
新能源驱动电机自动装配设备产业的发展研究
2022-12-08 10:01廖建勇
今日自动化 2022年9期
廖建勇
(深圳市合力士机电设备有限公司,广东深圳 518000)
中国的汽车工业在过去几十年中经历了快速发展。2016年,中国汽车产销量超过2 800万辆,连续8年继续位居世界第一。据统计,汽车行业的石油消耗量占中国总消耗量的近40%。随着汽车保有量的快速增长,中国汽车行业的石油消耗将继续增加。研究表明,在北京和上海等大城市,车辆是颗粒物的主要来源之一。在这种背景下,节能减排已成为中国汽车行业的主要发展趋势。在油耗法规方面,政府限制了乘用车企业的平均油耗(CAFC)。到2025年,乘用车制造商的平均燃料消耗量应减少到4L/100km。对于新能源汽车(NEV)积分,要求汽车制造商在2019年和2020 年分别获得10%和12%的NEV 积分。对于碳排放,《新能源汽车碳配额管理办法》已经发布,规定了汽车制造商的碳减排配额。同时,我国政府也在考虑对多种信用体系进行系统性整合。例如,为了在未来实现CAFC 和NEV 信用的并行管理,《CAFC和NEV 信用联合管理办法》已经发布。
1 新能源驱动电机概述
虽然新能源车的发动机动力系统属于传统的动力类型,但在动力转型过程中,它也将经历巨大的变化。在过去,发动机和变速器结合起来输出动力。因此,发动机必须能够在广泛的范围内运行,以满足错综复杂的操作条件。相应地,发动机的最佳工作区域必须尽可能宽,这很难实现。可变气门正时(VVT)、可变气门升程(VVL)、可变压缩比(VCR)、多速变速器和无级变速器(CVT)等机械结构可以满足错综复杂的操作条件的需求。如果技术按照这个途径发展,发动机动力系统将变得越来越复杂,这将使控制系统越来越复杂和昂贵。
在未来,输出功率将由发动机和电动机同时提供。尽管车辆错综复杂的运行条件不会改变,但发动机可以在一个狭窄的最佳区域内运行。这是通过改变电动马达的速度和扭矩来实现的。该结构的本质是实现机电耦合的可变输出,以满足可变驱动模式的要求。由于这种结构,企业将只需要在一个小的操作区域内提高发动机的最佳效率,而不是采用复杂的可变单元和控制策略。因此,这种机电耦合器将简化技术,降低成本。
基于驱动与驾驶的关系,新能源汽车的电动机必须兼顾其在驾驶时的舒适性,新能源汽车对环境的适应性,一次充电时的最佳续航里程。所以,在新能源汽车中,有关电动机的性能有特别的要求。
(1)特殊的新能源汽车需要更高的效率和能量密度。新能源汽车的电动机必须在大转速、大转矩下维持高效能,从而减少功率消耗,提高新能源汽车一次充电后的总里程。电池容量对纯电动车的续航能力有很大的影响,但并非完全取决于它。除了电池的体积,电池的能量密度也是一个很重要的指标。
(2)新能源汽车发动机的调速范围应该很大。新能源汽车的特定电动机要求具有一定的转矩和恒定的动力。在低速行驶时,新能源汽车的电动机要有一个稳定的转矩,这样才能使新能源汽车的起动速度更快,以适应新能源汽车的爬坡需求;在高速行驶时,新能源汽车的电动机要保持恒定的转速,保持新能源汽车的输出功率不变。根据能源利用率的不同,电动汽车的能源供给模式可以分为常规供给模式、快速供给模式和替代模式。随着恒流恒压充电技术的普及,人们纷纷采用间歇充电、脉冲充电等方式来提高充电效率。该系统具有稳定的输出功率和宽的调速范围,可确保新能源汽车在平坦路面上高速行驶,以适应新能源汽车的超车要求。
(3)新能源汽车特定的电动机也要有较好的环境适应性。新能源汽车的电动机要适应各种不同的驾驶环境,使其在恶劣的工况下仍能正常工作,使其在高温、高湿度下工作。同时,由于国内技术的不断突破,新能源汽车的生产成本也在不断下降,给下游企业带来了更好的发展机会。在新能源领域,未来的竞争,将会是一条产业链,其中,最重要的就是动力电池。
