基于灰色理论的钛合金介观尺度切削工艺参数优化
2022-12-11 02:37朱佳炜雷小宝张涛
制造业自动化 2022年11期
朱佳炜,雷小宝,张涛
(安徽大学 电气工程与自动化学院,合肥 230601)
0 引言
Ti6AL4V钛合金具有良好的机械性能,在航空航天、船舶制造领域有着较为广泛的应用[1~3]。但与传统切削加工相比,介观尺度切削加工在工件、刀具尺寸、切削力、表面质量和刀具磨损等方面都有别于传统切削加工。因此,常规尺寸的切削理论和分析思路并不完全适用于介观尺度的切削加工,必须对这些问题进行理论研究和建模分析,为实际加工和应用提供理论支持。
研究介观尺度下切削钛合金仿真,其切削参数对切削结果的影响是当前的一项热门研究课题,国内外学者在此方面也进行了相关的诸多研究,如纪少华等[4]采用四因素四水平的正交试验法进行钛合金铣削试验,并计算铣削力的极差值,建立钛合金工件切削经验公式,同时分析切削参数对铣削力的影响,以减小铣削力为优化目标得出各工艺参数。倪雪婷等[5]运用遗传算法等智能优化方法对钛合金高速铣削残余应力有限元分析并对切削速度、切削深度以及每齿进给量进行参数优化,结果表明利用预测模型得出的规律与仿真结果一致。同时正交实验法是一种研究多因素多水平实验的方法,根据Galois理论运用多组因素和水平构成多组实验并从中选择出最优的水平组合,因而正交实验法广泛应用于很多领域。如魏效玲等[6]通过正交实验对钛合金TC4的切削用量和刀具几何角度实现了优化设计,从中得到各切削因素中切削深度的影响程度最大;在刀具几何角度中,前角的影响程度最大,并最后确定的最优方案为切削速度150m/min、进给量0.1mm/r、切削深度0.1mm、前角10°、主偏角30°、刃倾角0°。基于灰色理论的分析方法在切削参数优化过程中的应用也越来越广泛。如覃孟扬等[7]基于灰色理论提出了一种切削参数多目标优化方法,实验结果表明,优化后的参数其加工质量及效率均高于未优化参数,灰色理论适用于切削加工的多目标优化。
