PLC技术在机械电气控制装置中的应用
2022-11-30 05:30:16王军
现代制造技术与装备 2022年10期
王 军
(金肯职业技术学院 机械与汽车工程学院,南京 211156)
随着市场经济的不断发展,现代建筑逐渐向智能化和自动化方向发展。人们开始追求低能耗和高舒适度的优质生产生活环境。将可编程逻辑控制器(Programmable Logic Controller,PLC)技术应用于机械电气控制,能够有效提高系统自动化控制效率、能力和水平。近年来,PLC技术日趋成熟,对机械电气发展起到了十分重要的作用。
1 PLC技术
20世纪90年代以来,我国机械自动化技术处于高速发展状态,是我国自动化技术变革的高潮,控制系统形式丰富多样,即第三次自动化技术革命,使得我国自动化技术实现了质的飞跃。PLC技术是当前电气工程领域备受关注的新型技术。该项技术将计算机技术和自动化技术融为一体,能够储存相关数据信息,根据具体需求编写相关程序,实现各种运算,并可在输入程序模块和输出程序模块之间建立有效链接,实现对机械电气设备的有效控制。最开始应用PLC技术是为了取代继电器控制系统。随着相关技术的不断完善,PLC技术应用在机械电气控制系统之初出现的大部分问题得到了有效解决,提升了系统可靠性和稳定性。PLC技术基本流程包括采样输入、输出刷新以及自动化程序控制等。利用数据扫描方式进行采样,在完成采样数据输入后能够自动进行数据输出刷新。PLC控制系统结构见图1。
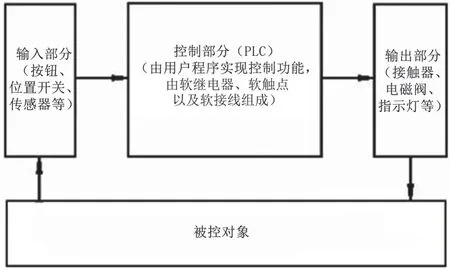
图1 PLC控制系统结构图
2 PLC技术特点分析
2.1 提高工作效率
PLC技术兼具计算机技术与自动化技术两者的优点,能够有效优化机械电气系统安装流程,使得安装方便快捷。使用PLC技术后,机械电气设备由软件编程来管控完成相应命令,大幅降低了工作强度,解放操作工人的同时,改善了机械电气设备运转效果,大大提高了工作效率[1]。
2.2 兼容性较好
PLC技术具有较好的兼容性,能够与多种技术完美融合。人们优化机械电气系统正是利用PLC技术具备良好的兼容性,将系统自身机械电气设备用作辅助继电器,减少系统导线连接,有效提升确保控制系统反应速度及效率。此外,它具备生产过程控制、数据处理和预算能力,加上能够通过扩展对外模块实现其他功能,因此具备很高的灵活性和可塑性,在工业生产上得到了广泛应用。
2.3 抗干扰能力较强
传统的机械电气控制系统存在明显的设计缺陷,很容易受到外界因素干扰。实际应用中,人们往往将PLC技术与集成技术结合,采取隔离模块设计形式。集成化后的控制系统可以接收海量数据信息,优化整个机械电气运行流程,具备更强的抗干扰能力。
2.4 具备故障检测功能
