]重点领域的深入应用必须解决的关键技术问题。因此,熔池温度的在线监测问题受到越来越多的关注,国内外已有不少学者对熔池温度在线监测进行了研究。产玉飞等[9]对熔池温度和尺寸监测的比例积分微分控制系统的原理进行了介绍,分析了金属增材制造过程在线监测面临的问题并展望了其前景;Abe等[10]研究了电弧定向能量沉积中层间温度对成形形貌的影响,结果表明较低的层间温度具有更稳定的加工质量。但是,熔池温度在线监测的研究主要集中在增材制造领域[11-15],等离子喷焊过程熔池温度在线监测的相关文献较少。为研究等离子喷焊过程熔池温度对喷焊层组织性能的影响,本文采用比色红外测温仪对喷焊过程熔池温度进行在线监测[16-18],选用CIT高速通讯测温软件记录喷焊过程的熔池温度曲线。利用扫描电镜和能谱分析仪对喷焊层的组织和成分变化进行检测,分析了喷焊过程熔池温度对喷焊层宏观形貌、组织成分和显微硬度的影响,为开展等离子喷焊过程实时监控技术研究提供支撑。
1 试验材料及方法
1.1 等离子喷焊层的制备
试验选用的基材为Q235钢,等离子喷焊粉材为镍基自熔性合金粉末Ni260FD,粉末粒度为53~150 μm,松装比为4.44 g/cm3,流动性为15.1 s/50 g,该粉末具有良好的耐热、耐磨、耐腐蚀、抗高温氧化等性能。Q235钢和镍基合金粉末的化学成分如表1所示。

表1 Q235钢和Ni260FD合金粉末的化学成分(质量分数,%)
将基材按照90 mm×40 mm×25 mm的规格进行切割,然后利用砂轮对基材表面进行打磨除锈,并用酒精进行除油预处理。采用自制PTA-400E4-ST型等离子喷焊机进行喷焊,等离子气、送粉气和保护气均采用高纯氩气(99.99%),喷焊电流分别采用70、110和150 A进行试验,其他工艺参数如表2所示。
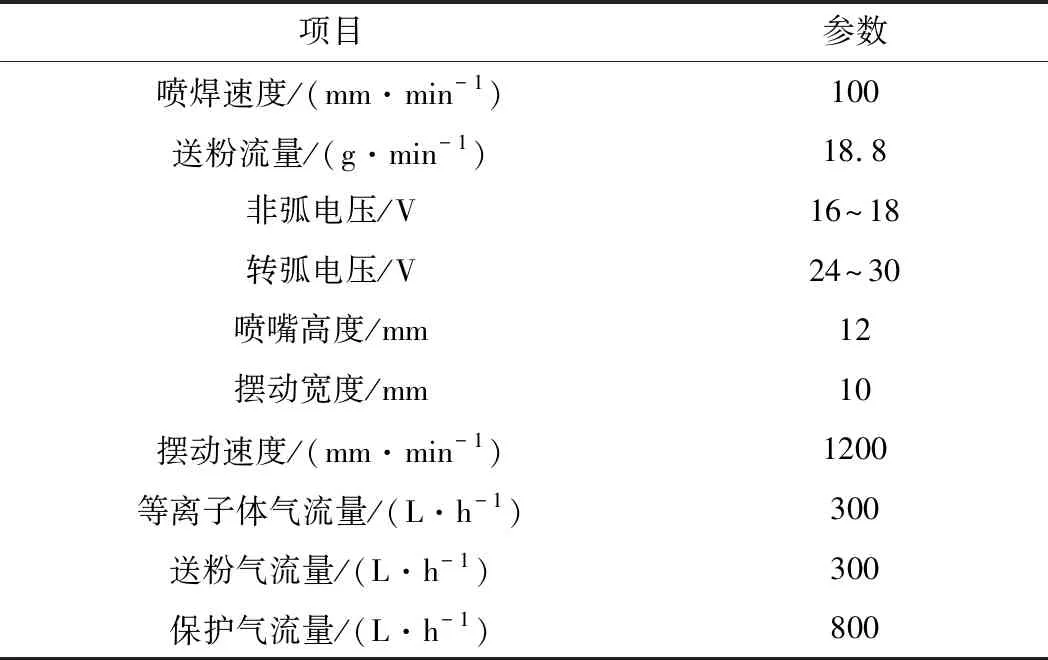
表2 等离子喷焊的工艺参数
1.2 等离子喷焊过程熔池温度实时监测系统的搭建
图1为搭建的等离子喷焊红外测温系统示意图,该在线监测系统利用CIT-1MD1C比色红外测温仪采集喷焊过程中的熔池温度,选用CIT高速通讯测温软件记录喷焊过程的熔池温度曲线,测温软件与红外测温仪通过RS485串口进行通信,比色红外测温仪量程为600~1600 ℃。试验过程中,将红外测温仪安装在喷焊枪支架上,保持红外测温仪与熔池的相对位置不变,同时也防止喷焊过程中红外测温仪出现晃动,具体位置如图1(b)所示,探头与熔池中心距离600 mm,与熔池中心竖直方向上的距离为335 mm。