本文运用切削仿真工具,通过正交实验方法研究钛合金介观尺度切削时,其主要工艺因素对切向力和进给力的影响,然后将切向力和进给力作为工艺目标,通过调节切削速度、切削深度和刀具负前角,得到不同工艺因素组合下的切削力,最后运用灰色理论作为衡量各因素关联程度的方法,进行切削工艺灰色关联度分析,分别进行单目标及多目标优化,确定了最佳切削参数,提高了钛合金介观尺度下的切削性能。
1 钛合金介观尺度切削机理
1.1 介观尺度切削
与宏观切削不同,在介观尺度切削过程中,因采用极小的进给量和切削厚度以及工件、刀具尺寸的减小会导致材料特性、成形机理及切削特性等方面表现出不同于宏观切削的切削特性,即出现尺度效应现象。在传统宏观切削过程中,切削深度较大,形成的切屑较明显,如图1所示,此时切削刃的钝圆半径对切屑的影响可忽略不计,即刀具通常被认为是绝对锋利的,被切削工件沿刀具前刀面流出形成切屑。而当切削用量减小至微米级时,介观尺度切削如图2所示,此时切削厚度与刀具钝圆半径相当,需考虑刃口钝圆半径对切削的影响,刀具以负前角切削工件,当切削深度大于最小切削厚度时有少量切屑沿前刀面流出。因此与宏观切削不同,在研究介观尺度切削时,必须考虑到其他因素对切削的影响,如刀具圆角半径、最小切削厚度等。
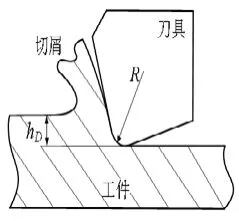
图1 宏观切削形成切屑示意图

图2 介观切削形成切屑示意图
1.2 介观尺度切削本构关系