机械电气控制系统在运行过程中不可避免会发生故障。PLC控制系统具有自我检测功能,发现机械设备存在故障时,能够在很短时间内查找出故障发生部位并发出警报,并且能够按照软件提供的信息分析故障原因并反馈给工作人员,以便迅速采取措施,恢复机械电气设备的正常运行。
2.5 推进机电一体化发展
PLC设备体积小、重量轻、设计安装方便、编程方式简洁,加上信息化技术的不断完善,使得PLC控制系统具备强大的运算速度,推进了计算机技术和工业环境的深度融合,进一步推进了机电一体化发展。
3 PLC技术控制类型
3.1 集散型控制
集散型控制是指将分散在不同区域内的多台机械电气设备根据需求采取分开方式进行管理和控制,利用计算机技术、控制技术以及通信技术将其有效连接,从而实现对分散控制点的集中控制。此控制方式中,所有分散部分全部通过通信线路相连接,借助计算机强大的控制功能实现集中控制。各机械设备既具有独立分散性,又具有归并集中性,不仅能够有效避免机电设备过于分散难以控制的问题,还能够有效规避因某一机电设备故障引发整个控制系统瘫痪的风险。
3.2 总线型控制
此种控制方式在PLC技术中最常见,是把机械电气部分设备与计算机网络直接连接来实现机械电气设备自动化控制。这种控制方式能够实现信息数据双向传输,利用总线将控制节点、现场机械设备和网络整合为一个有机整体,实现就诊管理控制。它的结构形式简单、控制方式灵活、功能丰富多样以及应用成本低廉,对提升企业经济效益具有十分重要的作用[2]。
4 PLC技术在机械电气控制系统中的应用
4.1 PLC技术的网络通信功能开发
网络通信是PLC技术应用最广泛的领域之一。它的技术原理是将PLC连接因特网,使其具备网络通信功能。为强化PLC功能,可以在PLC系统里内置Web服务器。当前,许多科技公司投入大量资源开展研究,希望可以将PLC与因特网及Web连接,获取更多技术支持。科技公司推出许多新型产品,有的产品提升了连接速度,有的产品实现了多轨道运行,有的产品优化了连接操作系统,有的产品实现了远程监视和动态访问。
采用企业提供的大豆制品配方,在上一步最优结果的基础上,分别加入0.010%,0.015%,0.020%,0.025%,0.030%的焦亚硫酸钠,灭菌保温后进行颜色检测,计算样品得分。以企业原始配方的大豆制品作为空白对照。
4.2 开关量逻辑控制
PLC技术运行基础是实现开关量的逻辑控制,也就是用PLC技术取代继电器来控制电路逻辑。当PLC技术应用于开关量逻辑控制时,能够不仅仅只针对某一台设备进行控制,而是将其接入整个生产工艺流程,协调控制多台不同的机电设备,实现高质量的一致协调性。
4.3 运动控制
PLC技术可以实现一定范围内的直线运动或者圆周运动,通过控制运动模块规划机械设备运行规律和距离,运用多轴节点控制模块驱动步进电气控制器,实现对机械设备规律性和重复性运行动作的控制。
4.4 故障排查