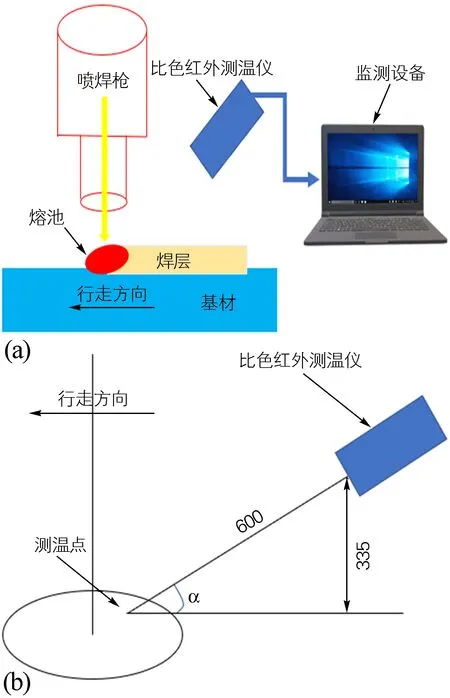
图1 等离子喷焊红外测温系统(a)及安装位置(b)示意图Fig.1 Schematic diagram of the infrared temperature measurement system(a) and the infrared thermometer location(b) for plasma spray welding
1.3 等离子喷焊试样检测方法
采用线切割沿平行于焊缝方向将试样沿中轴切成两块,再沿垂直焊缝方向截取尺寸为10 mm×10 mm×5 mm 的测试样品,分别用180、600、1000、2000号砂纸打磨、抛光、腐蚀(30 mL HNO3+3 mL HF,腐蚀时间10 s)后,采用JSM-6510LV型扫描电镜(SEM)和INCAx-actSN 57014型能谱分析仪(EDS)对喷焊层的组织和成分进行对比分析。采用HVS-1000A型显微硬度计测量喷焊层剖面的硬度梯度,以熔合线为分界线,由基材向喷焊层方向间隔取点,加载载荷为100 g,加载时间为15 s,每个位置至少测量4点,取其平均值。
2 试验结果与分析
2.1 等离子喷焊过程熔池温度与喷焊层的宏观形貌
图2为采用70 A和110 A喷焊电流时等离子喷焊熔池温度的在线监测曲线,通常将温度曲线一段的平均温度作为其实际温度。从图2中可以看出,由于喷焊开始阶段基材的快速升温导致熔池温度曲线的开始阶段有一个快速降低的过程,随后趋于平稳并逐步升高。对喷焊电流为70 A时熔池温度曲线求平均值可知,喷焊前段熔池平均温度为700 ℃,喷焊中段熔池平均温度为1050 ℃;对喷焊电流为110 A时熔池温度曲线求平均值可知,喷焊前段熔池平均温度为1050 ℃,喷焊中段熔池平均温度为1400 ℃,同一工艺试样前后熔池温度存在的温度差ΔT约为350 ℃。另外,喷焊电流为150 A时熔池温度超过了红外测温仪的量程(1600 ℃),未在图2中标示。
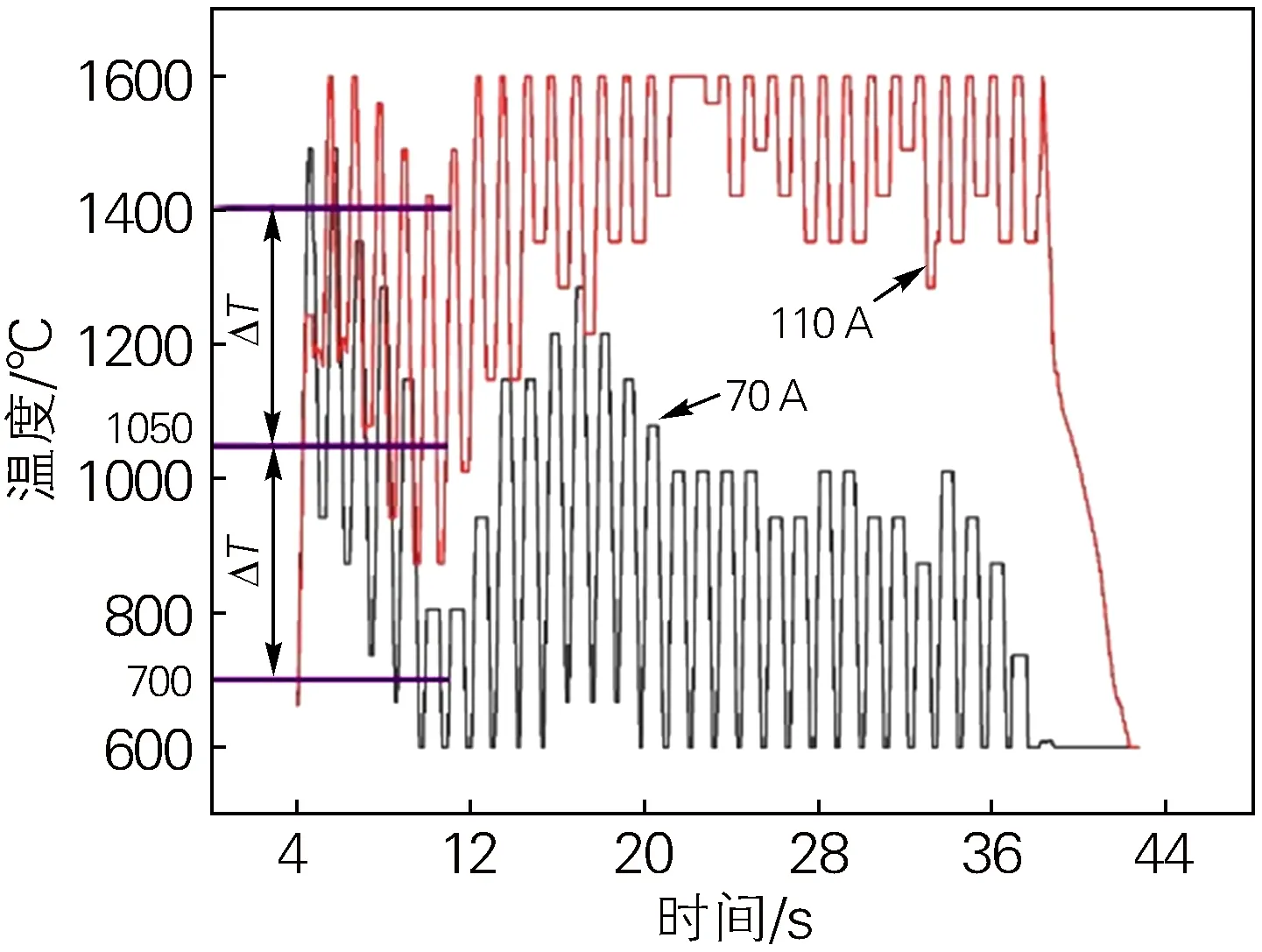