切削加工是切削与工件材料分离的过程,因介观尺度切削的厚度较小,使得切削力、表面质量和刀具磨损等方面都不同于宏观切削。同时因介观尺度切削具有尺度效应特征,用传统宏观本构关系无法全面正确描述,故需在宏观本构模型基础上,建立介观尺度下描述材料特性的本构关系。传统宏观本构关系Johnson-Cook(JC)模型,是切削仿真最常用的本构关系,该模型考虑到应变、应变率和温度特性,对宏观尺度切削仿真有重要影响,其表达式为:

式(1)中:A、B、C、m和n为待定参数,可以通过实验拟合得到。
在传统JC模型的基础上,采用应变梯度理论引入尺度变量,以描述介观尺度下材料力学特性和尺度效应。修正后的介观尺度切削本构关系表达如下:
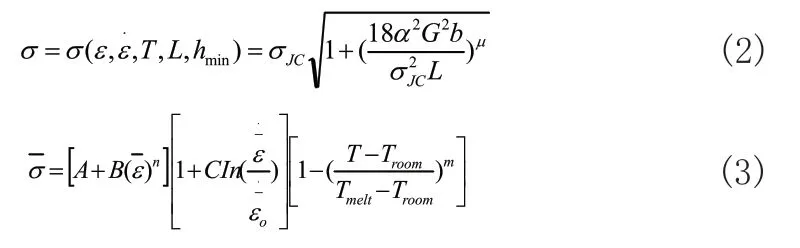
该本构关系能够描述介观尺度下工件材料力学性能尺度效应现象,并能很好地描述金属的大变形、应变率和温度变化显著的现象[8]。
2 钛合金介观尺度有限元仿真
基于所建立的本构关系和切屑断裂准则,采用ABAQUS建立介观尺度切削Ti6AL4V钛合金二维有限元模型。工件几何尺寸长0.8mm,宽0.2mm,在0.08mm处设置分层,在切削区建立密集的网格种子,最小网格尺寸为0.002mm,在工件基体设置稀疏的网格种子,目的在提高网格质量和仿真效率,Ti6AL4V的材料参数[9]如表1所示。

表1 Ti6Al4V的材料参数
刀具采用碳化钨(WC/Co)材料,设置刀具负前角,可设置不同角度调整负前角大小,刀具圆角半径0.01mm,刀具材料参数如表2所示。
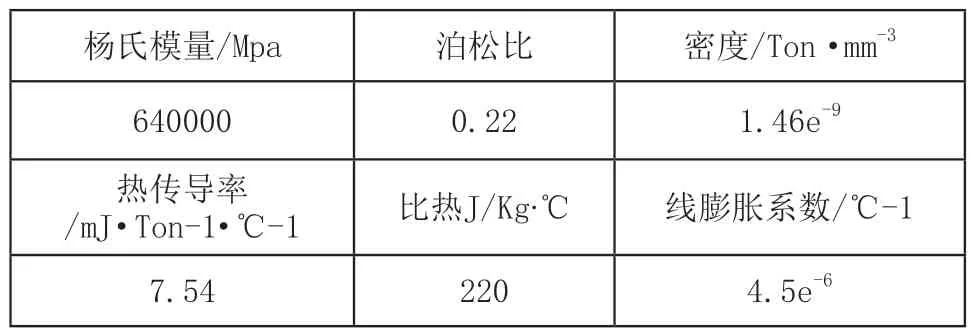
表2 刀具材料参数
