
拉环盖压盖设备常见故障解决措施
2022-12-19 02:23:48邹德志
酒·饮料技术装备 2022年6期
邹德志
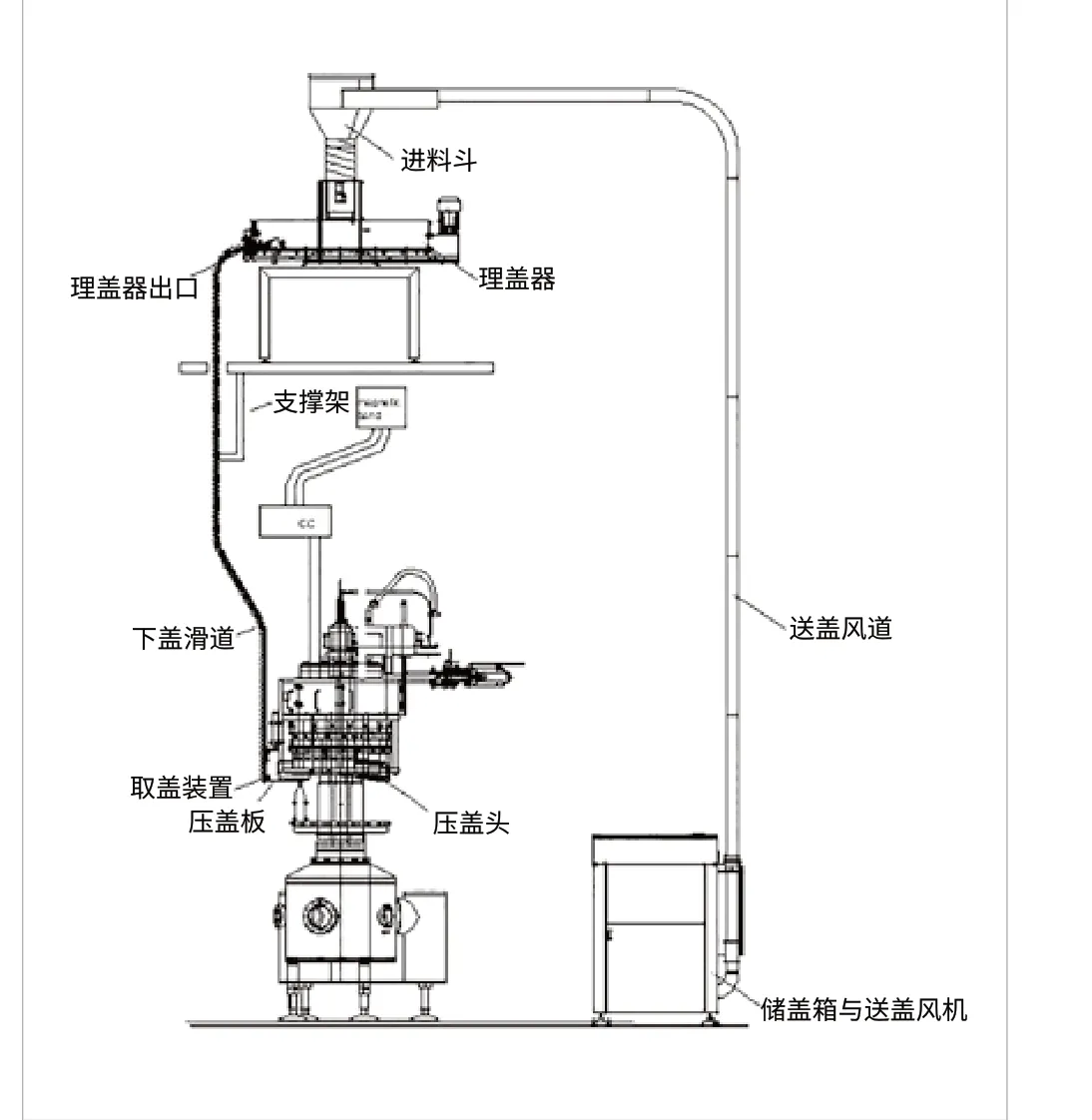
瓶装拉环压盖设备主要由:送盖风机、储盖箱、送盖风道、进料斗、理盖器、下盖滑道、取盖装置、压盖头、电气控制系统等构成。其工作原理是由风机将储盖箱内铝制拉环盖通过送盖风道吹入进料斗,进料斗通过光电开关控制盖子进入理盖器的速度,再由理盖器底部旋转电机在离心作用下朝同一方向进入下盖滑道,下盖滑道上高低位置有两个检测单元,高位置检测控制理盖器旋转电机启停,保证下盖滑道有盖;低位置监测灌装机的启停,起到缺盖停机的作用。瓶子取盖后有一块压盖板保护瓶盖不被啤酒泡沫顶掉,最后由压盖头完成压盖。
一、拉环盖的压盖标准和检测要求
珠江啤酒公司结合拉环盖的实际应用,在保障啤酒工艺质量与安全可靠的前提下,建立了拉环盖压盖标准和检测要求:1)压盖后封合面、波纹面清晰,间距合适;2)根据压盖机压盖头数量连续取一圈每个压盖头压出来的成品酒,要求成品盖100%通过标准量规,且小量规通过率0%,否则判定为不合格;3)成品瞬时耐压结果高于标准值为合格,若低于标准值,则需调整后再送样检测;4)拉环要贴紧瓶颈,不得翘起,拉环处刻线无损伤;5)压盖后瓶盖平整,不得有碰撞凹痕;6)成品酒经温瓶机出来,常温冷却后拉开不得有爆响、拉断拉环、未沿刻线开启等。
二、常见故障类型及原因分析与解决措施




现象
抽检成品酒,发现瞬时耐压不合格,过高或过低。
故障原因
1)盖机高度过高或过低。
2)压盖头异常。
解决措施
1)重新调整盖机的压盖高度。2)拆解有问题的压盖头,检查其内部的顶杆、卡爪、蝶形弹片、压盖弹簧是否正常。
三、总结
通常一种类型的故障可能是由不同原因导致。如何快速、准确找出故障原因,需要操作维修人员熟悉设备结构与运行原理。做好拉环盖压盖设备的日常维护和开机前检查是保证设备正常运行的必要条件,生产过程中定时抽检成品酒封盖质量,是杜绝封盖不合格批量缺陷的必要手段。
猜你喜欢
机械工程与自动化(2022年3期)2022-06-24 03:10:40
中国设备工程(2022年2期)2022-02-10 08:36:52
中华民居(2020年6期)2020-06-09 05:47:50
中学生数理化·七年级数学人教版(2019年12期)2019-05-21 02:53:46
婚姻与家庭·性情读本(2017年9期)2017-09-21 21:32:58
娃娃乐园·综合智能(2017年5期)2017-06-15 20:29:23
爆笑show(2015年11期)2015-12-17 19:29:37
中华手工(2014年11期)2014-12-03 03:55:20
鸭绿江(2013年12期)2013-03-11 19:42:09
轴承(2012年1期)2012-07-24 05:24:48