图2 不同等离子喷焊电流时等离子喷焊熔池温度的在线监测曲线Fig.2 On-line monitoring curves of the plasma spray welding pool temperature under different plasma spray currents

图3 不同等离子喷焊电流下喷焊层的宏观形貌Fig.3 Macro morphologies of the sprayed layer under different plasma spraying currents(a) 70 A; (b) 110 A; (c) 150 A
图3为不同等离子喷焊电流对应的喷焊层宏观形貌,可见喷焊层表面无气孔、裂纹等宏观缺陷。喷焊电流为70 A时熔池温度较低,热量输入不足,沉积层欠熔,试样表面凸起较多,出现“未熔透”现象。喷焊电流为150 A时熔池温度过高,焊道下凹并有咬边现象;喷焊电流为110 A时,获得的焊层较为理想。
2.2 等离子喷焊层过渡区的合金元素分析
等离子喷焊层大致可分为3个区域,即焊层近表面区、焊层中间区和焊层近熔合区[19]。熔焊时基材和焊层之间存在不同元素的相互扩散,稀释率指母材熔化后其元素混入等离子喷焊层的程度,是衡量等离子喷焊工艺的先进性和喷焊层质量优劣的重要指标[20]。所以,为保证喷焊层的性能,稀释率应控制在一定范围内。图4为不同等离子喷焊电流对应的喷焊层过渡区形貌及线扫描分析结果。从图4中可以看出,喷焊层近熔合区厚度由高到低分布为150、110和70 A。在等离子喷焊层过渡区出现有Ni和Fe的相互扩散,Fe从基体中扩散至喷焊层,而Ni从喷焊层向基体扩散的程度较低,Ni、Fe等元素从基体到等离子喷焊层的成分无突变,说明二者之间呈冶金结合。喷焊电流为70 A和110 A时,熔池温度低于1400 ℃,喷焊层熔合区较窄,Ni基喷焊层和基材交界处元素成分变化较陡,喷焊层的稀释率低;而喷焊电流为150 A时,熔池温度超过1600 ℃,喷焊过程熔池温度过热,喷焊层Cr、Ni元素烧损严重,喷焊层熔合区较宽,基体扩散至合金喷焊层中的Fe元素含量显著增加,并且扩散距离也较长[21]。
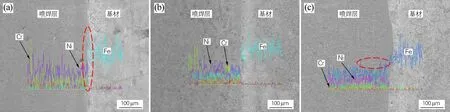