PLC技术应用于机械电气设备控制系统,使得控制系统可以动态检测设备运行状态,并将其形成信息反馈给相关工作人员。工作人员根据实时数据判定当前每台设备的运行状态是否正常。当其中某台设备出现故障时,系统会及时发出警报,提醒工作人员检查维修相关的电气设备。PLC控制系统反馈的具体信息,有助于工作人员准确找到机械故障并进行快速维修,大大缩短了故障排查时间,提高了维修效率[3]。
4.5 生产变量控制
生产变量控制就是控制生产过程中的模拟量。实际生产过程中,变量直接影响整个生产过程,进而影响生产效率。一般来说,生产线变量繁多且难以预测[4]。运用PLC控制系统能够实现变量的有效控制,使其处于相对稳定状态,保障生产过程的高效稳定运行。
5 PLC技术应用实例分析
5.1 在煤炭机械电气设备自动化控制中的应用
当前,我国煤炭生产过程中很多机械电气设备应用了PLC技术。本文以选煤控制系统PLC技术应用为例进行分析。基于PLC技术的选煤控制系统,整体框架见图2。PLC控制系统选取西门子S7-300,子系统包括原煤生产系统、上煤系统、返煤系统和外调煤系统。利用中央处理器(Central Processing Unit,CPU)完成对整个系统的控制,涵盖状态监测、参数显示、运行控制和闭环控制等内容。

图2 选煤控制系统框架
5.1.1 检测控制功能
一方面,PLC系统实时收集生产过程的参数与数据,对其进行处理分析后调整自动执行装置,通过显示设备向工作人员传递相关信息。另一方面,PLC系统控制所有监测设备,动态接收检测设备传输的信号,通过合理设置报警信号,实时记录故障信息,并且能够保存故障发生部位、时间等关键数据。当故障发生时,PLC系统利用声音报警和监测窗口文字显示通知操作人员[5]。
该系统软件具备如下功能:一是各子系统按照工作顺序来控制,单个子系统保护由主控制系统统筹;二是自动控制和测量压重介质,有效减少进入重介循环系统的煤泥含量;三是控制上位机来显示所有设备信息,如参数配置、运行状态等;四是分析设备信号类型及自身需求,将控制深度进行等级划分。通常控制深度分为三级,其中三级为“显示”,二级为“显示+报警”,一级为“显示+报警+联锁”。
5.1.3 应用程序
选煤系统应用程序框架,见图3。OB 101与OB 102共同构成启动模块,储存煤矿产量数据、液位参数和地址设定等相关信息。启动选煤控制系统时,率先调用此模块。定时中断模块分为两部分:一是为OB 38模块,设定定时缺省时间为10 ms;二是为OB 34模块,设定定时缺省时间为200 ms。这两个模块定时参数均为可调。需要注意,循环扫描模块内只有OB 01模块。
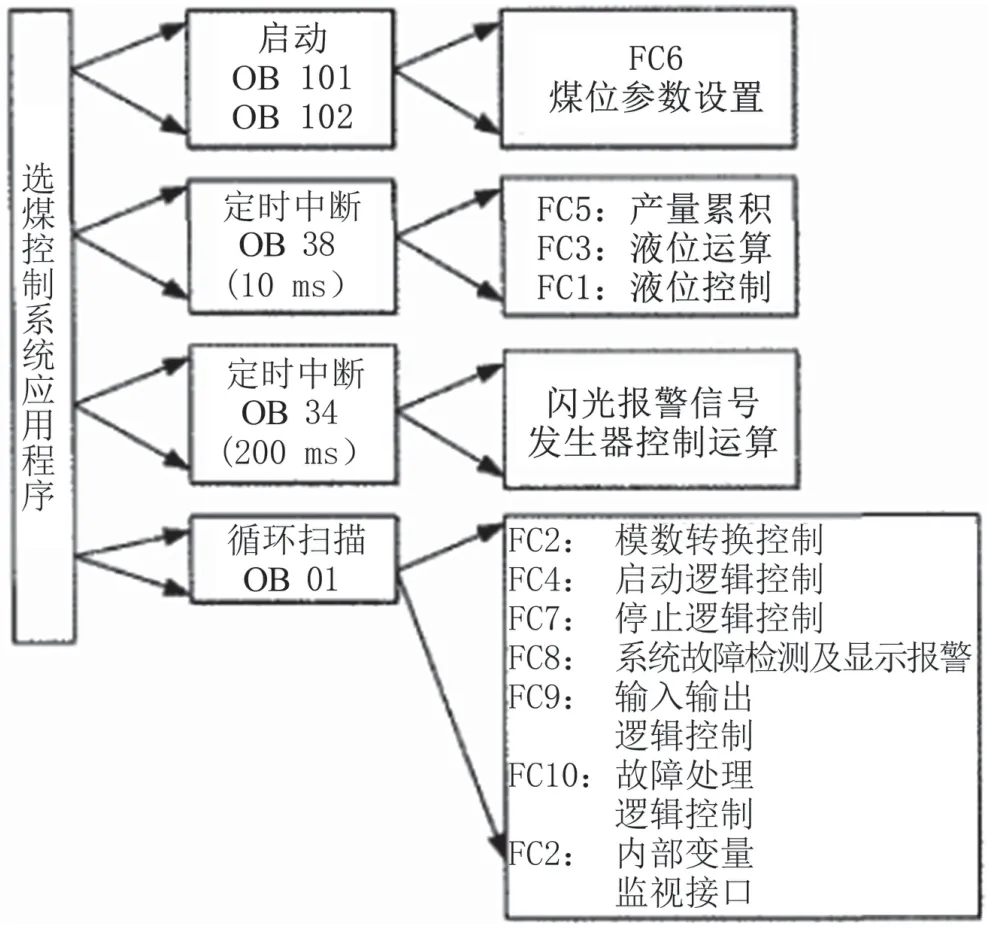
图3 应用程序框架
5.1.4 上位机