将刀具设置为刚体,工件在X轴方向设置平移约束,底边设置全约束。将工件及刀具装配在合适的位置,移动刀具位置可改变切削深度。设置接触属性并建立接触对,设置工件、刀具预定义温度场,刀具的速度通过参考点进行设定。设置完毕后,提交模型作业,仿真结果如图3所示。
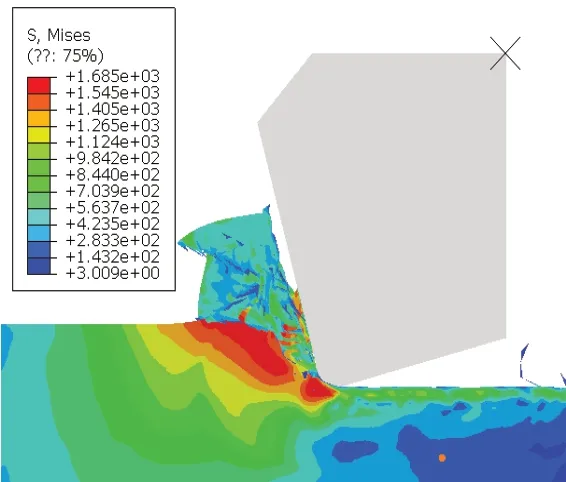
图3 钛合金二维切削图
从ABAQUS历程输出中读取了九组实验的切削力(见表4),图4所示为第三组(负前角20°,切削速度60m/min,切削深度30μm)切削力的曲线,其中实线为切向力Fc,虚线为进给力Ff。在切削过程中,切削力维持在较稳定范围内。
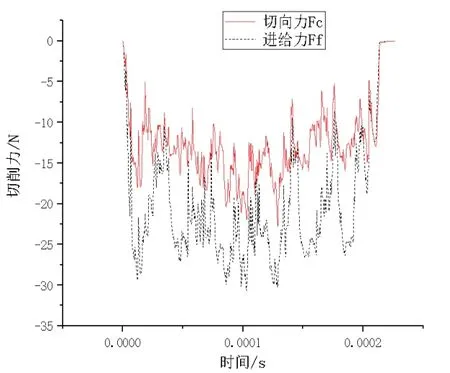
图4 实验3切削力曲线图
3 切削参数和刀具负前角对切削力影响的正交分析
读取了九组实验的切削力,其中切削力取切削力曲线的平均峰值。对每一个水平因素进行正交分析,三因素对应的三水平见表3,绘制三因素三水平正交实验结果表,得出各工艺参数对切向力、进给力的影响情况,如表4所示。
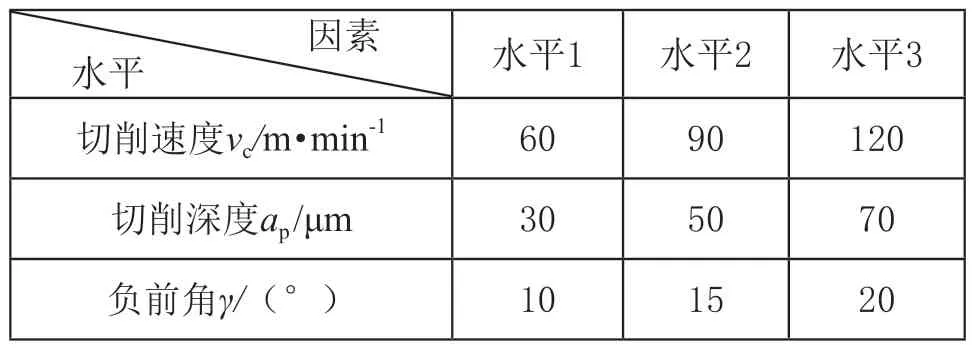
表3 三因素三水平正交试验参数设置
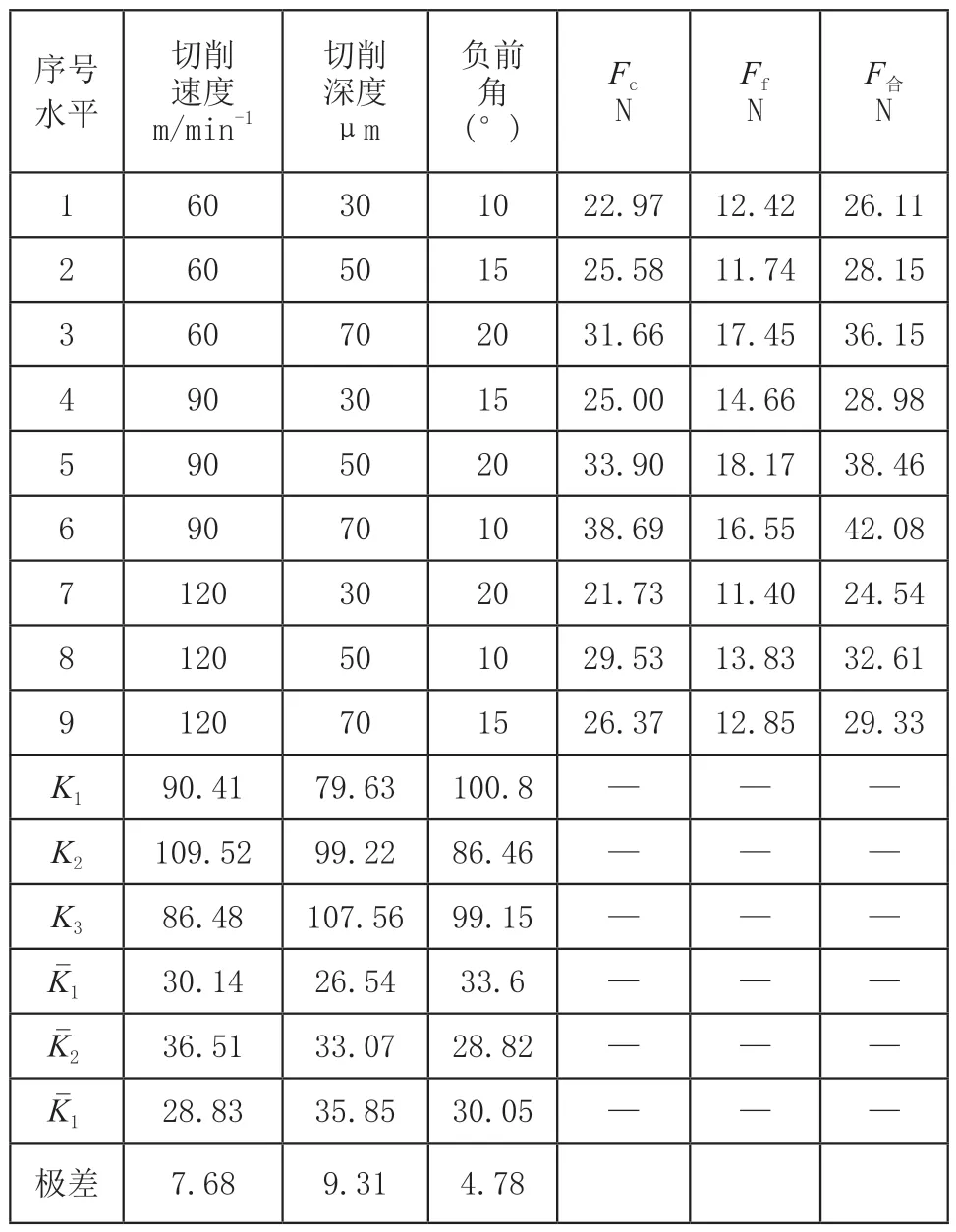
表4 正交试验结果
由表4可以看出每个变量对于切向力Fc和进给力Ff都有一定影响。根据正交试验结果的极差比较[10],三因素对切削力的影响程度为ap>vc>γ。但这并不完全代表影响显著程度,因为每个因素的变化程度并不相同,现分析三因素分别对切向力和进给力影响程度及正负相关性。
切向力和进给力随各因素水平变化情况如下图5所示。

图5 切削力随各因素水平变化情况