图4 中段等离子喷焊层过渡区的显微形貌及元素线扫描分析Fig.4 Micromorphologies and EDS line scan analysis of the transition zone of the plasma sprayed layer at middle zone(a) 70 A; (b) 110 A; (c) 150 A
2.3 等离子喷焊过程熔池温度对喷焊层组织成分的影响
等离子喷焊具有快热快冷的特点,喷焊层不均匀性较大,在喷焊材料液相成分相对稳定的情况下,形状控制因子G/R(G为温度梯度,R为凝固速率)对结晶形态起主导作用。等离子热源向前移动时,熔池内的凝固组织从底部开始向顶部生长,在熔池底部界面处,初始凝固速率R最小,趋近于零,而温度梯度G最大。同一横截面上,从熔池底部到表层,凝固速率R逐渐增大,温度梯度G逐渐减小,因此G/R值随着离熔池表层距离的减小而减小,近表面区和近熔合区由于液态成分起伏较大且冷却速度不同,出现了明显的组织梯度:近熔合区结合界面附近是枝状晶组织,焊层中间区是较粗大的枝状晶,近表面区是组织较为杂乱的细小枝状晶和等轴晶。
等离子喷焊电流为70 A时喷焊层的微观形貌和EDS成分分析如图5和表3所示。可以看出,喷焊层致密且与基材形成良好的冶金结合,喷焊层中主要含有Ni、Cr、Fe、Si等元素,基体相为γ-Ni固溶体,其余组成主要为Cr23C6、CrB、Cr2Ni3、Ni3Si等[22]。在喷焊层中间区和近表面区γ-Ni固溶体基体上分布着大量长条状结构(图5中B2和C2点)。由于喷焊电流为70 A时,喷焊过程中熔池温度较低,喷焊层在凝固过程中冷却速度较快,固溶体非平衡凝固时不同时刻结晶的固相成分不同,导致优先形成的树枝晶中高熔点Cr元素含量较高,而枝晶间熔点较低的Ni元素含量较高。基体中的Fe元素作为杂质元素扩散至喷焊层较少,熔池稀释率较低。喷焊电流为70 A时中段喷焊层的枝晶间(图5中B3点)中Ni元素含量较前段喷焊层(图5中B1点)偏低,这是由于随着喷焊过程熔池温度的升高,在析出相的形成过程中,各种元素富集程度低、相互扩散更加充分。此外,近熔合区(图5中A1点)生成了球状氧化物,这是由于喷焊过程熔池温度较低,扩散不充分,脱氧不完全造成的。