(4)电动机的构造要相对简单,造价要低廉,电动机要大量制造,噪声要小,使用和保养要比较简单。与之形成鲜明对比的是,电动汽车在安全性和使用寿命方面,对产品的一致性有着很高的要求。而一些新的电机生产公司,技术起点比较高,并且与新能源生产技术有着密切的联系。例如丰田、本田、大众,以及其他可以集成电机、传动系统和离合器的功率分配系统。
2 新能源驱动电机立式压装工艺自动装配工艺
2.1 现有立式压装工艺的缺陷
大多数中小型电机常用立式压装机,包括立式四柱液压机、龙门液压机和单柱液压机进行定子外壳压装。立式压装是一种相对成熟的工艺方法。但是,立式压装法和叠加夹持法(定子与壳体的夹持方法:壳体站在立式液压机的工作区域内,定子通过吊具直接放在壳体上)存在安全和质量隐患大、人工依赖性严重、难以实现自动化的缺点。另外,设备的液压系统复杂、维修困难、工作环境清洁性差。
(1)当执行H132或更高的电动机定子芯和外壳的转运和翻转工序时,定子的重量达到数十千克到数百千克,外壳的自重量也在数十到数百千克,不能手工搬运和翻转,通常都是用吊车来完成。实际吊装时,可能会发生定子和箱体的摆动,因此,压装工作必须由2~3人共同进行。不但严重依赖于手工作业,而且如果操作者的工作不到位,很可能造成安全事故。我国不少电机厂在安装现场发生了因工作人员手指压痛或机箱翻转、平展时因惯性冲击造成人员伤害的事故。到现在为止,还没有任何的设备和方法来代替这种工艺。
(2)当带线圈的定子铁心被挤压到机壳中时,必须将定子反转,用吊具将其吊起来,并进行装夹。在此期间,定子绕组的一端要接地,并且要保持在竖直的状态。由于下绕组承载了整个定子的全部重量,极易发生故障,从而使下绕组的底层或内侧的绝缘薄膜受损,从而引起匝间短路。此外,当夹持带绕组的定子芯时,带绕组的定子芯部直接置于箱体上,如果用手(H132 以下)或用吊具(H132 以上),则会发生定位误差,使外壳止挡与定子线圈产生摩擦。因为外壳的阻尼器比较尖锐,而线圈上的环氧树脂绝缘漆在固化后会变得更硬,很容易破坏线圈的绝缘漆层,引起电动机的“裸铜”,从而发生短路。定子和壳体位置的不正确,也会使引线被拖拽,使引出线焊接接头接触不良,从而产生电动机脱相。一般情况下,电机厂在处理完后,必须手工对线圈包进行检测,这样会造成更多的人工费用。
2.2 自动装配工艺系统设计
在智能自动装配系统的设计过程中,为防止定子铁心与壳体发生翻转而引起的安全及品质问题,应对压装工艺进行再设计,以防止定子绕组与壳体之间的夹紧而引起的损害。在定子铁心进入壳体之前,应尽量避免与外壳发生接触,从而实现夹紧脱开,有效地确保安全,杜绝质量问题。要加快压装生产的速度与效率,必须采用自动化的生产设备、信息化系统,并不断拓展压装作业范围。因此,对新能源立式数字化压装工艺、设备、系统及水平装夹具进行了研究。
如图1所示,本装置包括PLC 控制面板、壳体固定工装、伺服升降定位台、带绕组的定子固定工装、快速换工装、磁栅等。该装置能够自动定位、水平夹持、压制、数据采集和反馈、加工参数的交互作用。
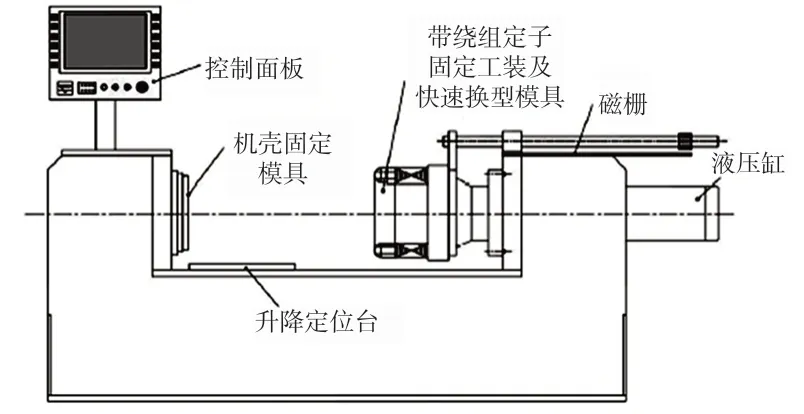
图1 自动装配系统
水平冲压机设有敞口工作台、液压缸、液压泵、马达,体积小巧,占用空间。外壳夹具、提升定位台、定子夹具均为工作区的两端所设计。升降定位平台紧邻外壳固定装置,以免影响升降平台的升降。定子的固定工装是用螺栓和凸缘连接到工作区的一头,由液压机的膨胀和收缩来完成定子的往复运动。壳体固定模的中心线与定子模保持在水平方向。