当vc=60m/min,γ=10°时,随着切削深度不断增大,切向力Fc进给力Ff增大,即切削力与切削深度呈正相关。
当切削深度30μm,γ=10°时,随着刀具切削速度的提高,切向力Fc和进给力Ff随之增大,即切削力与刀具切削速度呈正相关。
当切削深度30μm,切削速度vc=60m/min时,随着γ增大,切向力Fc和进给力Ff随之增大,即切削力与刀具负前角呈正相关。
综上可知,切向力和进给力的大小随vc增大而增大,随ap增大而增大,随γ增大而增大。对于三个因素对切向力和进给力的影响程度,ap、vc和γ的极差分别为9.31、7.68、4.78,因此切削深度对切向力和进给力影响最甚,切削速度和负前角次之。
4 基于灰色理论的Ti6AL4V钛合金车削工艺参数优化
4.1 灰色关联系数与灰色关联度计算与分析
灰色理论作为衡量各因素间关联性的一种方法,可以根据因素之间发展趋势的相似性或差异性,即灰色关联度以解决多目标情况下各工艺参数的综合优化问题。
现运用灰色理论将钛合金车削的切向力Fc和进给力Ff作为工艺目标,对正交试验结果进行数据分析并得到最优的切削参数组合。根据表4的正交试验结果进行灰色关联的分析。先将表4的数据结果进行量纲化分析如表5所示,多因素多目标的数据变化方法主要依赖于目标的属性类型,在钛合金车削实验中切向力Fc和进给力Ff要尽量小,因此选择成本型对实验数据进行变换[11],计算公式如式(4)所示:
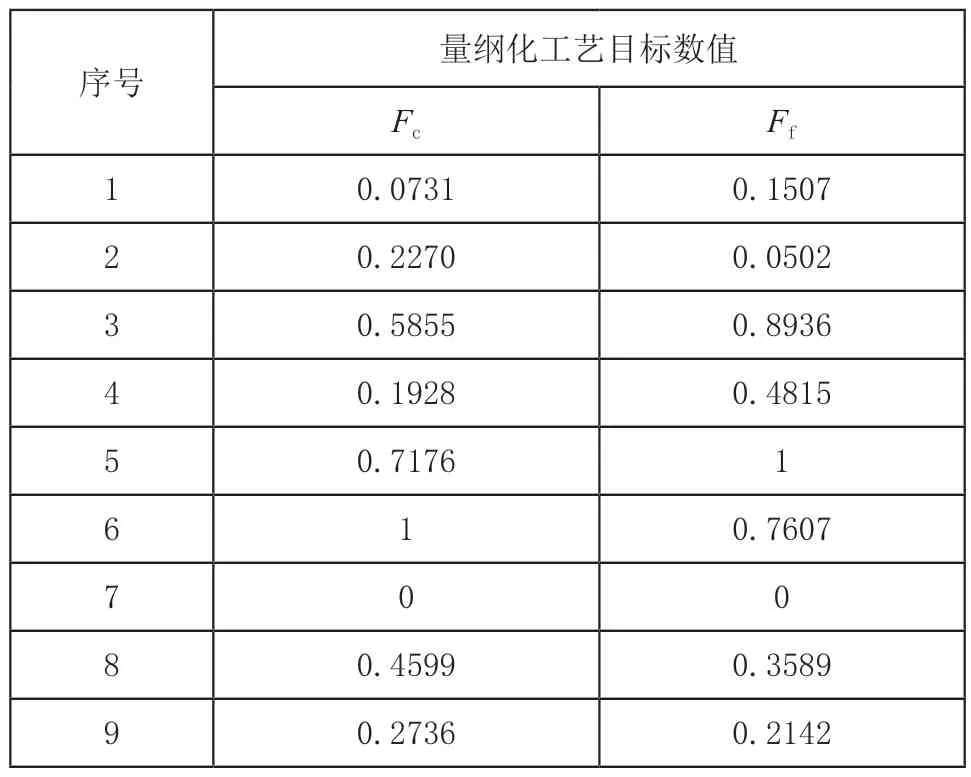
表5 量纲化的数据

式(4)中xi(k)是原始数列,yi(k)是在指标i在试验次数k下变换后的数列。
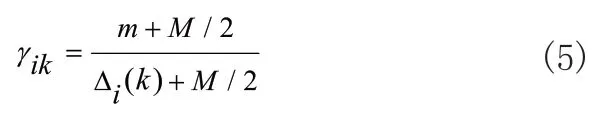