图6 前段(a~c)和中段(d~f)等离子喷焊层的微观形貌 (喷焊电流110 A)(a,d)近熔合区;(b,e)中间区;(c,f)近表面区Fig.6 Micromorphologies of the plasma sprayed layer in front zone(a-c) and middle zone(d-f) (spray welding current of 110 A)(a,d) near fusion zone; (b,e) at middle; (c,f) near surface
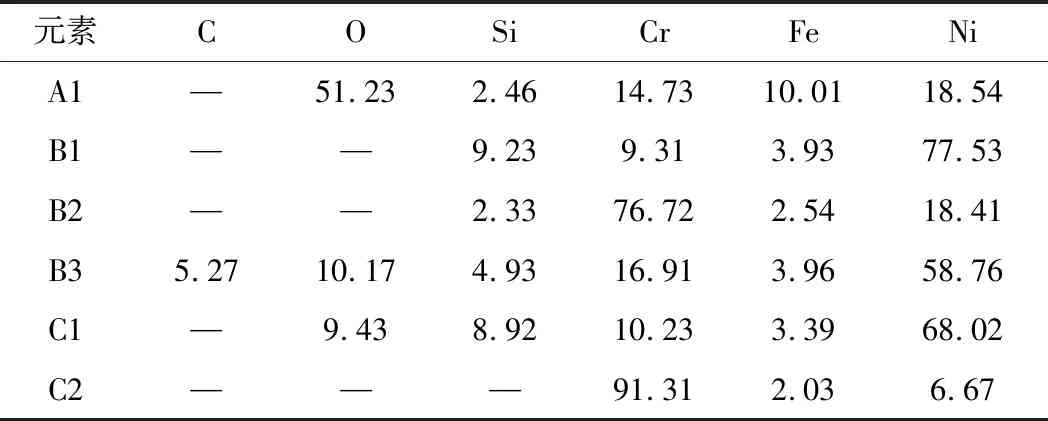
表3 图5中不同位置的EDS分析结果(原子分数,%)
等离子喷焊电流为110 A时喷焊层的微观形貌和EDS成分分析如图6和表4所示。B6和B7点为细小块状的硼化物,是由1222 ℃时发生共晶转变L→Cr2B+α(Cr)+γ(Ni)形成的。前段喷焊层的枝晶(图6中B4点)中Cr元素含量较中段喷焊层(图6中B8点)偏低,而分布在枝晶间(图6中B5点)的Ni元素含量较中段喷焊层(图6中B9点)偏高,这是由于喷焊熔池中同一微观区域内的结晶过程并不完全在同一时刻内完成,Cr、Ni元素在凝固结晶过程中来不及充分扩散,从而导致在不同区域形成的固溶体之间存在着成分差异,在组织上表现出不同程度的偏析。
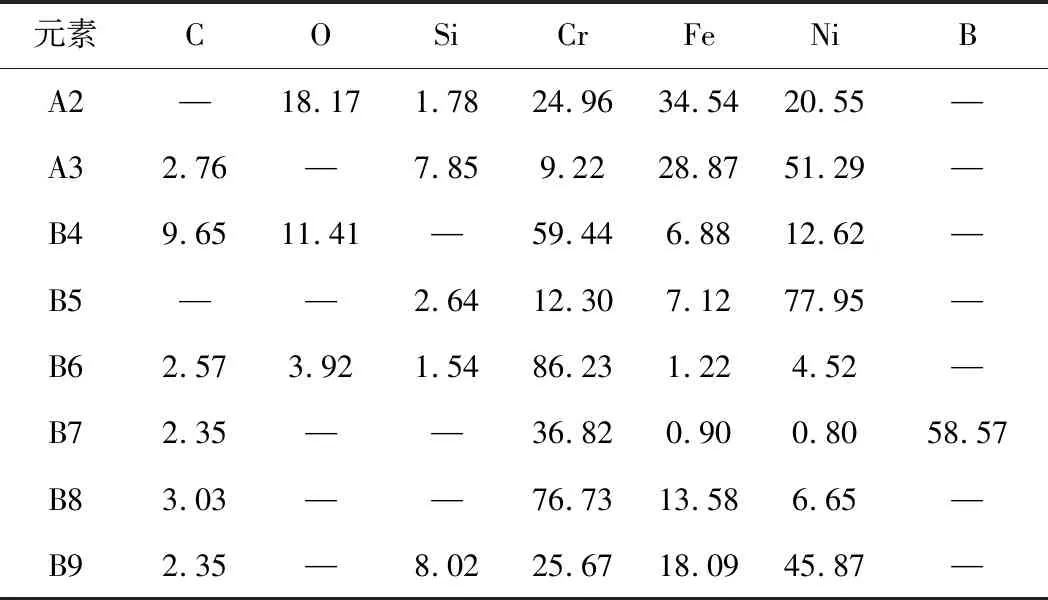
表4 图6中不同位置的EDS分析结果(原子分数,%)
将喷焊电流为110 A和70 A的喷焊层成分进行对比可以发现,随着喷焊过程熔池温度的升高,在析出相的形成过程中,各种元素富集程度降低、相互扩散更加充分。此外,喷焊过程中前段的熔池温度(1050 ℃)低于中段(1400 ℃),致使前段喷焊层(图6中A2点)近熔合区的氧含量较高,存在脱氧不完全的现象。
等离子喷焊电流为150 A时,喷焊层的微观形貌和EDS成分分析如图7和表5所示。由于喷焊过程中熔池温度较高,促使熔渣和气体上浮溢出,喷焊层中不存在氧化物夹杂,但也存在枝晶中富Cr(图7中B12点)而枝晶间富Ni (图7中B13点)的现象。此外,由于喷焊过程熔池温度较高,使得粉末的熔化率增加,造成喷焊层的稀释率增加,Cr、Ni元素烧损严重,基材中的Fe元素作为杂质元素大量进入喷焊层,严重影响喷焊层性能。