在上位机工作站中安装有监控软件和操作系统,通过显示设备来监视整个系统的运行状态,并进行故障诊断排查。PLC接收系统将运行过程数据通过因特网传输至上位机。上位机的系统功能主要包括控制子系统的运行次序、控制系统的运行过程、采集系统产生的数据、记录故障报警事件处理过程及实际操作、实时显示系统运行数据信息、对数据进行整合分析及仿真画图、形成生产过程模型图和变量趋势等。
5.1.5 通信网络
系统采用西门子SIMATIC NET完成通信,总线结构采取Profibus,大幅减少了现场管线铺设量,减少了成本费用和安装工作量,与传统控制模式相比总体成本降低30%~40%。
5.2 集控系统功能
5.2.1 操作功能
操作功能主要包含两部分内容。一是事故停车。急停按钮能够使来煤方向车辆紧急停止而不影响其他设备。出现事故时,工作人员根据事故严重程度决定是否按下此按钮。二是正常停车。按下启动按钮,发出预告信号,此信号在无事故发生时会持续1 min。发送成功后,设备车按逆煤方向启动设备车。一旦出现故障,按下禁止启动按钮,结束预告信号发送,待故障处理完成后,按下解禁按钮再次启动设备车。
5.2.2 就地箱功能
设置就地箱是为了方便及时调试检修系统,确保系统正常运转。就地箱安装有就地和集中功能按钮,能够有效控制就地停止与启动,还能够完成集控系统停止和启动。
5.2.3 保护功能
PLC系统接入配电盘热继电器常开端,是为了保护系统。例如:一旦出现过流过热现象,系统会停止生产,以便相关工作人员根据系统反馈的故障原因及时处理;皮带跑偏超限时,跑偏开关会自动打开。为确保系统运行安全,预防事故的发生,可以根据实际情况加装堆煤检测开关。
5.3 原料位置检测
采取高精度超声波测量仪器(精度可达毫米级)对煤仓中煤矿位置展开测量,满足煤仓原料位置检测需求。每个煤仓内设置测试探头,其上安装超声波传感器,利用回声定位原理实现测量,通过计算可以得出煤矿原料位置状态对比信息。
6 结语
PLC技术对机械电气设备控制系统有着十分明显的优化作用,能够有效降低故障发生概率,提高生产效率和生产稳定性,因此应当大力推广PLC技术应用,促进行业快速稳定发展。
猜你喜欢
成都信息工程大学学报(2022年3期)2022-07-21 09:35:30
中学生数理化(高中版.高考理化)(2022年5期)2022-06-01 06:27:42
当代工人(2020年8期)2020-05-25 09:07:38
小溪流(画刊)(2017年12期)2018-01-10 16:07:29
山东工业技术(2016年15期)2016-12-01 05:31:38
科技知识动漫(2016年8期)2016-07-29 20:40:09
儿童故事画报·发现号趣味百科(2015年12期)2016-01-25 00:41:49
文理导航·教育研究与实践(2015年12期)2015-12-04 00:49:23
机电信息(2015年6期)2015-02-27 15:55:00
河南科技(2014年15期)2014-02-27 14:12:33