PLC 作为压机控制的核心,是人机交流的中介;壳体的固定模具与提升定位平台(PLC 协同)构成了箱体的自动夹持与定位系统;定子的定子套和快速换模构成了定子夹持系统;磁栅板用于对压机的冲程和提升、定位平台的提升。
2.2.1 电机机壳自动装夹定位系统
机箱的自动夹持与定位系统包括一个外壳的固定模具和一个伺服提升板。针对壳体内径止口与中心高度的差异,采用台阶状结构的固定模,逐步缩小台阶直径,使之与壳体的止口及内径相匹配。升降机由支撑板、螺杆、齿轮和马达组成。该方法可用于多规格电动机壳体的紧固,并可实现箱体的弹性夹紧。工作时,将马达放置在支架上,通过控制系统,实现对机架的定量回路的协调控制,并借助压力机的固定机构实现对机架的夹紧。机箱的固定模具与定子模具的中心线是在水平方向上一致的,从而使外壳和定子的模具能够精确定位。
2.2.2 定子自动装夹系统
为避免定子绕组的损伤,改善其挠性夹紧性能,提出一种由定子固定刀具(见图2)和一套快速换模的新型定子夹紧装置。从图2可以看出,该定子夹具具有定子绕组的保护空穴,能有效地防止线圈的损伤,从而改善产品的品质。另外,根据2极铁心的内径随极数(2,4,6等)的变化,设计了一种快速更换模具。2极定子的压制装配完成后,如果有必要替换其他极数的定子,则可以在定子固定刀具上添加对应大小的套筒,而定子铁心的内径增大,则采用一螺栓与定子紧固工具连接。从而使定子固定系统能迅速地适应各种定子的大小,从而达到快速替换的目的,极大地提高了生产效率。
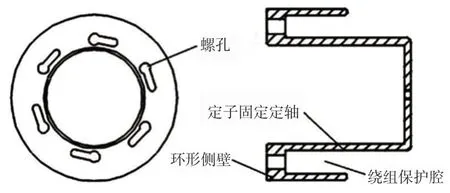
图2 定子自动固定工装系统
2.2.3 电机数字化自动装配产线方案举例
为方便推广应用数字化立式液压机,针对实际生产规模、规格、成本等因素,为客户提供个性化的卧式压机规划方案。这里有两个典型的方法。
(1)电动机的规模小于H132,生产效率高。在压机的前端,可以添加两个传送皮带,一个是确定子铁心,一个是传送外壳。由机械手将定子与外壳分别与相应的定位系统相连接。该压力机处于自动压入状态,从而使定子箱能够进行自动压装。通过机器人将完成的定子和壳体组装,实现了流水线的自动化,达到了批量生产的目的。PLC 控制系统控制输送线、数字卧式压机、机器人(机械手)与整条安装线的协同工作,形成一个数字化、自动化的绕组铁心压装置。
(2)电动机的功率在H160或更高时是比较低的。在压力机上设有定子库和箱体储存区,并设有滚筒通道供最终产品流通。定子、机壳和成品都是用起重机来完成的。该压机可自动或半自动压装,可完成压装及装夹作业。完成压模后,成品经滚筒输送至下一工序,可满足大规格、低产量的需要。
3 结束语
提出的新能源汽车驱动电机自动组装系统,包括自动装夹、定位和压装等功能,并具备数据采集、数据交互等功能。本发明的压装装置具有很好的适应性和灵活性。根据生产需要,引进吊具、桁架机械手、铰接机械手等自动化装置,以进一步提升电动机组装的自动化程度,达到半自动化/自动化组装的目的。采用水平压装置将定子铁心压入壳体的方法,可以极大地改善压装马达的品质、生产率、生产成本,为实现新能源马达生产数字化、智能化生产奠定了坚实的基础。
猜你喜欢
减速顶与调速技术(2022年3期)2022-02-11
减速顶与调速技术(2021年3期)2021-03-09
山东农业大学学报(自然科学版)(2020年6期)2021-01-09
机电信息(2020年33期)2020-11-29
装备制造技术(2019年12期)2019-12-25
模具制造(2019年7期)2019-09-25
制造技术与机床(2019年4期)2019-04-04
山东工业技术(2016年15期)2016-12-01
广东技术师范大学学报(2016年5期)2016-08-22
焊接(2016年2期)2016-02-27