图7 前段(a~c)和中段(d~f)等离子喷焊层的微观形貌 (喷焊电流150 A)(a,d)近熔合区;(b,e)中间区;(c,f)近表面区Fig.7 Micromorphologies of the plasma sprayed layer in front zone(a-c) and middle zone(d-f) (spray welding current of 150 A)(a,d) near fusion zone; (b,e) at middle; (c,f) near surface

表5 图7中不同位置的EDS分析结果(原子分数,%)
综上所述,喷焊层在凝固过程中的冷却速度较快,固溶体非平衡凝固时不同时刻结晶的固相成分不同导致树枝晶中高熔点Cr元素含量较高,而枝晶间熔点较低的Ni元素含量较高。喷焊过程熔池温度较低容易引起近熔合区形成氧化物夹杂,随着喷焊过程熔池温度的升高,合金粉末的熔化率增加,引起喷焊层的稀释率增加,造成Cr、Ni元素烧损严重,基材中的Fe元素作为杂质元素大量进入喷焊层,严重影响喷焊层性能。因此喷焊过程熔池温度控制在1400 ℃左右时,喷焊层具有较好的组织与性能。
2.4 等离子喷焊过程熔池温度对喷焊层显微硬度的影响
图8为等离子喷焊层的显微硬度梯度曲线。由图8可以看出,基材显微硬度为(198±6) HV0.1,等离子喷焊层由表及里显微硬度总体呈下降趋势,喷焊层近熔合区显微硬度处于中间位置。当喷焊电流为70 A时,喷焊层硬度达到(690±33) HV0.1;当喷焊电流为110 A时,前段喷焊层(熔池温度1050 ℃)的显微硬度为(670±26) HV0.1,中段喷焊层(熔池温度1400 ℃)的显微硬度为(550±20) HV0.1,两部分差异明显;当喷焊电流为150 A时,喷焊层硬度为(475±18) HV0.1。通过对比可知,喷焊电流分别为70、110和150 A时对应的喷焊层显微硬度呈由高到低的趋势,即等离子喷焊熔池温度越高,喷焊层显微硬度越低。这是由于熔池温度较高时,基材中的Fe作为杂质元素大量进入喷焊层,使得喷焊层硬度梯度有所降低。
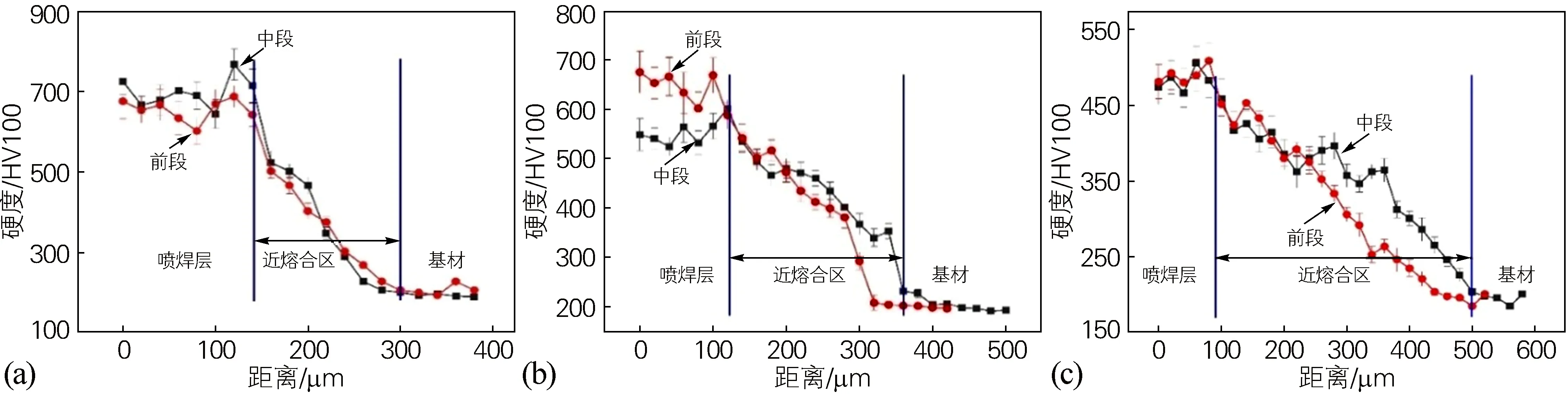
图8 不同等离子喷焊电流下喷焊层的显微硬度分布Fig.8 Microhardness distributions of the sprayed layer under different plasma spraying currents(a) 70 A; (b) 110 A; (c) 150 A