将表5中数据进行差序列求解,即Δi(k)=k=1,2,...,9其中(k)为工艺目标,切向力和进给力变换后理想最优值均为0,将表5中的数据带入式(5)得出Fc和Ff的灰色关联系数:
再将关联系数代入式(6)求出其灰色关联度,数据如表6所示:


表6 工艺目标的灰色关联系数与灰色关联度
由表6可知,7号有最高的灰色关联度,因此使得切向力和进给力最小的最优参数组合为:vc=120m/min、ap=30μm、γ=20°。
4.2 目标优化
现求单项工艺目标的灰色关联系数并进行单目标优化,在此基础上,对三水平的灰色关联系数进行分析,结果如表7所示。
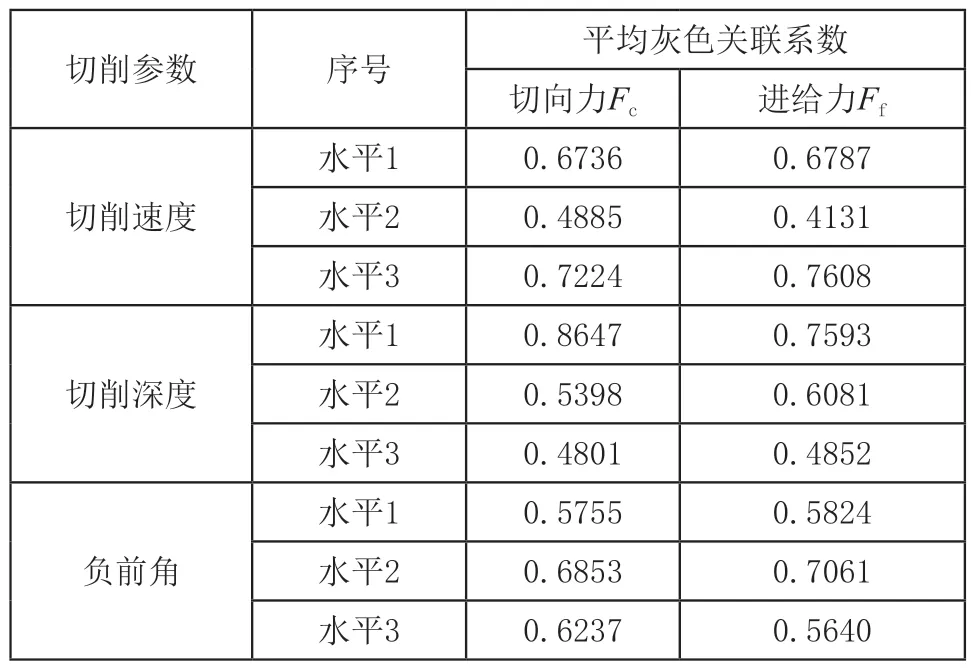
表7 针对切向力Fc进给力Ff不同水平平均灰色关联系数
各因素所对应的最大值即为单目标的最优水平,各因素水平影响曲线如图6所示。
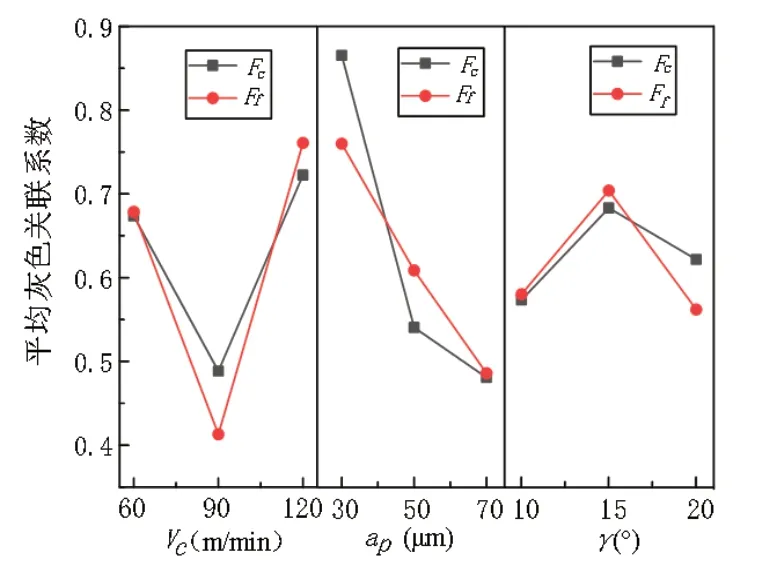
图6 各因素各水平的影响趋势
由灰色关联系数的性质可知,平均灰色关联系数值越大,代表参数越优。因此,从上表7和图6可以看出,关于切向力Fc最优参数组合为:vc=120m/min、ap=30μm、γ=15°;进给力Ff的最优参数组合为:vc=120m/min、ap=30μm、γ=15°。
现对切向力Fc和进给力Ff多工艺目标灰色关联分析进行多目标优化,得到切削参数各水平平均灰色关联度值,如表8所示,图7为各因素水平的平均灰色关联度。
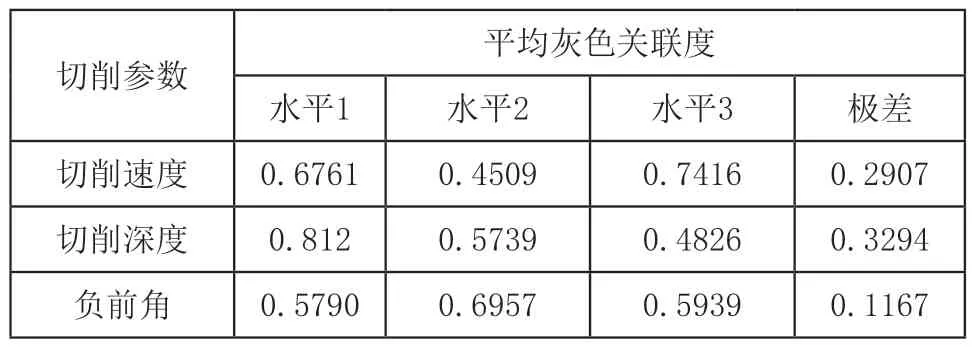
表8 切削参数各水平平均灰色关联度值