显微硬度在一定程度上能反映材料抵抗弹性变形、塑性变形或破坏的能力,通过对喷焊层的显微硬度进行测试,可以较好地评估其强度指标。等离子喷焊层近熔合区分布着的大量含硅镍铬固溶体γ相,Ni与γ相无限固溶形成固溶体,起到了固溶强化的作用;在焊层中间区,合金元素B、Si、Cr、Ni等易形成硬质相弥散分布在固溶体中,起到第二相强化作用;焊层中间区和近表面区弥散分布的细小点状碳化物及硼化物硬质相,使晶粒长大受到抑制。由于存在着大量的碳化物、硼化物等硬质相以及固溶强化、弥散强化和细晶强化的共同作用,喷焊层的显微硬度得到显著提升。
3 结论
1) 由于等离子喷焊开始阶段基材的快速升温导致熔池温度曲线在开始阶段有一个快速降低的过程,同一喷焊电流下试样前段和中段的熔池温度存在的温度差约为350 ℃。
2) 不同等离子喷焊电流下喷焊层表面无气孔、裂纹等宏观缺陷。喷焊电流为70 A时的熔池温度较低,热输入不足,沉积层欠熔,喷焊层表面凸起较多,出现未熔透现象;喷焊电流为150 A时的熔池温度过高,焊道下凹并有咬边现象;喷焊电流为110 A时的喷焊层较为理想。
3) 喷焊过程中将熔池温度控制在1400 ℃左右时,喷焊层具有较好的组织与性能。熔池温度较低容易引起近熔合区形成氧化物夹杂,熔池温度过高使得合金粉末的熔化率增加,引起喷焊层的稀释率增加,造成Cr、Ni元素烧损严重,基材中的Fe作为杂质元素大量进入喷焊层,严重影响喷焊层性能。
4) 喷焊电流不同所带来的熔池温度变化,对喷焊层显微硬度产生明显影响:喷焊层显微硬度随着电流的提高而降低。
猜你喜欢
今日农业(2022年16期)2022-11-09
红领巾·探索(2022年5期)2022-06-02
上海金属(2022年3期)2022-06-01
建材发展导向(2021年14期)2021-08-23
中华养生保健(2020年7期)2020-11-16
物理学报(2019年4期)2019-03-16
科技创新与品牌(2016年9期)2016-11-03
科技创新导报(2016年5期)2016-05-14
焊接(2016年10期)2016-02-27
焊接(2016年1期)2016-02-27