从上表8和图7可以看出,切削参数对于多工艺目标灰色关联分析的极差大小依次为切削深度、切削速度、负前角。平均灰色关联度越大代表该参数水平性能越好,因此,综合考虑切向力Fc进给力Ff多工艺目标下最优的切削参数组合为:切削速度vc=120m/min、ap=30μm、γ=15°。

图7 各因素水平的平均灰色关联度
5 结语
本文基于ABAQUS有限元软件建立Ti6AL4V钛合金二维切削模型进行有限元仿真,通过正交实验法研究介观尺度下切削深度、切削速度和刀具负前角等因素在不同水平下对切向力和进给力的影响,主要得出以下结论:
1)根据极差和数据分析,三因素对切向力和进给力的影响程度为ap>vc>γ。且切向力和进给力的大小与切削深度、切削速度和刀具负前角均呈正相关。
2)运用灰色理论对实验结果进行分析和优化,计算各因素各水平平均关联度系数获得单目标优化结果,即关于切向力Fc最优参数组合为:vc=120m/min、ap=30μm、γ=15°;进给力Ff的最优的参数组合为:vc=120m/min、ap=30μm、γ=15°。
3)通过灰色关联度分析获得多目标优化结果,即综合考虑切向力和进给力双目标同时优化的最佳组合为:vc=120m/min、ap=30μm、γ=15°。
猜你喜欢
装备制造技术(2020年4期)2020-12-25
航空发动机(2020年3期)2020-07-24
制造技术与机床(2019年9期)2019-09-10
制造技术与机床(2018年10期)2018-10-13
中国自行车(2018年8期)2018-09-26
制造技术与机床(2017年3期)2017-06-23
数字技术与应用(2016年12期)2017-04-15
中国教育技术装备(2017年4期)2017-04-14
制造技术与机床(2014年5期)2014-04-27
组合机床与自动化加工技术(2014年12期)2014-03-01